1.本实用新型涉及食品加工机技术领域,具体涉及一种优化传动结构的食品加工机。
背景技术:
2.目前,食品加工机已经被越来越多的应用,其主要通过设置在食品加工机内腔底部的加工刀组对食品进行切削、粉碎,使食物达到要求的粉碎程度,以便于用户食用。为了提高用户的使用体验,降低用户的操作复杂度,现有部分食品加工机还具有自清洗功能,通过供水组将水引入加工腔,进而实现制浆和清洗,为了实现自动排浆和排清洗废水,在主机上设置了转阀组件,通过控制转阀组件的阀芯转动来实现上述功能。转阀组件由驱动电机驱动转动,驱动电机与转阀组件传动时,二者之间扭矩较大,常规材料无法满足要求。目前通常的做法是在阀芯内侧嵌套一个内衬结构,且通过扁位与阀芯进行配合。内很通常采用尼龙和玻纤的复合材质,但由于扁位配合,驱动电机转动过程中为单线接触,缺少受力支撑,而阀芯材质脆性大,会发生疲劳的情况,导致阀芯易损,同时由于阀芯材质为ppo和ptfe复合材质,该种材质流动性差导致注塑后内应力集中,较难释放,熔接线正好位于阀芯中间,此处也易出现应力开裂的问题。
技术实现要素:
3.为了解决现有技术中的一个或多个技术问题,或至少提供一种有益的选择,本实用新型提供一种优化传动结构的食品加工机,避免阀芯因应力集中而开裂的问题。
4.本实用新型公开的一种优化传动结构的食品加工机,包括主机和安装于所述主机的出浆嘴、加工杯组件、转阀组件和驱动电机,所述加工杯组件包括杯体和设置于所述杯体底部的加热组件,所述出浆嘴具有排浆位置和排废位置,所述转阀组件包括受驱动转动以切换所述出浆嘴位置的阀芯,所述驱动电机的电机输出轴与所述阀芯传动连接;所述电机输出轴与所述阀芯通过中间件传动连接,所述中间件设有第一传动面,所述阀芯设有第二传动面,所述第一传动面与所述第二传动面相抵以形成转动限位。
5.本技术中驱动电机与阀芯传动时,利用中间件将电机输出轴的扭矩传递至阀芯,以使阀芯转动,出浆嘴能够随阀芯转动以在排浆位置和排废位置之间切换。由于电机输出轴通常为金属轴,而阀芯为ppo和ptfe复合材质,二者若直接传动会导致阀芯受损,通过设置中间件将电机输出轴的作用力作用在材质为尼龙和玻纤的复合材质的中间件上,避免阀芯直接受金属轴驱动受力。并且进一步的通过在中间件上设置第一传动面,在阀芯上设置第二传动面,使得阀芯由原本的线传动改善为面传动,增大受力面积,改善受力效果,防止连接处出现蠕变疲劳。利用中间件的导向作用,电机输出轴的同轴度有保障,受力效果好,同时将受力点由中间件转移到阀芯,避开熔接痕导致应力开裂问题,提高质量可靠性。
6.作为一种优化传动结构的食品加工机的优选技术方案,所述中间件和所述阀芯中的一个在周向侧壁设有传动块,另一个在周向侧壁设有与所述传动块配合的传动槽,所述
第一传动面形成于所述传动块,所述第二传动面形成于所述传动槽。
7.中间件和阀芯传动过程中,通过周向设置的传动块和传动槽的配合提高保证传动可靠性,可极大改善布局应力集中的情况。即通过上述传动槽和传动块结构的设置,在阀芯转动过程中,相对于扁位传动,中间件对阀芯的受力由两条线,改善为面接触,改善了原先的受力状况,增大受力面积,改善受力效果,防止连接处出现蠕变疲劳。
8.作为一种优化传动结构的食品加工机的优选技术方案,多个所述传动块沿所述阀芯的转动中心成中心对称设置,多个所述传动槽与所述传动块相互对位设置。
9.传动块和传动槽均呈中心对称设置,且相互对位,可有效分散传动扭矩,电机输出轴在驱动转阀转动时转动平稳,提高传递效率,避免应力集中。
10.作为一种优化传动结构的食品加工机的优选技术方案,所述传动槽沿宽度方向的夹角为d1,所述传动块沿宽度方向的夹角为d2,d1<d2<d1 1
°
。
11.若传动槽沿宽度方向的夹角d1大于传动块沿宽度方向的夹角d2,则会导致中间件在转动过程中,传动块在传动槽内发生周向窜动,传动效率低且转动不稳定,若传动槽沿宽度方向的夹角d1 1
°
小于传动块沿宽度方向的夹角d2,则过盈量过大,不利于将中间件安装在阀芯上,增加了装配难度,且易导致阀芯开裂。本技术通过限定d1<d2<d1 1
°
,在保证阀芯和中间件随电机输出轴同步转动的同时,设置合适的过盈量,使阀芯和中间件装配更加顺利,且不会对阀芯自身的结构造成损伤。
12.作为一种优化传动结构的食品加工机的优选技术方案,所述传动槽的槽深尺寸为h1,轴向高度尺寸为h2,所述传动块沿所述传动槽的延伸方向的尺寸为h4,轴向高度为h3,h1<h4<h4 1mm,且h2>h3。
13.若传动槽的槽深尺寸h1小于传动块沿传动轴的延伸方向的尺寸h4,或者传动槽的轴向高度尺寸h2小于传动块的轴向高度尺寸h3,都会导致在有限的空间内,传动块无法与传动槽保证有效的传动面积,本技术通过限定传动槽和传动块的的轴向高度和深度关系,在保证中间件和阀芯的有效传动。
14.作为一种优化传动结构的食品加工机的优选技术方案,所述中间件和所述阀芯中的一个在轴向端部设有传动块,另一个在轴向端部设有与所述传动块配合的传动槽,所述第一传动面形成于所述传动块,所述第二传动面形成于所述传动槽。
15.中间件和阀芯利用设置在轴向端部的传动块和传动槽进行配合,由于在轴端面无应力集中点,不易发生应力开裂,且由于轴端部的壁厚相对较厚,避免了因熔接痕导致的开裂问题,也避免了因蠕变导致的材料疲劳问题。在中间件和阀芯装配过程中,传动块和传动槽进行配合,传动块可沿传动槽移动,形成装配导向,并且由于第一传动面和第二传动面的面传动配合,能够在传动过程中形成可靠支撑,使阀芯受力均匀,旋转平稳,不易开裂。
16.作为一种优化传动结构的食品加工机的优选技术方案,所述传动块设置于轴端面,所述传动槽为槽深方向沿轴向延伸的v型槽。
17.通过将动力传动位置改成端面的v型槽,便于中间件和阀芯的安装,即通过端面的轻微旋转即可以使中间件和阀芯自动对位,从而带动整体旋转。而且由于传动块和传动槽的v型配合结构,可在满足传动的前提下保证壁厚,避免材料疲劳。
18.作为一种优化传动结构的食品加工机的优选技术方案,所述传动块设置于所述轴端面,所述传动槽为槽深方向沿轴向延伸的u型槽。
19.通过将动力传递位置改成端面的u型槽,此时中间件和阀芯直接的配合面交错量大,不易出现打滑的情况,结构可靠性高。而且由于传动块和传动槽的 u型配合结构,可在满足传动的前提下保证壁厚,避免材料疲劳。
20.作为一种优化传动结构的食品加工机的优选技术方案,所述中间件与所述阀芯注塑为一体式结构。
21.通过改进加工工艺将中间件和阀芯注塑为一体式结构,中间件的材质相对于阀芯具有更好的抗疲劳效果,在结构不变的情况下,将中间件和阀芯注塑为一体式结构,注塑过程中由于熔融时中间件的流动性更好,强度更好,传动效果更好。
22.作为一种优化传动结构的食品加工机的优选技术方案,所述中间件与所述电机输出轴安装为一体式结构。
23.通过改进加工工艺将中间件和电机输出轴安装为一体式结构,区别于现有技术的线传动,电机输出轴外周表面均与中间件形成面传动,而通常电机输出轴为金属轴,电机输出轴与中间件安装为一体式结构可减少电机输出轴对中间件的材料蠕变影响,保证电机输出轴与中间件的传动可靠性。同时,由于中间件和阀芯通过第一传动面与第二传动面相抵以形成转动限位,以此保证整个尺寸链的可靠性。
附图说明
24.此处所说明的附图用来提供对本实用新型的进一步理解,构成本实用新型的一部分,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
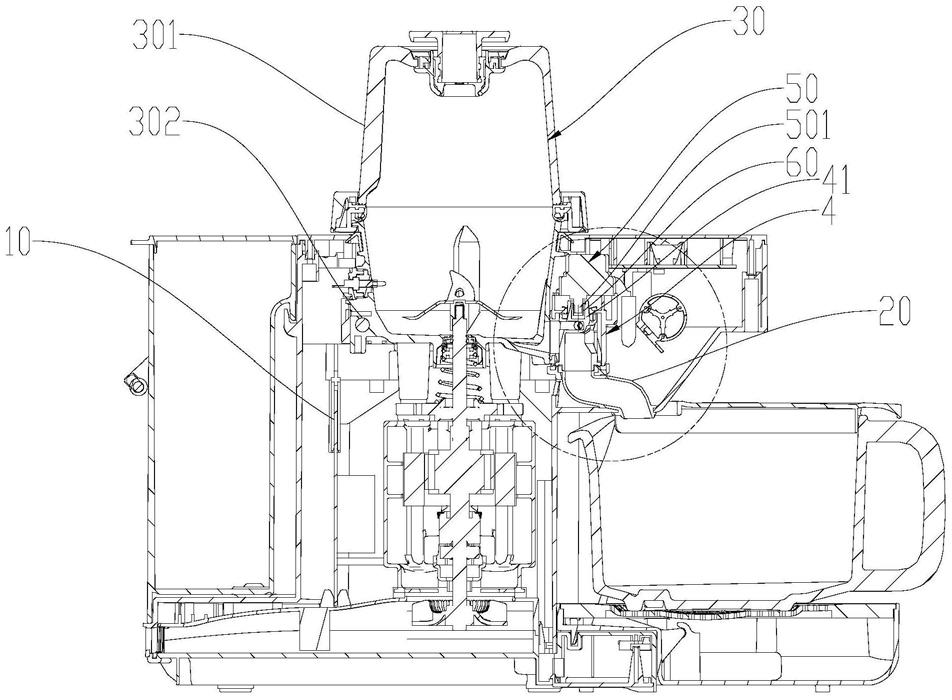
25.图1为本实用新型一实施例中食品加工机的整机示意图。
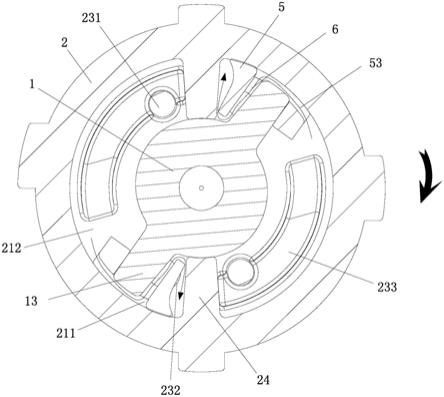
26.图2为图1中的局部放大图。
27.图3为本实用新型实施例一中中间件和阀芯的装配示意图。
28.图4为图3中a-a方向剖视图。
29.图5为图4中c-c方向剖视图。
30.图6为图4中b-b方向剖视图。
31.图7为本实用新型实施例二中中间件和阀芯的装配示意图。
32.图8为图7中a-a方向剖视图。
33.图9为本实用新型实施例三中中间件和阀芯的装配示意图。
34.图10为图9所示实施例的前视图。
35.图11为图10中a-a方向剖视图。
36.图12为本实用新型一实施例中驱动电机和中间件安装为一体式结构示意图。
37.附图标记说明:
38.10-主机;20-出浆嘴;30-加工杯组件;301-杯体;302-加热组件;40-转阀组件;41-阀芯;50-驱动电机;501-电机输出轴;60-中间件;70-传动块;80
‑ꢀ
传动槽。
具体实施方式
39.为了更清楚的阐释本实用新型的整体构思,下面再结合说明书附图以示例的方式进行详细说明。
40.需说明,在下面的描述中阐述了很多具体细节以便于充分理解本实用新型,但是,本实用新型还可以采用其他不同于在此描述的其他方式来实施,因此,本实用新型的保护范围并不受下面公开的具体实施例的限制。
41.另外,在本实用新型的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
42.在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。但注明直接连接则说明连接的两个主体之间并不通过过渡结构构建连接关系,只通过连接结构相连形成一个整体。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
43.在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。
44.首先,对本实用新型所揭示的技术方案的技术构思进行说明。现有的自动清洗食品加工机(本技术以破壁机为例),为了实现自动排浆和排清洗废水,设置了转阀结构,通过控制阀芯的转动来实现排浆和排废。在获取转阀所在的工作位置,现有食品加工机大致采用两种方案:在一种方案中,通过霍尔检测结构来实现,即在阀芯上设置触发件,在主机上设置能够检测触发件的霍尔开关,触发件随阀芯移动,并能够在预设位置被霍尔开关检测到,霍尔开关以此信号判定阀芯所在的工作位置为排浆位置或者排废位置。但是采用霍尔检测结构需要设置多个触发件、对应多个霍尔检测点,成本较高。在另一种方案中,为了降低转阀成本,减少霍尔检测点,采用堵转结构,通过测量驱动电机的堵转电流来判断阀芯是否到位,由于堵转时电流比正常工作时电流大几倍,扭矩也比正常工作时大很多,故常规材料无法满足要求。无论是通过霍尔检测结构还是堵转结构来获取阀芯的工作位置,都需要解决驱动电机转动时带动阀芯转动的扭矩致使阀芯的应力开裂问题。考虑到上述问题,本技术对电机输出轴和阀芯的传动结构进行改良,解决阀芯开裂的问题。由于阀芯独特的工作要求,故需采用耐磨性能好和尺寸稳定性优的ppo ptfe材质,此材质流动性差,且较脆,故一般在内设置一个中间件,中间件一般为pa6或pa66 玻纤的材料,此材质强度高,不易破裂。但常规键槽连接,依旧会出现中间件出现蠕变疲劳或相配合的阀芯出现破裂的情况,故对此进行结构优化。
45.具体采取的方案是:
46.如图1-图4所示,一种优化传动结构的食品加工机,包括主机10和安装于主机10的
出浆嘴20、加工杯组件30、转阀组件40和驱动电机50,加工杯组件30包括杯体301和设置于杯体301底部的加热组件302,加热组件302 用于对浆液进行加热,以制备热饮。出浆嘴20具有排浆位置和排废位置,当出浆嘴20位于排浆位置时,出浆嘴20对应位置的下方设置接浆杯,用于收集制备好的浆液,当出浆嘴20位于排废位置时,出浆嘴20对应位置的下方下方设置余水盒,用于收集清洗加工杯组件30的清洗水。转阀组件40包括受驱动转动以切换出浆嘴20位置的阀芯41,驱动电机50的电机输出轴501与阀芯 41传动连接。由于电机输出轴501通常为金属材质,而阀芯41为ppo和ptfe 复合材质,二者若直接进行传动扭矩过大,易使阀芯41开裂,通过设置中间件60将电机输出轴501的作用力作用在材质为尼龙和玻纤的复合材质的中间件60上,避免阀芯41直接受金属轴驱动受力。而且由于加热组件302的热辐射,阀芯41经常处于冷热交替的工作环境下,也易发生开裂的情况,因此,电机输出轴501与阀芯41通过中间件60传动连接。为了避免现有技术中传动通过线传动导致材料蠕变的问题,本实施方式中的中间件60设有第一传动面,阀芯41设有第二传动面,第一传动面与第二传动面相抵以形成转动限位。驱动电机50与阀芯41传动时,利用中间件60将电机输出轴501的扭矩传递至阀芯41,以使阀芯41转动,出浆嘴20能够随阀芯41转动以在排浆位置和排废位置之间切换。通过在中间件60上设置第一传动面,在阀芯41上设置第二传动面,使得阀芯41由原本的线传动改善为面传动,增大受力面积,改善受力效果,防止连接处出现蠕变疲劳。利用中间件60的导向作用,电机输出轴 501的同轴度有保障,受力效果好,同时将受力点由中间件60转移到阀芯41,避开熔接痕导致应力开裂问题,提高质量可靠性。
47.本技术中,对于阀芯41和中间件60的具体传动结构不作限定,其可以采用下述实施例中任意一种:
48.实施例一
49.如图3-图6所示,本实施例中,中间件60和阀芯41中的一个在周向侧壁设有传动块70,另一个在周向侧壁设有与传动块70配合的传动槽80,第一传动面形成于传动块70,第二传动面形成于传动槽80。中间件60沿轴向与阀芯 41安装,并通过轴向侧壁设置的传动块70、传动槽80实现传动。优选的,中间件60周向侧壁设置传动槽80,阀芯41则对应设置传动块70。中间件60和阀芯41传动过程中,通过周向设置的传动块70和传动槽80的配合提高保证传动可靠性,可极大改善布局应力集中的情况。即通过上述传动槽80和传动块70结构的设置,在阀芯41转动过程中,相对于扁位传动,中间件60对阀芯41的受力由两条线,改善为面接触,改善了原先的受力状况,增大受力面积,改善受力效果,防止连接处出现蠕变疲劳。
50.进一步的,本实施例中的多个传动块70沿阀芯41的转动中心成中心对称设置,多个传动槽80与传动块70相互对位设置。多个传动块70和多个传动槽80配合时,中间件60周向侧壁形成一圈花键槽,数量设置为大于等于2个,优选4个。传动块70和传动槽80均呈中心对称设置,且相互对位,可有效分散传动扭矩,电机输出轴501在驱动转阀转动时转动平稳,提高传递效率,避免应力集中。
51.更进一步的,为了受力与安装比较容易,需对侧面的花键槽进行了尺寸限定。传动槽80沿宽度方向的夹角为d1,优选方案花键槽为4个时,槽的角度 60
°
≥d1≥30
°
,优化d1=45
°±
10
°
,传动块70沿宽度方向的夹角为d2, d1<d2<d1 1
°
。若传动槽80沿宽度方向的夹角d1大于传动块70沿宽度方向的夹角d2,则会导致中间件60在转动过程中,传动块70在传动槽80内发生周向窜动,传动效率低且转动不稳定,若传动槽80沿宽度方向的夹角 d1 1
°
小于传动块70沿宽度方向的夹角d2,则过盈量过大,不利于将中间件 60安装在阀芯41上,增加了装配难度,且易导致阀芯41开裂。本技术通过限定d1<d2<d1 1
°
,在保证阀芯41和中间件60随电机输出轴501同步转动的同时,设置合适的过盈量,使阀芯41和中间件60装配更加顺利,且不会对阀芯41自身的结构造成损伤。
52.此外,为了提高传动块70和传动槽80的配合效果,传动槽80的槽深尺寸为h1,轴向高度尺寸为h2,传动块70沿传动槽80的延伸方向的尺寸为 h4,轴向高度为h3,h1<h4<h4 1mm,且h2>h3。若传动槽80的槽深尺寸h1小于传动块70沿传动轴的延伸方向的尺寸h4,或者传动槽80的轴向高度尺寸h2小于传动块70的轴向高度尺寸h3,都会导致在有限的空间内,传动块70无法与传动槽80保证有效的传动面积,本技术通过限定传动槽80和传动块70的的轴向高度和深度关系,在保证中间件60和阀芯41的有效传动。且为了改变原先的线接触为面接触,故传动槽80的侧边开口于阀芯41中心连线为一个方向,即可确保在旋转过程中,力是以面接触的形式进行传递的,可极大改善布局应力集中的情况。通过设置传动槽80高度h2,可提高传动块70 的导向作用,电机旋转同轴度有保障,受力效果更好。并且随着同轴度的提高,可以使受力均匀,旋转平稳,旋转时电机电流变化小,易于通过检测电流来实现对于电机的控制。通过传动块70和传动槽80的设置,使电机过来的力由中间件60均匀地传递到阀芯41上,阀芯41由于分模要求,熔接痕位于与中间件60的连接处,内应力大。由于中间件60的力均匀分布,可以最大限度减小熔接痕处受到的转矩,可大大降低应力开裂和蠕变疲劳的问题。
53.实施例二
54.如图7、图8所示,本实施例中,中间件60和阀芯41中的一个在轴向端部设有传动块70,另一个在轴向端部设有与传动块70配合的传动槽80,第一传动面形成于传动块70,第二传动面形成于传动槽80。与实施例一不同,本实施例将传动部分改到端面,传动槽80的中心与中间件60中心一致,使旋转时受力方向为面接触。中间件60和阀芯41利用设置在轴向端部的传动块70 和传动槽80进行配合,由于在轴端面无应力集中点,不易发生应力开裂,且由于轴端部的壁厚相对较厚,避免了因熔接痕导致的开裂问题,也避免了因蠕变导致的材料疲劳问题。在中间件60和阀芯41装配过程中,传动块70和传动槽80进行配合,传动块70可沿传动槽80移动,形成装配导向,并且由于第一传动面和第二传动面的面传动配合,能够在传动过程中形成可靠支撑,使阀芯41受力均匀,旋转平稳,不易开裂。
55.进一步的,在一个具体结构中,传动块70设置于轴端面,传动槽80为槽深方向沿轴向延伸的v型槽。一圈v型槽沿成中心对称,数量设置大于等于4 个,优选8个。且为了受力与安装比较容易,需对传动槽80进行了尺寸限定。 v型槽深度尺寸h5,阀芯41上对于中间件60传动槽80位置设置的传动块70,传动块70的高度为h6。为了使中间件60便于安装到阀芯41中并在阀芯41 中不发生窜动,即有h6>h5。通过将动力传动位置改成端面的v型槽,便于中间件60和阀芯41的安装,即通过端面的轻微旋转即可以使中间件60和阀芯41自动对位,从而带动整体旋转。而且由于传动块70和传动槽80的v型配合结构,可在满足传动的前提下保证壁厚,避免材料疲劳。
56.实施例三
57.如图9-图11所示,本实施例中,传动块70设置于轴端面,传动槽80为槽深方向沿轴向延伸的u型槽。与优选方案比,将传动部分改到端面,传动槽 80中心对称布置,使力矩更
大,结构可靠性高。中间件60端面开设有一圈u 型槽,数量设置为大于等于4个,优选6个。且为了受力与安装比较容易,需对传动槽80进行了尺寸限定。u型槽深度尺寸h7,阀芯41上对应中间件60 凹槽位置设置传动块70,传动块70的高度为h8。为了使中间件60便于安装到阀芯41中并在阀芯41中不发生窜动,即有h8>h7。通过将动力传递位置改成端面的u型槽,此时中间件60和阀芯41直接的配合面交错量大,不易出现打滑的情况,结构可靠性高。而且由于传动块70和传动槽80的u型配合结构,可在满足传动的前提下保证壁厚,避免材料疲劳。
58.此外,可以理解的是,本技术对于中间件60的安装位置不作具体限定,其可以采用下述实施例中的任意一种:
59.在一个实施例中,中间件60与阀芯41注塑为一体式结构。通过改进加工工艺将中间件60和阀芯41注塑为一体式结构,中间件60的材质相对于阀芯 41具有更好的抗疲劳效果,在结构不变的情况下,将中间件60和阀芯41注塑为一体式结构,采用双色注塑或包胶注塑的方式,先注塑外侧的阀芯41件ppo ptfe料,然后人工更换模具或双色注塑机自动旋转,更换注塑炮筒,再次注射中间件60的尼龙 玻纤的料,此时由于熔融时的料流动性好,强度更高,效果更好。
60.如图12所示,在另一个实施例中,中间件60与电机输出轴501(图中未示出)安装为一体式结构。通过改进加工工艺将中间件60和电机输出轴501 安装为一体式结构,区别于现有技术的线传动,电机输出轴501外周表面均与中间件60形成面传动,而通常电机输出轴501为金属轴,电机输出轴501与中间件60安装为一体式结构可减少电机输出轴501对中间件60的材料蠕变影响,保证电机输出轴501与中间件60的传动可靠性。同时,由于中间件60和阀芯41通过第一传动面与第二传动面相抵以形成转动限位,以此保证整个尺寸链的可靠性。
61.本实用新型所保护的技术方案,并不局限于上述实施例,应当指出,任意一个实施例的技术方案与其他一个或多个实施例中技术方案的结合,在本实用新型的保护范围内。虽然,上文中已经用一般性说明及具体实施例对本实用新型作了详尽的描述,但在本实用新型基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本实用新型精神的基础上所做的这些修改或改进,均属于本实用新型要求保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。