1.本发明涉及玻璃加工技术领域,具体是指一种夹胶玻璃的生产工艺。
背景技术:
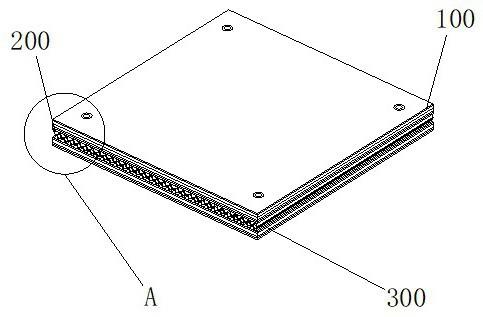
2.夹胶玻璃是在两片或多片玻璃之间夹了一层或多层有机聚合物中间膜,经过处理后,使玻璃和中间膜粘合为一体的复合玻璃产品。常用的夹层玻璃中间膜有:pvb、sgp、eva、pu等,但现有市售的夹胶玻璃多存在强度等品质不好的问题,部分原因在于中间膜层的粘结强度不高、品质不佳等,从而影响了成品夹胶玻璃的使用特性。
技术实现要素:
3.本发明要解决的技术问题是克服上述技术的缺陷,提供一种夹胶玻璃的生产工艺。
4.为解决上述技术问题,本发明提供的技术方案为一种夹胶玻璃的生产工艺,包括如下步骤:
5.步骤1)选取大块玻璃原材依次进行切割、磨洗、清洗处理,得到玻璃原片备用;
6.步骤2)选取胶片,放入两层或多层步骤1所得玻璃原片之间,并对四周多余的胶片进行裁剪,得到玻璃合片;
7.步骤3)将步骤2所得玻璃合片经抽真空、干燥、预热处理,使胶片软化后,再利用工业玻璃夹胶炉热压成型,即得夹胶玻璃。
8.进一步地,所述步骤3中抽真空操作,需控制在2kpa真空度下排气15-18min。
9.进一步地,所述步骤3中干燥操作,需控制干燥炉温度为80-90℃,进行干燥20-30min。
10.进一步地,所述步骤3中的预热操作,需控制温度为55-68℃,进行预热15-20min。
11.进一步地,所述步骤3中热压操作中,需控制压力为1.2mpa、温度为130℃,进行热压60min。
12.进一步地,所述胶片为pvb胶片,包括如下重量份数的组分:聚乙烯醇缩丁醛50-65份、乙烯基三乙氧基硅烷0.3-0.8份、均苯四酸四辛酯5-8份,按重量份取用各原料,并将乙烯基三乙氧基硅烷与均苯四酸四辛酯加入到聚乙烯醇缩丁醛中,经充分搅拌后,经挤出机挤出、干燥箱干燥处理后,即得胶片。
13.本发明与现有技术相比的优点在于:所述胶片在聚乙烯醇缩丁醛中加入在乙烯基三乙氧基硅烷作为硅烷偶联剂、采用均苯四酸四辛酯作为增塑剂,经高温、高压处理,得到粘结度高的pvb胶片,加工而得的夹胶玻璃具有粘结强度高、使用寿命长的特点。
具体实施方式
14.下面结合实施例对本发明一种夹胶玻璃的生产工艺做进一步的详细说明。
15.实施例1
16.选取大块玻璃原材依次进行切割、磨洗、清洗处理,得到玻璃原片;选取胶片,放入两层或多层所得玻璃原片之间,并对四周多余的胶片进行裁剪,得到玻璃合片;将所得玻璃合片经抽真空、干燥、预热处理,其中抽真空操作需在2kpa真空度下排气15min,干燥操作需控制干燥炉温度为80℃干燥30min,预热操作需控制温度为55℃预热20min,使胶片软化后,再利用工业玻璃夹胶炉进行热压,需控制压力为1.2mpa、温度为130℃,进行热压60min,即得夹胶玻璃;
17.其中所述胶片为pvb胶片,包括如下重量份数的组分:聚乙烯醇缩丁醛50份、乙烯基三乙氧基硅烷0.3份、均苯四酸四辛酯5份,按重量份取用各原料,并将乙烯基三乙氧基硅烷与均苯四酸四辛酯加入到聚乙烯醇缩丁醛中,经充分搅拌后,经挤出机挤出、干燥箱干燥处理后,即得所述胶片。
18.实施例2
19.选取大块玻璃原材依次进行切割、磨洗、清洗处理,得到玻璃原片;选取胶片,放入两层或多层所得玻璃原片之间,并对四周多余的胶片进行裁剪,得到玻璃合片;将所得玻璃合片经抽真空、干燥、预热处理,其中抽真空操作需在2kpa真空度下排气16min,干燥操作需控制干燥炉温度为85℃干燥25min,预热操作需控制温度为61℃预热18min,使胶片软化后,再利用工业玻璃夹胶炉进行热压,需控制压力为1.2mpa、温度为130℃,进行热压60min,即得夹胶玻璃;
20.其中所述胶片为pvb胶片,包括如下重量份数的组分:聚乙烯醇缩丁醛60份、乙烯基三乙氧基硅烷0.5份、均苯四酸四辛酯6份,按重量份取用各原料,并将乙烯基三乙氧基硅烷与均苯四酸四辛酯加入到聚乙烯醇缩丁醛中,经充分搅拌后,经挤出机挤出、干燥箱干燥处理后,即得所述胶片。
21.实施例3
22.选取大块玻璃原材依次进行切割、磨洗、清洗处理,得到玻璃原片;选取胶片,放入两层或多层所得玻璃原片之间,并对四周多余的胶片进行裁剪,得到玻璃合片;将所得玻璃合片经抽真空、干燥、预热处理,其中抽真空操作需在2kpa真空度下排气18min,干燥操作需控制干燥炉温度为90℃干燥20min,预热操作需控制温度为68℃预热15min,使胶片软化后,再利用工业玻璃夹胶炉进行热压,需控制压力为1.2mpa、温度为130℃,进行热压60min,即得夹胶玻璃;
23.其中所述胶片为pvb胶片,包括如下重量份数的组分:聚乙烯醇缩丁醛65份、乙烯基三乙氧基硅烷0.8份、均苯四酸四辛酯8份,按重量份取用各原料,并将乙烯基三乙氧基硅烷与均苯四酸四辛酯加入到聚乙烯醇缩丁醛中,经充分搅拌后,经挤出机挤出、干燥箱干燥处理后,即得所述胶片。
24.实施例4对比实验
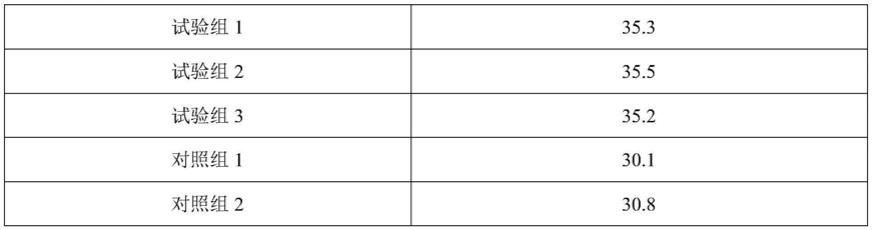
25.选取实施例1、实施例2、实施例3所制得夹胶玻璃作为试验组1、试验组2、试验组3;
26.随机购买两款市面在售夹胶玻璃,分别记为对照组1,对照组2;
27.对上述三者进行粘结强度的性能测试,试验结果如下表所示:
28.[0029][0030]
注:所述粘结强度是指两个或多个玻璃原片中胶片的粘结强度。
[0031]
由上表可知,本发明所提供的生产工艺制得的夹胶玻璃的粘结强度高,使夹胶玻璃的粘结性能得到明显提升。
[0032]
以上对本发明及其实施方式进行了描述,这种描述没有限制性。总而言之如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。
技术特征:
1.一种夹胶玻璃的生产工艺,其特征在于,包括如下步骤:步骤1)选取大块玻璃原材依次进行切割、磨洗、清洗处理,得到玻璃原片备用;步骤2)选取胶片,放入两层或多层步骤1所得玻璃原片之间,并对四周多余的胶片进行裁剪,得到玻璃合片;步骤3)将步骤2所得玻璃合片经抽真空、干燥、预热处理,使胶片软化后,再利用工业玻璃夹胶炉热压成型,即得夹胶玻璃。2.根据权利要求1所述的一种夹胶玻璃的生产工艺,其特征在于,所述步骤3中抽真空操作,需控制在2kpa真空度下排气15-18min。3.根据权利要求1所述的一种夹胶玻璃的生产工艺,其特征在于:所述步骤3中干燥操作,需控制干燥炉温度为80-90℃,进行干燥20-30min。4.根据权利要求1所述的一种夹胶玻璃的生产工艺,其特征在于:所述步骤3中的预热操作,需控制温度为55-68℃,进行预热15-20min。5.根据权利要求1所述的一种夹胶玻璃的生产工艺,其特征在于:所述步骤3中热压操作中,需控制压力为1.2mpa、温度为130℃,进行热压60min。6.根据权利要求1所述的一种夹胶玻璃的生产工艺,其特征在于:所述胶片为pvb胶片,包括如下重量份数的组分:聚乙烯醇缩丁醛50-65份、乙烯基三乙氧基硅烷0.3-0.8份、均苯四酸四辛酯5-8份,按重量份取用各原料,并将乙烯基三乙氧基硅烷与均苯四酸四辛酯加入到聚乙烯醇缩丁醛中,经充分搅拌后,经挤出机挤出、干燥箱干燥处理后,即得胶片。
技术总结
本发明公开了一种夹胶玻璃的生产工艺,选取大块玻璃原材依次进行切割、磨洗、清洗处理,得到玻璃原片,然后选取胶片放入两层或多层所得玻璃原片之间,并对四周多余的胶片进行裁剪,得到玻璃合片,将所得玻璃合片经抽真空、干燥、预热处理,使胶片软化后,再利用工业玻璃夹胶炉热压成型,即得夹胶玻璃。即得夹胶玻璃。
技术研发人员:杨优毅
受保护的技术使用者:怀化市吉驷玻璃有限公司
技术研发日:2021.11.29
技术公布日:2022/3/15
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。