1.本发明涉及摩配件,具体涉及一种摩托车行李箱及其制造方法。
背景技术:
2.摩托车行李箱一种安装在摩托车尾部和两侧的收纳装置,以提升摩托车自身的装载能力。
3.在现有技术中,行李箱的制造工艺有两种技术路线。其一是:采用注塑工艺成型行李箱,由于受到模具脱模结构限制,行李箱不能进行复杂化设计,产品外观较为单一,同时塑料材质的行李箱也存在结构强度不高等缺陷。其二是:采用钣金工艺制造行李箱,相比于注塑成型工艺,虽然该方式能够生产出造型更为复杂、强度更高的行李箱,但是在后期装配各个钣金部件时,需要对行李箱棱角位置进行包角处理,由于存在包角部件,所以行李箱仍存在外观质量欠缺、制造工艺复杂和强度不够高的技术问题。
技术实现要素:
4.有鉴于此,本发明的目的之一在于提供一种摩托车行李箱,采用无包角式结构设计,使产品具有更好的外观质量、更简单的制造工艺和更高的结构强度。
5.为实现上述目的,本发明技术方案如下:
6.一种摩托车行李箱,包括箱体和箱盖,其关键在于:所述箱盖包括中部向上弯曲的拱形部件以及位于拱形部件左右两端的箱盖侧板,所述箱盖侧板的前后两端和上端设有箱盖翻折结构,该箱盖翻折结构的边缘与拱形部件的端部边缘相适应,并焊接连接;
7.所述箱体包括中部向下凹陷的凹形部件以及位于凹形部件两端的箱体侧板,所述箱体侧板的前后两端各设有一组箱体翻折结构,箱体翻折结构的边缘与凹形部件的端部边缘相适应,并焊接连接,所述箱体翻折结构上具有至少一条第一折痕,所述第一折痕从箱体侧板延伸至凹形部件;
8.所述拱形部件前端和后端均设有上安装平面,所述凹形部件前端和后端均设有下安装平面,位于前端的上安装平面与下安装平面之间设有锁扣组件,位于后端的上安装平面与下安装平面之间设有铰链,并且位于行李箱前端的所述上安装平面和下安装平面均朝前倾斜设置。
9.采用上述行李箱,箱盖翻折结构与拱形部件连接后,以及箱体翻折结构与凹形部件连接后,均能够直接形成封闭的棱角造型,且省去了包角部件,行李箱具有更好的外观质量和结构强度。与此同时,箱体和箱盖的零部件均可以采用先钣金折弯后焊接的方式制造而成,优化了工艺步骤,生产成本更低廉。
10.作为优选:所述箱盖翻折结构包括在箱盖侧板前端、上端和后端依次设置的前翻折部、上翻折部和后翻折部,所述前翻折部和后翻折部与上翻折部之间均形成有第二折痕,所述第二折痕从箱盖侧板延伸至拱形部件。采用上述结构,第二折痕能够降低箱盖棱角的尖锐度,提升使用安全性。
11.作为优选:所述上翻折部与拱形部件相焊接的边缘被构造成弧形结构。所述箱体翻折结构包括从上至下依次设置的第一翻折部和第二翻折部,其中,第二翻折部与凹形部件相焊接的边缘至少部分被构造成弧形结构。所述箱体前端的第一翻折部与前翻折部位于同一平面,且该平面朝前倾斜设置。所述箱体后端的第二翻折部朝前倾斜设置。采用上述结构,有助于优化产品外观质量。
12.本发明的目的之二在于提供一种摩托车行李箱制造方法,其方法在于,包括以下步骤:
13.s1:裁剪出与所述拱形部件、箱盖侧板、凹形部件和箱体侧板展开尺寸相一致的坯料;
14.s2:采用钣金工艺折弯所述拱形部件、箱盖侧板、凹形部件和箱体侧板;
15.s3:将箱盖侧板的箱盖翻折结构焊接在拱形部件的端部,以形成所述箱盖;将箱体侧板的箱体翻折结构焊接在凹形部件的端部,以形成所述箱体;
16.s4:通过铰链和锁扣组件将箱盖安装在箱体的上端。
17.与现有技术相比,本发明的有益效果是:
18.1、箱盖翻折结构与拱形部件连接后,以及箱体翻折结构与凹形部件连接后,均能够直接形成封闭的棱角造型,且省去了包角部件,行李箱具有更好的外观质量和更可靠的结构强度。
19.2、箱体和箱盖均可以采用先钣金折弯后焊接的方式制造而成,不仅规避了注塑工艺所存在的产品造型单一、强度低的技术问题,而且也规避了纯钣金工艺所存在的制造工艺复杂的技术问题,使行李箱具有更简单的制造工艺和更低廉的生产成本。
20.3、将行李箱前端的上安装平面和下安装平面朝前倾斜设置,不仅有助于优化产品外观质量,而且也能够使锁扣组件倾斜地安装在行李箱前端,相比传统的竖直安装方式,解锁操作更为便利。
附图说明
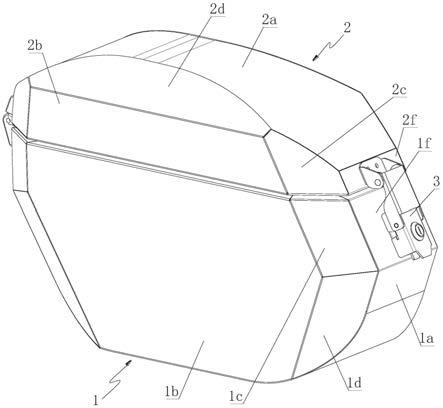
21.图1为摩托车行李箱的结构示意图(前端视角);
22.图2为摩托车行李箱的结构示意图(后端视角);
23.图3为箱盖的分解结构示意图;
24.图4为箱体的分解结构示意图。
具体实施方式
25.以下结合实施例和附图对本发明作进一步说明。
26.实施例一
27.如图1和2所示,一种摩托车行李箱,其结构包括箱体1和罩扣在箱体1上端的箱盖2,箱盖2由拱形部件2a和对称设置在拱形部件2a左右两端的箱盖侧板2b组成,其中,拱形部件2a中部向上弯曲,箱盖侧板2b的前后两端和上端设有箱盖翻折结构,由图3可以看出,箱盖翻折结构包括在箱盖侧板2b前端、上端和后端依次设置的前翻折部2c、上翻折部2d和后翻折部2e,该前翻折部2c、上翻折部2d和后翻折部2e的内端边缘与拱形部件2a的端部边缘相适应,并焊接连接。
28.当前翻折部2c、上翻折部2d和后翻折部2e与拱形部件2a焊接连接后,箱盖2外部能够直接形成封闭的棱角造型,无需再装配传统的包角部件,箱盖2具有更好的外观质量。进一步的,前翻折部2c与上翻折部2d之间,以及后翻折部2e与上翻折部2d之间均形成有第二折痕b,该第二折痕b从箱盖侧板2b延伸至拱形部件2a,如此设计,能够降低箱盖2棱角的尖锐度,使其棱角位置钝角化,既能保证使用安全性,又能进一步提升箱盖2的结构强度。
29.再如图1和4所示,箱体1由凹形部件1a和对称设置在凹形部件1a左右两端的箱体侧板1b组成,其中,凹形部件1a中部向下凹陷,箱体侧板1b的前后两端各设有一组箱体翻折结构,在本实施中,箱体翻折结构均包括从上至下依次设置的第一翻折部1c和第二翻折部1d,第一翻折部1c和第二翻折部1d的内端边缘与凹形部件1a的端部边缘相适应,并焊接连接。
30.当第一翻折部1c和第二翻折部1d与凹形部件1a焊接连接后,箱体1外部能够直接形成封闭的棱角造型,无需再装配传统的包角部件,箱体1具有更好的外观质量。进一步的,第一翻折部1c与第二翻折部1d之间形成有第一折痕a,该第一折痕a从箱体侧板1b延伸至凹形部件1a,第一折痕a能够降低箱体1棱角的尖锐度,使其棱角位置钝角化,既能保证使用安全性,又能进一步提升第一折痕a的结构强度。
31.再如图3和4所示,为方便实现箱盖2与箱体1之间的装配连接,拱形部件2a前端和后端均设有上安装平面2f,凹形部件1a前端和后端均设有下安装平面1f,位于行李箱前端的上安装平面2f与下安装平面1f之间设有锁扣组件3,位于行李箱后端的上安装平面2f与下安装平面1f之间设有铰链4。
32.在本实施中,上翻折部2d与拱形部件2a相焊接的边缘被构造成弧形结构,第二翻折部1d与凹形部件1a相焊接的下端边缘被构造成弧形结构,如此设计,能够提升产品的外观质量。进一步的,位于行李箱前端的第一翻折部1c与前翻折部2c均朝前倾斜设置,且该第一翻折部1c与前翻折部2c共面,位于行李箱后端的第二翻折部1d朝前倾斜设置,位于行李箱前端的上安装平面2f和下安装平面1f均朝前倾斜设置,将上述各个部分所在平面向前倾斜设置,有助于优化产品的外观质量,使造型更优美。
33.本实施例提供的摩托车行李箱可以是摩托车尾箱,也可以是摩托车后端两侧的边箱。
34.实施例二
35.一种摩托车行李箱制造方法,包括以下步骤:
36.s1:利用冲裁模或剪板机裁剪出与拱形部件2a、箱盖侧板2b、凹形部件1a和箱体侧板1b展开尺寸相一致的铝合金坯料。
37.s2:利用折弯机折弯拱形部件2a、凹形部件1a、箱盖侧板2b的箱盖翻折结构和箱体侧板1b的箱体翻折结构。
38.s3:将箱盖侧板2b的箱盖翻折结构焊接在拱形部件2a的端部,以形成箱盖2;将箱体侧板1b的箱体翻折结构焊接在凹形部件1a的端部,以形成箱体1。
39.s4:通过铰链4和锁扣组件3将箱盖2安装在箱体1的上端。
40.行李箱采用铝合金板制成,相比于注塑工艺,具有更高的结构强度和防撞性能。箱体1和箱盖2采用先钣金折弯后焊接的方式制造而成,在满足了行李箱轮廓分明、造型多元化设计的基础需求上,还保证了产品的实现,且制造成本低廉,行李箱具有更好的市场竞争
力。
41.最后需要说明的是,上述描述仅仅为本发明的优选实施例,本领域的普通技术人员在本发明的启示下,在不违背本发明宗旨及权利要求的前提下,可以做出多种类似的表示,这样的变换均落入本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。