一种安全带高度调节器支架冲压成型模具
【技术领域】
1.本实用新型属于冲压成型工艺技术领域,特别是涉及一种安全带高度调节器支架冲压成型模具。
背景技术:
2.目前,有一款汽车安全带高度调节器支架,其来料为2.5mm厚的钢板材料,采用料带形式经过冲压设备冲压成型。由于产品在冲压成型后为一根两侧边带有翻折包边的结构,且翻折包边垂直于料带移动方向,为了保障冲压成型后料带能够继续移动,本公司将冲压成型模具中的底模成型块设置成水平可移动的结构形式,在成型后,通过驱动件驱动底模成型块垂直于料带方向从翻折包边围绕形成的滑槽中抽离出来,撤除对产品的阻挡,进而使得产品能够随着料带一起继续移动。但在实际加工中发现,在冲压成型后,底模成型块在抽出时常常会出现卡料的现象,底模成型块活动非常不顺畅,严重影响了生产效率,情况严重的时候还会损坏产品,导致产品品质不稳定。
3.因此,有必要研发一款安全带高度调节器支架冲压成型模具来解决上述问题。
技术实现要素:
4.本实用新型的主要目的在于提供一种安全带高度调节器支架冲压成型模具,保障了底模成型块运动顺畅,能够顺利的从产品翻折包边中抽离出来,提高了加工效率,保障了产品品质。
5.本实用新型通过如下技术方案实现上述目的:一种安全带高度调节器支架冲压成型模具,其包括下模与上模,所述下模包括固定支撑板、上下弹性浮动设置在所述固定支撑板上的浮动支撑板、固定在所述浮动支撑板上的底模成型单元,所述底模成型单元包括固定在所述浮动支撑板上的气缸、受所述气缸驱动垂直于料带输送方向运动的下成型块。
6.进一步的,所述底模成型单元设置有两个,且两个所述底模成型单元中的所述下成型块相对对接设置。
7.进一步的,所述浮动支撑板上固定设置有相对分布的且中间形成有滑槽的滑槽限位侧板,所述下成型块水平活动设置在所述滑槽内。
8.进一步的,所述上模上设置有与所述下成型块配合成型出产品设定特征结构的上成型块。
9.进一步的,所述下成型块包括成型块本体、位于所述成型块本体顶部的且与产品成型特征结构仿形的成型部、位于所述成型块本体两侧的且与所述滑槽限位侧板配合的滑轨凸条、位于所述成型块本体一端的连接轴。
10.进一步的,所述气缸的活塞杆端部设置有一与所述连接轴铰接的铰接支架。
11.进一步的,所述固定支撑板内嵌设置有向上顶持着所述浮动支撑板的支撑弹簧。
12.与现有技术相比,本实用新型一种安全带高度调节器支架冲压成型模具的有益效果在于:通过在下模中设置具有上下浮动功能的底模成型单元,使得上下模在开模时,底模
成型单元整体能够带着产品同步一起向上抬起,并在抬起的过程中完成下成型块的抽离动作,相比于原有在料带平齐平面上以及静止状态下进行下成型块的抽离动作而言,下成型块的抽离更加顺畅,大大提高了产品冲压效率,有效的解决了下成型块抽离卡顿造成的产品变形问题,保障了产品品质。
【附图说明】
13.图1为本实用新型实施例的结构示意图;
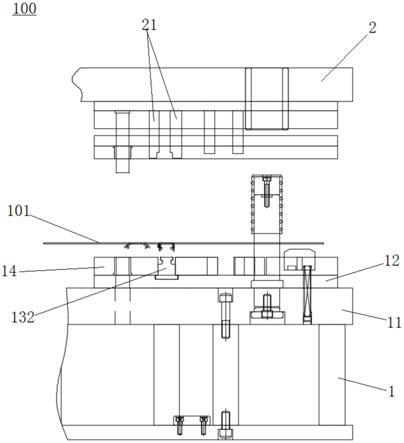
14.图2为本实用新型实施例中下模的部分结构示意图;
15.图3为本实用新型实施例中下成型块的结构示意图;
16.图中数字表示:
17.100安全带高度调节器支架冲压成型模具;101料带;
18.1下模,11固定支撑板,12浮动支撑板,13底模成型单元,131气缸,1311铰接支架,132下成型块,1321成型块本体,1322成型部,1323滑轨凸条,1324连接轴,14滑槽限位侧板;2上模。
【具体实施方式】
19.实施例:
20.请参照图1-图3,本实施例一种安全带高度调节器支架冲压成型模具100,其包括下模1与上模2,下模1包括固定支撑板11、上下弹性浮动设置在固定支撑板11上的浮动支撑板12、固定在浮动支撑板12上的底模成型单元13,底模成型单元13包括固定在浮动支撑板12上的气缸131、受气缸131驱动垂直于料带输送方向运动的下成型块132。
21.本实施例中底模成型单元13设置有两个,且两个底模成型单元13中的下成型块132相对对接设置。
22.浮动支撑板12上固定设置有相对设置的且中间形成有滑槽的滑槽限位侧板14,下成型块132水平活动设置在所述滑槽内。
23.上模2上设置有与下成型块132配合成型出产品设定特征结构的上成型块21。
24.下成型块132包括成型块本体1321、位于成型块本体1321顶部的且与产品成型特征结构仿形的成型部1322、位于成型块本体1321两侧的且与滑槽限位侧板14配合的滑轨凸条1323、位于成型块本体1321一端的连接轴1324。气缸131的活塞杆端部设置有一与连接轴1324铰接的铰接支架1311。
25.固定支撑板11内嵌设置有向上顶持着浮动支撑板12的支撑弹簧(图中未标示)。
26.本实施例一种安全带高度调节器支架冲压成型模具100的工作原理为:料带式钢片沿第一方向移动进入到成型模具中,上模2向下运动与下模1合模,在上成型块21与下成型块132的配合下成型出产品两侧的翻折包边结构,此时,成型后的产品通过两侧的翻折包边包裹住下成型块132的顶部;然后上模2向上运动开模;在所述支撑弹簧的弹力作用下,抵持着浮动支撑板12整体向上抬起,并支撑着料带一起同步向上移动;在同步向上抬起的过程中,气缸131启动,驱动下成型块132沿与第一方向垂直的第二方向从两个翻折包边结构中抽出,撤除对产品移动的阻挡力,然后产品随着料带一起继续沿第一方向移动,完成冲压成型。
27.本实施例一种安全带高度调节器支架冲压成型模具100,通过在下模中设置具有上下浮动功能的底模成型单元,使得上下模在开模时,底模成型单元整体能够带着产品同步一起向上抬起,并在抬起的过程中完成下成型块的抽离动作,相比于原有在料带平齐平面上以及静止状态下进行下成型块的抽离动作而言,下成型块的抽离更加顺畅,大大提高了产品冲压效率,有效的解决了下成型块抽离卡顿造成的产品变形问题,保障了产品品质。
28.以上所述的仅是本实用新型的一些实施方式。对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
技术特征:
1.一种安全带高度调节器支架冲压成型模具,其特征在于:其包括下模与上模,所述下模包括固定支撑板、上下弹性浮动设置在所述固定支撑板上的浮动支撑板、固定在所述浮动支撑板上的底模成型单元,所述底模成型单元包括固定在所述浮动支撑板上的气缸、受所述气缸驱动垂直于料带输送方向运动的下成型块。2.如权利要求1所述的安全带高度调节器支架冲压成型模具,其特征在于:所述底模成型单元设置有两个,且两个所述底模成型单元中的所述下成型块相对对接设置。3.如权利要求1所述的安全带高度调节器支架冲压成型模具,其特征在于:所述浮动支撑板上固定设置有相对分布的且中间形成有滑槽的滑槽限位侧板,所述下成型块水平活动设置在所述滑槽内。4.如权利要求1所述的安全带高度调节器支架冲压成型模具,其特征在于:所述上模上设置有与所述下成型块配合成型出产品设定特征结构的上成型块。5.如权利要求3所述的安全带高度调节器支架冲压成型模具,其特征在于:所述下成型块包括成型块本体、位于所述成型块本体顶部的且与产品成型特征结构仿形的成型部、位于所述成型块本体两侧的且与所述滑槽限位侧板配合的滑轨凸条、位于所述成型块本体一端的连接轴。6.如权利要求5所述的安全带高度调节器支架冲压成型模具,其特征在于:所述气缸的活塞杆端部设置有一与所述连接轴铰接的铰接支架。7.如权利要求1所述的安全带高度调节器支架冲压成型模具,其特征在于:所述固定支撑板内嵌设置有向上顶持着所述浮动支撑板的支撑弹簧。
技术总结
本实用新型揭示了一种安全带高度调节器支架冲压成型模具,其包括下模与上模,所述下模包括固定支撑板、上下弹性浮动设置在所述固定支撑板上的浮动支撑板、固定在所述浮动支撑板上的底模成型单元,所述底模成型单元包括固定在所述浮动支撑板上的气缸、受所述气缸驱动垂直于料带输送方向运动的下成型块。本实用新型保障了底模成型块运动顺畅,能够顺利的从产品翻折包边中抽离出来,提高了加工效率,保障了产品品质。了产品品质。了产品品质。
技术研发人员:金文余 龙启跃 邓利云 李应臻 薛凯
受保护的技术使用者:泰东汽车部件(苏州)有限公司
技术研发日:2021.08.23
技术公布日:2022/3/15
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。