1.本实用新型涉及型钢轧制技术领域,具体为一种能够避免飞剪堆钢的棒材生产线。
背景技术:
2.飞剪是轧钢厂棒材线生产的重要设备。它的主要作用;一是对轧件头尾进行剪切,防止轧件头尾存在的缺陷或出现的不规则变形导致轧件头部在咬入下一道次轧制中头部受阻而产生堆钢事故;二是在事故状态下对轧件进行碎断,防止事故的扩大;三是将轧机轧出的成品剪切成能够上冷床冷却的倍尺。而生产中飞剪是通过剪刃相对运动而对运动的轧件进行剪切的。
3.在轧钢厂棒材线生产过程中,飞剪经常出现的问题就是飞剪对轧件切头后,切断的头部不会按预定的轨迹掉落。而是随轧件一起往轧制方向运动,造成轧件输送的通道被堵塞。从而产生堆钢事故,导致生产停产。
4.导致飞剪出现带头堆钢的主要原因有:
5.1、飞剪前导槽(飞剪前导槽的作用就是将轧件按预定路线引导到飞剪处进行剪切)因氧化变形以及与高速运动的高温轧件接触等原因的影响,会使导槽的高度发生改变。从而导致轧件在飞剪处剪切头部的位置与飞剪的剪切中心线不重合,导致飞剪剪刃复位过程中剪刃会撞击钢头,这会影响钢头的运动轨迹,造成飞剪带头而产生堆钢事故,导致生产停产。
6.2、飞剪后导槽(飞剪后导槽的作用就是将轧件从飞剪剪切处按预定路线引出)为半封闭式结构,导槽的底板是由气缸驱动,可以上下翻动。飞剪对轧件切头后,部分钢头会随轧件被带到飞剪后导槽中。而后导槽底板的翻动是通过人为的操作来完成的。只有人为发现导槽中带入钢头,才会有人去翻动导槽底板,使钢头从导槽中掉入废钢桶。避免飞剪带头堆钢。一旦没有人发现后导槽中带入钢头,钢头就会继续被导槽中的轧件带入轧制通道。最终就会导致轧件运动的通道受阻,造成堆钢事故,导致生产停产。
7.基于此,本实用新型设计了一种能够避免飞剪堆钢的棒材生产线,以解决上述提到的问题。
技术实现要素:
8.本实用新型的目的在于提供一种能够避免飞剪堆钢的棒材生产线,以解决上述背景技术中提出的问题。
9.为实现上述目的,本实用新型提供如下技术方案:一种能够避免飞剪堆钢的棒材生产线,包括飞剪本体,所述飞剪本体左侧设有飞剪前导槽,所述飞剪前导槽出口处设有自由辊,所述飞剪本体后侧设有飞剪后导槽,所述飞剪后导槽底部设有翻板,所述翻板为漏空式,所述飞剪后导槽中部设有拦截网,所述飞剪后导槽尾部开有漏槽,所述漏槽为通槽。
10.优选的,所述自由辊可上下调节位置。
11.基于上述技术特征,可以通过调整自由辊上下位置来改变轧件进入飞剪本体时的高度位置,从而实现轧件在飞剪处剪切头部的位置与飞剪的剪切中心线重合,避免了飞剪剪刃在复位时撞击钢头而改变钢头掉落轨迹。
12.优选的,所述翻板通过外部自动程序控制,当轧件头部咬入飞剪本体之后的第二架轧机时,翻板自动打开1s。
13.基于上述技术特征,保证进入飞剪后导槽内的钢头能够掉落在废钢桶内。
14.优选的,所述飞剪本体、翻板和漏槽底部均设有废钢桶。
15.基于上述技术特征,通过废钢桶对钢头进行收集。
16.优选的,所述自由辊通过可调连接件与飞剪前导槽底部相连接。
17.基于上述技术特征,可对自由辊的上下位置进行调节。
18.优选的,所述翻板位于拦截网左下方。
19.基于上述技术特征,便于被拦截网拦下的钢头掉落。
20.与现有技术相比,本实用新型的有益效果是:
21.本实用新型不仅结构新颖,可以通过调整自由辊上下位置来改变轧件进入飞剪本体时的高度位置,便于钢头的掉落,当有钢头随轧件一起往前移动到飞剪后导槽内时,钢头会被拦截网挡住,带入停留在飞剪后导槽的钢头自动掉入废钢桶,若仍有钢头随着轧件继续运动,当钢头经过漏槽时,也会掉落,能够避免飞剪带头堆钢事故的发生。
附图说明
22.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
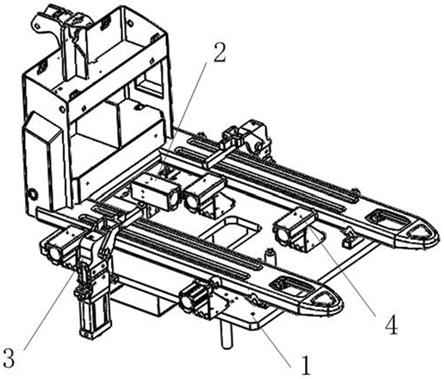
23.图1为本实用新型结构示意图。
具体实施方式
24.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
25.请参阅图1,本实用新型提供一种能够避免飞剪堆钢的棒材生产线技术方案:包括飞剪本体1、飞剪前导槽2、自由辊3、飞剪后导槽4、翻板6、拦截网5和漏槽7;轧件经由飞剪前导槽2向飞剪本体1处运动,可以通过调整自由辊3上下位置来改变轧件进入飞剪本体1时的高度位置,避免飞剪剪刃在复位时撞击钢头而改变钢头掉落轨迹,飞剪本体1对轧件进行飞剪处理,飞剪处理后的轧件进入飞剪后导槽4内,当有钢头随轧件一起往前移动到飞剪后导槽4内时,钢头会被拦截网5挡住,当轧件头部咬入飞剪本体1之后的第二架轧机时,翻板6自动打开1s,带入停留在飞剪后导槽4的钢头自动掉入废钢桶,若仍有钢头随着轧件继续运动,当钢头经过漏槽7时,也会掉落,能够避免飞剪带头堆钢事故的发生。
26.其中,所述自由辊3可上下调节位置,所述自由辊3通过可调连接件8与飞剪前导槽
2底部相连接,可以通过调整自由辊3上下位置来改变轧件进入飞剪本体1时的高度位置,从而实现轧件在飞剪处剪切头部的位置与飞剪的剪切中心线重合,避免了飞剪剪刃在复位时撞击钢头而改变钢头掉落轨迹。
27.其中,所述翻板6通过外部自动程序控制,当轧件头部咬入飞剪本体1之后的第二架轧机时,翻板6自动打开1s,带入停留在飞剪后导槽4的钢头自动掉入废钢桶;所述翻板6位于拦截网5左下方,保证钢头能够掉落。
28.其中,所述飞剪本体1、翻板6和漏槽7底部均设有废钢桶,可对钢头进行收集。
29.具体工作原理如下所述:
30.使用时,轧件经由飞剪前导槽2向飞剪本体1处运动,当飞剪前导槽2因氧化变形以及与高速运动的高温轧件接触等原因引起导槽高度发生改变时,可以通过调整自由辊3上下位置来改变轧件进入飞剪本体1时的高度位置,从而实现轧件在飞剪处剪切头部的位置与飞剪的剪切中心线重合,避免了飞剪剪刃在复位时撞击钢头而改变钢头掉落轨迹,飞剪本体1对轧件进行飞剪处理,飞剪处理后的轧件进入飞剪后导槽4内,当有钢头随轧件一起往前移动到飞剪后导槽4内时,钢头会被拦截网5挡住,当轧件头部咬入飞剪本体1之后的第二架轧机时,翻板6自动打开1s,带入停留在飞剪后导槽4的钢头自动掉入废钢桶,若仍有钢头随着轧件继续运动,当钢头经过漏槽7时,也会掉落,能够避免飞剪带头堆钢事故的发生。
31.在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
32.以上公开的本实用新型优选实施例只是用于帮助阐述本实用新型。优选实施例并没有详尽叙述所有的细节,也不限制该实用新型仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本实用新型的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本实用新型。本实用新型仅受权利要求书及其全部范围和等效物的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。