1.本发明涉及喷涂设备技术领域,特别是属于一种适用于光缆制作中阻水油膏的喷涂系统。
背景技术:
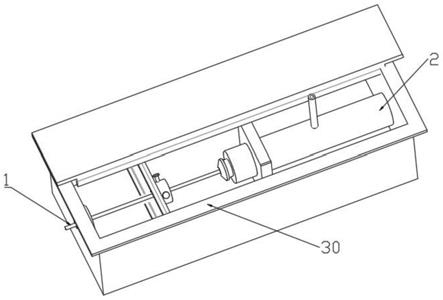
2.光纤通信行业对高质量的各种光缆需求量逐年增加,客户所需要的光缆长度以及质量要求均有所提升。目前常用的涂阻水油膏方式为浸涂,如图1所示涂料装置为半开放式壳体30,内置满阻水油膏,光纤由右侧光纤入口2进入,在油膏中浸润,再由左侧光线出口1离开装置。但采取这种半开放式铝塑复合带浸阻水油膏的方式,油膏暴露在空气中,极易被氧化以及吸附空气中的杂质、水汽等,造成阻水油膏的质量降低、阻水油膏浪费以及光缆产品的可靠度降低等问题,另外根据国家标准,并不需要光缆的任何一处都需喷涂油膏,采用浸涂的方式,不会明显提升防水性能,反而阻碍阻水油膏的高效利用。
3.此外,光缆生产线根据生产的光缆型号不同,需要调整不同的生产节拍,这样就亟需一种可以对喷油间隔、铝塑复合带的传送速度进行调整的适用于光缆制作中阻水油膏的喷涂系统。
技术实现要素:
4.本发明的目的即在于提供一种适用于光缆制作中阻水油膏的喷涂系统,以达到减少阻水油膏的浪费以及保证阻水油膏的质量的目的。
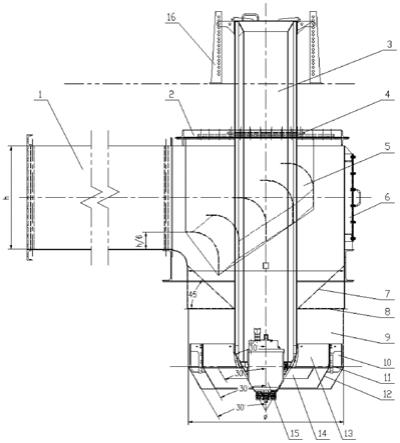
5.本发明所提供的适用于光缆制作中阻水油膏的喷涂系统,其特征在于,包括密封结构的壳体,壳体内部固定有油膏喷枪,壳体于底部形成阻水油膏的容纳腔,容纳腔与外循环油管的一端连接,外循环油管的另一端经外部油泵与外部油箱连接;容纳腔通过内循环油泵与内循环油管的一端连接,内循环油管的另一端与油膏喷枪连接;铝塑复合带的输入端连接有速度检测张紧装置,所述的速度检测张紧装置包括安装在支撑架体上的上限位块、下滑块以及驱动电机,上限位块、下滑块上分别设置有张紧轮,下滑块通过齿轮齿条组与驱动电机相连接,铝塑复合带上下依次绕经上限位块、下滑块上的张紧轮,经壳体侧面进入壳体内部的待喷涂的铝塑复合带,成角度布置在油膏喷枪喷头斜下方,并经壳体另一侧面输出至壳体外部,与下一工序的牵引端连接。
6.进一步的,在壳体内部的容纳腔内设置有油量监测传感器,在上限位块上设置有速度传感器,在下滑块上设置有位置传感器,所述的速度传感器以及位置传感器、油量监测传感器以及外部油泵、内循环油泵、油膏喷枪以及下一工序的外部牵引电机分别电接入系统的plc控制电路中。
7.进一步的,驱动电机采用具有自锁功能的驱动电机。
8.进一步的,壳体顶端面设置为可开合封盖。
9.进一步的,油膏喷枪通过保持架安装在壳体内部,且所述的油膏喷枪在使用状态下,油膏喷枪喷头与铝塑复合带表面保持垂直。
10.本发明所提供的适用于光缆制作中阻水油膏的喷涂系统,提高了生产光缆过程中的对铝塑复合带喷阻水油膏这一环节自动化程度。阻水油膏整个喷涂环节保证在整体密封的壳体内部进行,这样就能够将空气中的水分以及杂质隔绝在外,从而确保了阻水油膏在喷涂的过程中不会变质。另外,本系统还设置有速度检测张紧装置,速度检测张紧装置能够使铝塑复合带张紧,并检测铝塑复合带的速度,可以根据张紧轮的位置高度调整反馈电信号的大小,进而控制铝塑复合带牵引电机的转速,从而完成铝塑复合带的速度调节。本发明的应用,相比于传统方式中的阻水油膏浸涂,大大减少阻水油膏的浪费,且本发明采用外循环与内循环供油,减少了油膏的循环次数,能够有效保证油膏的质量。综上所述,本发明具有提高阻水油膏的利用率以及提高光缆喷涂阻水油膏自动化程度的积极效果。
附图说明
11.图1为传统半开放式用于普通光纤涂阻水油膏装置的结构示意图;
12.图2为本发明的结构示意图;
13.图3为本发明壳体的结构示意图;
14.图4为本发明速度检测张紧装置的结构示意图
15.图5为本发明壳体的左侧视图;
16.图6为本发明速度检测张紧装置的左侧视图;
17.图7为本发明速度检测张紧装置的后视图。
具体实施方式
18.如图1-7所示,本发明所提供的适用于光缆制作中阻水油膏的喷涂系统,具有密封结构的壳体5,通过采用密封壳体,能够有效防止空气中的水分和阻水油膏发生反应形成膨胀结节,从而增加油膏的利用率和质量。同时,为了方便内部零件的拆装以及清洗,壳体顶端面设置为可开合封盖。在壳体内部固定有油膏喷枪7,具体地,油膏喷枪可以通过保持架6安装在壳体内部。壳体于底部形成阻水油膏的容纳腔,容纳腔与外循环油管4的一端连接,外循环油管的另一端经外部油泵与外部油箱连接;容纳腔通过内循环油泵与内循环油管8的一端连接,内循环油管的另一端与油膏喷枪连接。本发明采用外循环与内循环的方式进行阻水油膏的供油,减少了阻水油膏的循环次数,有效保证了阻水油膏的质量。经壳体侧面进入壳体内部的待喷涂的铝塑复合带3,成角度布置在油膏喷枪喷头斜下方,在本发明的具体实施例中,油膏喷枪在使用状态下,油膏喷枪喷头与壳体内部的铝塑复合带表面保持垂直,以实现最优的喷涂效果。铝塑复合带经油膏喷枪喷头喷涂后,于壳体另一侧面输出至壳体外部,与下一工序的牵引端连接。
19.在壳体内部的容纳腔内设置有油量监测传感器,能够实时监测壳体内部阻水油膏的剩余量,若传感器检测到阻水油膏剩余量不足或是添加阻水油膏时到达预设低位或高位,油量监测传感器输出电信号至系统的plc控制电路中,进而实现与外部油泵形成联锁控制。
20.铝塑复合带的输入端还连接有速度检测张紧装置。具体地,速度检测张紧装置包括安装在支撑架体上的上限位块21、下滑块22以及驱动电机24、齿轮齿条组25,上限位块、下滑块上分别设置有张紧轮20,铝塑复合带上下依次绕经上限位块、下滑块上的张紧轮进
入壳体内部,其中,下滑块通过齿轮齿条组与驱动电机相连接,驱动电机动作,通过齿轮齿条组带动下滑块相对上限位块做上下运动,以根据需要调整上限位与下滑块之间的间距,进而调节张紧轮的位置,值得注意的是,本实施例中的驱动电机具有自锁功能。此外,在下滑块上设置有位置传感器222,在上限位块上设置有速度传感器220,位置传感器实时检测上限位块与下滑块的位置,速度传感器实时检测经速度检测张紧装置的铝塑复合带的传输速度,并产生不同强度的电信号反馈至系统的plc控制电路中,plc控制电路控制并调整外部牵引电机的转速进而控制铝塑复合带的速度。根据铝塑复合带的速度,同时,plc控制电路根据铝塑复合带的速度变化,控制并调整油膏喷枪喷头喷膏的时间间隔。
21.下面,对本发明的工作过程做进一步的描述说明。
22.在检测到密封壳体内的阻水油膏剩余量低于系统预设值时,壳体内的油量监测传感器产生电信号至系统的plc控制电路中,plc控制电路控制外部油泵启动给予壳体内部阻水油膏的供给。与此同时,铝塑复合带在外部牵引电机的牵引下,上下依次绕经速度检测张紧装置的张紧轮,由壳体一侧面进入壳体内部。plc控制电路根据速度检测张紧装置上的速度传感器以及位置传感器反馈的位置及速度电信号,plc控制电路控制并调整牵引电机的转速进而控制铝塑复合带的传输速度。根据铝塑复合带的传输速度,plc控制电路控制油膏喷枪进行间断的喷油过程。如需调整铝塑复合带的传输速度,通过调整速度检测张紧装置下滑块的驱动电机,调整下滑块与上限位块之间的间距,实现张紧轮位置的调整,调整完毕驱动电机自锁。位置传感器将下滑块与上限位块的距离变化信号反馈至plc控制电路中,plc控制电路控制并调整外部牵引电机的功率,并通过速度传感器的反馈的电信号判断铝塑复合带传输速度的调整是否满足要求。油膏喷枪所喷出的阻水油膏由内循环油管从密封壳体内部供给。在喷油过程中,油膏喷枪在喷涂过程中多余的油膏会自动滴落回壳体底部的容纳腔内。本发明的阻水油膏喷涂系统,在整个喷涂过程中,内循环油膏回路以及外循环油膏回路都能隔绝空气中的水分以及杂质,这样能够确保阻水油膏的质量。喷涂阻水油膏后的铝塑复合带,在外部牵引电机的牵引下,由壳体另一侧的出口输出至下一工序。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。