1.本发明涉及一种喷气纺纱机的喷丝头的接纱方法,在纺纱操作期间,借助该喷气纺纱机由纤丝股纺制纱线,其中将纤丝股通过导引通道喂入喷丝头。
2.本发明还描述了一种具有至少一个喷丝头的喷气纺纱机,在纺纱操作期间,借助于该喷气纺纱机由纤丝股纺制纱线,其中喷丝头具有导引通道,在纺纱操作期间,通过该导引通道将纤丝股喂入喷丝头。
背景技术:
3.现有技术中已公知具有多个喷丝头的通用型喷气纺纱机,借助于通过喷丝头涡流室内的喷气嘴产生的空气涡流从细长的纤丝股纺制纱线。在此情形下,纤丝股的外纤丝在大体纺锤形的成纱元件头的区域中缠绕内纤丝(芯纤丝),这样形成纱线,最终经由成纱元件的拔纱通道从涡流室中抽出纱线,并可借助于络纱装置将纱线络绕到络筒上。
4.如果在纱线纺制期间出现纤丝股喂送中断、喷丝头与络纱设备之间断纱或因喷丝头纺制纱线不合规格而有意中断纺纱操作,则需要在中断后执行接纱方法。
5.在此背景下,公知的是在纱线纺制中断之后(如本发明的情况下),在喷丝头内、喷丝头与络纱装置或保持于此的络纱筒之间或者络纱筒表面上存在纱头,或逆着实际的纺纱方向通过喷丝头返回。这时,例如通过拔纱通道内产生的空气流使纱头通过拔纱通道并最终通过喷丝头的纤丝股入口输送到喷丝头与喷丝头上游的牵伸系统之间的区域。在该区域中,纱头与来自牵伸系统的纤丝股达成交叠。最终,又将纱头与纤丝股在纱线纺制期间主导的纺纱方向上共同拉入喷丝头,并在此处通过空气涡流相互连接。
6.其缺陷在于,相对较长一段纱头必然逆着纺纱方向通过喷丝头。
技术实现要素:
7.有鉴于此,本发明的目的是改进现有技术中公知的接纱方法,并提出一种用来执行相应接纱方法的喷气纺纱机。
8.本发明达成上述目的的解决方案在于具有独立权利要求所述特征的方法及喷气纺纱机。
9.在根据本发明的方法中,同样在纱线纺制期间,将纤丝股通过导引通道在喷丝头的纤丝股入口区域中引入到喷丝头的涡流室中。导引通道优选为纤丝导引件的一部分,该部分包括喷丝头的纤丝股入口。
10.在涡流室中,纤丝股中的纤丝暴露于空气涡流中,借助于空气涡流在伸入涡流室的成纱元件的进入口区域中由纤丝股产生纱线。将纱头通过成纱元件的拔纱通道沿预定纺纱方向从喷丝头拔取出来,为此采用布置于喷丝头之外的拔纱装置,该拔纱装置例如包括两个相互作用的拔纱罗拉对。
11.如果在纺纱操作期间纱线纺制中断(例如由于断纱或由于纱线特性不合规格时所指示的精切),则必须随后执行接纱过程。
12.根据本发明,所述接纱方法至少包括以下优选地按时间先后执行的步骤:
[0013]-将纱头逆着所述纺纱方向输送到喷丝头中分岔自导引通道的储纱部中;
[0014]-将纤丝股的端部输送到导引通道中;以及
[0015]-从储纱部中拔取纱头,其中拔取纱头与输送纤丝股的端部相互协调,使得纱头和端部交叠且共同移动到布置于喷丝头之内的成纱元件的进入口的区域中,并在此处借助于空气涡流相互连接。
[0016]
与公知的现有技术相比,纱头并未完全通过喷丝头输送到其纤丝股入口之前。确切而言,纱头以机械方式或通过空气流移动到储纱部中,该储纱部的进纱口在喷丝头之内布置于喷丝头的纤丝股入口与成纱元件的进入口之间的区域中。优选地,从纺纱方向上观察,储纱部的进纱口位于喷丝头的纤丝股入口与喷气嘴的出气口之间,在纺纱操作期间,通过该喷气嘴在涡流室内产生纱线纺制所需的空气涡流。
[0017]
储纱部即布置成在导引通道的区域中在侧向自此分岔出储纱部。整个储纱部优选为喷丝头的组成部分。还可设想,储纱部具有从导引通道分岔出的区段,该区段合并到不是喷丝头的组成部分而是仅与之连接的区段中。
[0018]
来自牵伸系统的纤丝股的端部与先前位于储纱部中的纱头在喷丝头内、优选地在导引通道内完成交叠,因此仅需将相对较短的纱头在所述交叠之前引入到储纱部中。与现有技术相比,就能缩短接纱时间,因为相较于纱头必须通过整个喷丝头输送到牵伸系统区域的公知情况,纱头返回所需的时间更短。
[0019]
尤其有利的是,拔取纱头与输送纤丝股的端部相互协调,使得纱头和端部具有共同的交叠区域,其长度的量值为至少3mm,优选为至少5mm。交叠区域越短,由此产生所谓的接纱就越短,而这作为稍后将到达络筒的纱线的组成部分。最后,这同样也对纱线产品的质量具有正面影响。交叠区域的长度优选为最大20mm,尤其为最大10mm。
[0020]
尤其特别有利的是,交叠区域的长度小于纤丝股中纤丝的平均纤丝长度。交叠区域就应尽量最短,但必须确保纤丝股的端部和纱头在成纱元件入口区域的交叠区域中通过涡流室中产生的空气流而可靠地相互加捻。
[0021]
还有利的是,在接纱过程中,储纱部之内纱头长度的量值为至少7mm,优选为至少10mm。从储纱部的进纱口开始测量纱头的长度。例如,可以设置传感器,用于监测储纱部之内位于储纱部中的纱头长度或用于监测在储纱部中存在纱头。还有利的是,在接纱过程中,储纱部之内纱头长度的量值为最大50mm,优选为最大40mm。
[0022]
也有利的是,储纱部与负压源相连接,并且借助于空气流将纱头抽吸到储纱部中。作为纱头以机械方式移入储纱部的替代方案,仅通过空气流完成纱头的移动。在此情形下,储纱部可以与负压源相连接,该负压源连接到多个喷丝头。此外,储纱部或负压源与储纱部之间的连接部可以配备阀,通过该阀可以控制或调节是否将空气抽吸到储纱部中和/或抽吸到储纱部中的空气量。
[0023]
优选地,储纱部内的空气流一直保持到使纱头再次向成纱元件的拔纱通道的方向移动,以使其与纤丝股的端部相接触。
[0024]
还有利的是,在接纱过程中借助于空气流将纱头在储纱部中保持一段时间。在接纱过程中,纱头优选地逆着纺纱方向移动通过拔纱通道,为此也可以产生空气流。这种空气流例如是由空气以逆着纺纱方向的过压引入拔纱通道而产生。在将纱头抽吸到储纱部之
后,纱头会在此处停留一定时间,然后再沿纺纱方向拉入到引纱通道中并与纤丝股的端部相连接。
[0025]
就此而言,一般应当注意,纱头可以在抽吸到储纱部之前为接纱过程准备就绪。为此有利的是,纱头的捻度松解到一定程度,以便于随后将松捻的纱头纤丝与纤丝股的端部相连接。尤其可以设想,在喷丝头之外完成纱头准备,即在纱头逆着纺纱方向引入到喷丝头之前完成纱头准备。作为替代方案,储纱部也可以具有用来进行纱头准备的机构。
[0026]
还有利的是,纱头在事先引入到储纱部之后,借助于工作站的拔纱装置又将其从储纱部中拔取出来。拔纱装置优选为连接到驱动器的两个相互作用的拔纱罗拉。驱动器优选为专用于驱动拔纱罗拉的单驱动器。
[0027]
同样有利的是,纤丝股的端部借助于工作站的牵伸系统而输送到导引通道中。牵伸系统或牵伸系统的输出罗拉应当与单独的驱动器相连接,该驱动器专用于驱动该牵伸系统或上述输出罗拉。
[0028]
这对输出罗拉的驱动器与再前述的驱动器尤其是应能相互独立地操作,以便可以在不同时刻使各个罗拉置身于旋转运动。优选地借助于纺纱站自身的控制系统或负责多个纺纱站的喷气纺纱机控制系统来控制驱动器。
[0029]
也有利的是,在接纱过程中,在牵伸系统之后启动拔纱装置。在此情况下,首先启动牵伸系统,借助于该牵伸系统将纤丝股的端部通过喷丝头的纤丝股入口引入到喷丝头的导引通道中。在启动牵伸系统之后或在纤丝股的端部到达导引通道之后,从储纱部中抽取纱头。就此,牵伸系统或拔纱装置的驱动器相互协调,使得纤丝股的端部和纱头在导引通道内交叠。由此形成的交叠区域最终随同纤丝股和纱头的进一步移动而移动到成纱元件的进入口区域并在此处暴露于所述空气涡流中。这样最终导致纤丝股端部的纤丝与纱头的纤丝相捻合。随之可以切换到正常的纺纱操作。
[0030]
除了所述方法之外,本发明还涉及一种具有至少一个喷丝头的喷气纺纱机,借助于该喷气纺纱机在纺纱操作期间由纤丝股纺制纱线。喷丝头具有纤丝股入口和邻接纤丝股入口的导引通道,其中导引通道可以由纤丝导引件形成,其作为单独的部件连接到喷丝头的壳体。
[0031]
此外,根据本发明,喷丝头具有自导引通道优选地侧向分岔出的储纱部,借助于该储纱部可以在接纱过程中临时存储纱头。储纱部优选地包括细长通道,纱头可以在一定程度上引入该通道一段。储纱部长度的量值尤其是应介于10mm至80mm。
[0032]
也特别有利的是,储纱部构造为抽吸通道并与负压源相连接。负压源优选为与喷气纺纱机的多个纺纱站相连接的负压源(喷气纺纱机优选地包括多个纺纱站,每个纺纱站包括单独的喷丝头)。抽吸通道优选地通过空气管线连接到负压源。抽吸通道优选为相应喷丝头的组成部分。然而,抽吸通道也可以由多个间隔组成,只有一部分区段是喷丝头的组成部分,而其余部分区段则是喷气纺纱机其他区域的组成部分。
[0033]
还有利的是,储纱部具有进纱口,从纺纱方向上观察,该进纱口布置于喷丝头的纤丝股入口与多个喷气嘴的出气口之间,在纺纱操作期间,通过该喷气嘴在喷丝头之内产生空气涡流。储纱部优选地侧向分岔自导引通道。导引通道尤其是具有用于来自牵伸系统的纤丝股的纤丝股入口、用于纤丝股的出口以及储纱部的上述进纱口。用于纤丝股或纱头的纤丝的导引壁优选地在所述开口之间延伸。
[0034]
还有利的是,尤其是构造为抽吸通道的储纱部具有第一纵轴线,喷丝头具有内置的成纱元件,该成纱元件具有用于喷丝头之内纺制的纱线的拔纱通道,其中该拔纱通道具有第二纵轴线,其中第一纵轴线与第二纵轴线所成夹角α的量值介于60
°
至120
°
。特别地,储纱部或其纵轴线可以垂直于拔纱通道的纵轴线和/或垂直于导引通道的纵轴线延伸。
[0035]
还有利的是,抽吸通道具有纱线偏转部,该纱线偏转部构造为对伸入储纱部的纱头施加约束力。纱线偏转部例如可以由边缘形成,该边缘代表从导引通道到储纱部的过渡。同样地,可以设置凹口或楔形过渡面,当将纱线从导引通道延伸到储纱部中时,通过该凹口或楔形过渡面导引纱线。也可设想回形区段。纱线偏转部会确保纱头稳固地保持在储纱部中,直到纱头沿拔纱通道的方向移动到与纤丝股的端部交叠。
[0036]
最后有利的是,喷气纺纱机具有与喷丝头相关联的牵伸系统,借助于该牵伸系统可沿喷丝头的方向输送纤丝股。此外,喷气纺纱机应具有拔纱装置,借助于该拔纱装置可将纱线从喷丝头中拔取出来。拔纱装置优选地构造为拔纱罗拉对或包括至少两个相互作用的拔纱罗拉,借助于拔纱罗拉可以将纱线从喷丝头拔取出来。为了可在上述接纱过程中单独控制纱头和纤丝股端部的移动,还有利的是,牵伸系统或牵伸系统的一对输出罗拉和拔纱装置与单独的驱动器作用性连接。驱动器优选为电动机,尤其是步进电动机。
附图说明
[0037]
下面结合实施例描述本发明的更多优势。图中:
[0038]
图1示出喷气纺纱机的纺纱站的选取局部图;
[0039]
图2示出喷丝头具有牵伸系统的上游输出罗拉对的剖视图;
[0040]
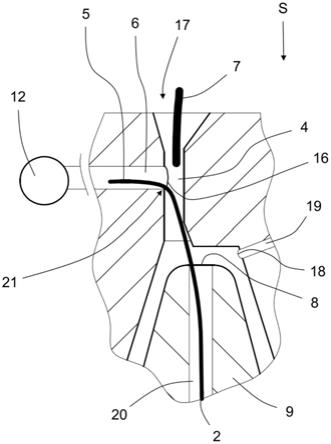
图3示出喷丝头在接纱过程中的局部剖视图;
[0041]
图4示出图3所示的局部在接纱过程稍后时刻的视图;以及
[0042]
图5示出图3所示的局部同样在接纱过程稍后时刻的视图。
具体实施方式
[0043]
图1示出喷气纺纱机的纺纱站的选取局部图。纺纱站包括牵伸系统14,其多个牵伸系统罗拉24均可绕旋转轴线22旋转(为清楚起见,仅六个牵伸系统罗拉24之一和旋转轴线22之一标有附图标记)。牵伸系统罗拉24与一个或多个驱动器15相连接,在所示的实例中,仅示出一个驱动器15。在纺纱操作期间,借助于牵伸系统14将股状纤丝股3牵拉整平。
[0044]
随后,来自牵伸系统14的纤丝股3经由纤丝股入口17进入纺纱站的喷丝头1,并在此处暴露于由喷气嘴19产生的空气涡流,由此引起纤丝股3的纤丝捻合。这会产生纱线2,借助于拔纱装置将该纱线2从喷丝头1中拔取出来。拔纱装置优选地包括两个拔纱罗拉23,这两个拔纱罗拉23均以可绕旋转轴线22旋转的方式安置(这里,仅拔纱罗拉对中的拔纱罗拉23之一和旋转轴线22之一标有附图标记)。
[0045]
图2示出喷丝头1的主要区段的横截面图。从本图中可以看出,喷丝头1具有导引通道4,纤丝股3通过该导引通道4进入到喷丝头1中。导引通道4可以作为壳壁中的贯通孔道。但优选地,喷丝头1包括单独的纤丝导引件25,其又连接到喷丝头1的壳体。在纤丝股3已经通过导引通道4之后到达内置的涡流室26,在该涡流室26中借助于多个喷气嘴19产生空气涡流。通过空气涡流从纤丝股3中分离出单根纤丝27的末端。它们在成纱元件9的进入口8区
域中围绕纤丝股3的内部纤丝27缠绕。这样产生预期的纱线2。
[0046]
最终利用图1所示的拔纱装置13将纱线2从喷丝头1通过拔纱通道20拔取出来,然后可以将其卷绕到络筒(未示出)上。
[0047]
如果纱线纺制过程中断,例如由于断纱或纱线2不理想的厚段或薄段,则会产生纱头5和纤丝股3的端部7,它们必须在后续接纱过程中重新相互连接。
[0048]
在现有技术中,就此而言,目前已知纱头5逆着实际纺纱方向s移动通过喷丝头1,以便随后纱头可在喷丝头1之外与纤丝股3的端部7交叠并与之共同又被拉入到喷丝头1中。
[0049]
本发明的核心请参阅图3至图5,各图均示出喷丝头1的相同局部剖视图。由于上图中的实体特征皆为相同,在某些情况下,相应的区域或区段仅在一图或两图中标有附图标记,以确保足够清晰。
[0050]
图3示出根据本发明的接纱过程的某一时刻,此时纱头5已经逆着纺纱方向s通过拔纱通道20输送到储纱部6的区域中。这例如借助于负压源来完成,对接该负压源的储纱部6优选地构造为抽吸通道。如果纱线2在此时刻被静止的引出罗拉对保持,则由于储纱部6内的空气流使其张拉在储纱部6与成纱元件9之间。
[0051]
优选地,从纺纱方向s上观察,储纱部6的进纱口16布置于喷丝头1的纤丝股入口17与喷气嘴19的出气口18之间(参见图3),为清楚起见,图中仅示出多个喷气嘴19之一。
[0052]
从图3至图5可以看出,在接纱过程的进一步进程中,通过致动拔纱罗拉23,使纱头5从喷丝头1中沿纺纱方向s拔取出来。同时,借助于牵伸系统14将纤丝股3的端部7引入到喷丝头1中,使得纤丝股3在导引通道4的区域内与纱头5交叠。这样创建了交叠区域10。通过纤丝股3和纱线2进一步移动,使交叠区域10最终移动到成纱元件9的区域中(参见从图4到图5的过渡)。在此,纱头5的纤丝27与纤丝股3的纤丝27交织,从而在纤丝股3与纱头5之间建立连接。随之可以继续正常的纺纱过程。
[0053]
交叠区域10的长度11应尽量最短。就量值而言,这个长度优选在上述定义范围内。
[0054]
与现有技术相比,在接纱过程中,纱头5未被输送到喷丝头1前方的区域中,即纤丝股入口17与牵伸系统14之间。相反,本发明提出,纱头5在其输送期间逆着纺纱方向s输送通过拔纱通道20,然后进入导引通道4并自此输送到侧向分岔出的储纱部6。它自此在纺纱方向s上又向拔纱通道20的方向移动,并且在此期间与纤丝股3的端部7相接触。
[0055]
图3示出在接纱过程中纱头5通过纱线偏转部21导引到储纱部6中。纱线偏转部21可以例如构造为边缘或凹口,在喷丝头1与纱头5之间引起一定摩擦。如果引入纤丝股3的端部7时在涡流室26内产生负压以吸入纤丝股3,纱线偏转部21也能防止纱头5过早离开储纱部6。
[0056]
最后,从图5可以看出,储纱部6的纵轴线l1与拔纱通道20的纵轴线l2优选地互成90
°
的夹角α。在一替代实施方案中,夹角α也可取不同的量值,但优选地在上述范围内。
[0057]
本发明不局限于图中显示和文中描述的实施例。即使说明书或权利要求书的不同部分中或不同实施例中表示并描述了所述特征的任意组合,但权利要求的范围内同样可能存在变型方案,只要不违背独立权利要求的教导即可。
[0058]
附图标记列表
[0059]1ꢀꢀꢀꢀꢀ
喷丝头
[0060]2ꢀꢀꢀꢀꢀ
纱线
[0061]3ꢀꢀꢀꢀꢀ
纤丝股
[0062]4ꢀꢀꢀꢀꢀ
导引通道
[0063]5ꢀꢀꢀꢀꢀ
纱头
[0064]6ꢀꢀꢀꢀꢀ
储纱部
[0065]7ꢀꢀꢀꢀꢀ
纤丝股端部
[0066]8ꢀꢀꢀꢀꢀ
成纱元件的进入口
[0067]9ꢀꢀꢀꢀꢀ
成纱元件
[0068]
10
ꢀꢀꢀꢀ
交叠区域
[0069]
11
ꢀꢀꢀꢀ
交叠区域的长度
[0070]
12
ꢀꢀꢀꢀ
负压源
[0071]
13
ꢀꢀꢀꢀ
拔纱装置
[0072]
14
ꢀꢀꢀꢀ
牵伸系统
[0073]
15
ꢀꢀꢀꢀ
驱动器
[0074]
16
ꢀꢀꢀꢀ
储纱部的进纱口
[0075]
17
ꢀꢀꢀꢀ
喷丝头的纤丝股入口
[0076]
18
ꢀꢀꢀꢀ
喷气嘴的出气口
[0077]
19
ꢀꢀꢀꢀ
喷气嘴
[0078]
20
ꢀꢀꢀꢀ
拔纱通道
[0079]
21
ꢀꢀꢀꢀ
纱线偏转部
[0080]
22
ꢀꢀꢀꢀ
旋转轴线
[0081]
23
ꢀꢀꢀꢀ
拔纱罗拉
[0082]
24
ꢀꢀꢀꢀ
牵伸罗拉
[0083]
25
ꢀꢀꢀꢀ
纤丝导引件
[0084]
26
ꢀꢀꢀꢀ
涡流室
[0085]
27
ꢀꢀꢀꢀ
纤丝
[0086]
l1
ꢀꢀꢀꢀ
第一纵轴线
[0087]
l2
ꢀꢀꢀꢀ
第二纵轴线
[0088]sꢀꢀꢀꢀꢀ
纺纱方向
[0089]
α
ꢀꢀꢀꢀ
第一纵轴线与第二纵轴线的夹角
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。