技术特征:
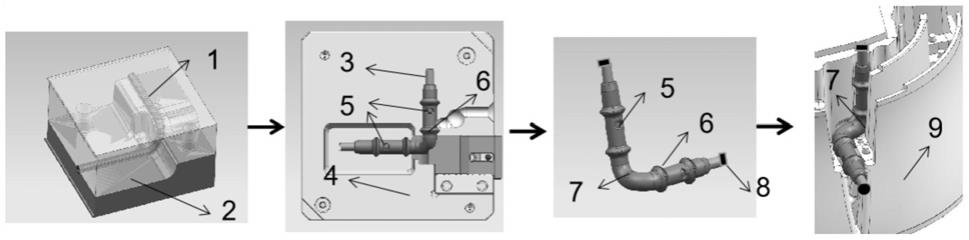
1.一种轻合金机匣内部管路精准形成方法,其特征在于:包括以下具体方法:1)将金属管在校形模具工装内进行校形,使之与油路结构尺寸完全一致;2)将校形后的金属管放置在复合蜡模模具,利用模具中定位点对金属管进行定位,制备含有蜡模径向定位带的复合蜡模,定位蜡模带间隔均匀分布在整个金属管长度方向上;3)将复合蜡模金属管的两端涂封口蜡进行封口处理;4)将带封口蜡的复合金属管放置在机匣模具内进行整体机匣蜡模成型;5)利用精密铸造工艺进行制壳,模壳将金属管露出的两端进行固定定位;将模壳进行脱蜡、烧结,最终得到成品模壳;6)进行浇铸,铸造后将金属管两端切除。2.根据权利要求1所述的一种轻合金机匣内部管路精准形成方法,其特征在于:所述金属管材质为不锈钢、铜合金和钛合金中的一种。3.根据权利要求2所述的一种轻合金机匣内部管路精准形成方法,其特征在于:金属管校形后需保持外形尺寸在公差要求范围内。4.根据权利要求3所述的一种轻合金机匣内部管路精准形成方法,其特征在于:金属管在复合蜡模模具中需设置定位点,定位点延径向方向对应设置且分布在金属管的两个端部及中间位置,其数量不少于3对。5.根据权利要求1所述的一种轻合金机匣内部管路精准形成方法,其特征在于:所述步骤2)中,金属管径向蜡模定位带分段设置,其定位带至少3段,定位带处蜡层最大直径等于局部铸件壁厚,保证复合蜡模在机匣蜡模中的精确位置。6.根据权利要求5所述的一种轻合金机匣内部管路精准形成方法,其特征在于:所述步骤2)中,金属管复合蜡模采用注射工艺进行成型,蜡模模料预热温度55-69℃,注射压力3-8个大气压,注射时间10-60秒,保压时间10-60秒。7.根据权利要求1所述的一种轻合金机匣内部管路精准形成方法,其特征在于:所述步骤3)中,复合蜡模金属管的两个端口需进行封严处理,端口表面涂覆蜡皮的厚度0.1-1毫米,蜡皮的直径需大于金属管端口最大外径0.1-0.5毫米。8.根据权利要求1所述的一种轻合金机匣内部管路精准形成方法,其特征在于:所述步骤4)中,整体机匣采用注射工艺进行成型,蜡模模料预热温度58-70℃,注射压力3-8个大气压,注射时间30-120秒,保压时间60-120秒。9.根据权利要求1所述的一种轻合金机匣内部管路精准形成方法,其特征在于:所述步骤5)中,模壳脱蜡温度为160-180℃,脱蜡压力为0.6-0.8mpa,时间10-30秒,模壳烧结温度为850℃-1050℃;保温时间2-6小时,烧结结束后,将模壳进行清洗并干燥。10.根据权利要求4所述的一种轻合金机匣内部管路精准形成方法,其特征在于:机匣可选用铝合金、镁合金常用轻合金材料,浇注后将金属管露出的端部切除。
技术总结
本发明涉及一种轻合金机匣内部管路精准形成方法,包括以下具体方法:1)将金属管在校形模具工装内进行校形,使之与油路结构尺寸完全一致;2)将校形后的金属管放置在复合蜡模模具,利用模具中定位点对金属管进行定位,制备含有蜡模径向定位带的复合蜡模;3)将复合蜡模金属管的两端涂封口蜡进行封口处理;4)将带封口蜡的复合金属管放置在机匣模具内进行整体机匣蜡模成型;5)利用精密铸造工艺进行制壳,模壳将金属管露出的两端进行固定定位;将模壳进行脱蜡、烧结,最终得到成品模壳;6)进行浇铸,铸造后将金属管两端切除。本发明优点:解决了管壁尺寸精度差或出现废品的问题,满足机匣内部油路精确定位需求。内部油路精确定位需求。内部油路精确定位需求。
技术研发人员:刘蓬波 刘亦硕
受保护的技术使用者:东营诚扬精密机械有限公司
技术研发日:2021.12.13
技术公布日:2022/3/15
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。