1.本发明涉及全氟己酮灌装技术领域,尤其涉及一种全氟己酮定量灌装系统及方法。
背景技术:
2.全氟己酮灭火剂是一种高效无毒、洁净环保的灭火剂,该灭火剂标准大气压下的沸点为48℃左右,凝固点为-108℃,绝缘强度≥110kv,在常温常压下呈液态,可局部应用或全淹没灭火,灭火浓度仅为4-6%,可扑灭a、b、c、e、f类火灾,可安全适用于有人场所,灭火后无残留,全氟己酮灭火剂臭氧损耗潜能值为0,温室效应值为1,在大气中仅存活5天,是目前最环保、高效的灭火剂,也是哈龙灭火剂的最终替代品。全氟己酮灭火剂对含水率有严格要求,应避免灌装时外部水分进入,但在国内至今针对全氟己酮灭火剂还未有明确的灌装充压使用标准,因此本发明解决了全氟己酮灭火剂的灌装及应用问题。
技术实现要素:
3.为解决背景技术中存在的技术问题,本发明提出一种全氟己酮定量灌装系统及方法,实现精确定量灌装,达到了自动化灌装,有效减少了人力资源。
4.本发明提出一种全氟己酮定量灌装系统,包括:灌装组件、真空组件、充压组件、多功能灌装转接器和智能称重设备;所述灌装组件、真空组件、充压组件分别通过多功能灌装转接器与待灌装容器管道连接;所述灌装组件还与智能称重设备通讯连接,所述待灌装容器放置于智能称重设备上;
5.所述真空组件用于对待灌装容器进行抽真空干燥处理;
6.所述充压组件用于对待灌装容器进行氮气充压处理;
7.所述智能称重设备用于对待灌装容器进行称重并根据其称重重量值发送调节信号至灌装组件;
8.所述灌装组件用于根据所述调节信号控制抽取全氟己酮灌装至待灌装容器。
9.优选地,所述灌装组件包括依次管道连接的全氟己酮存储罐、自动调节控制泵、第三电磁阀;所述第三电磁阀与多功能灌装转接器管道连接;所述自动调节控制泵还与第三电磁阀和智能称重设备通讯连接。
10.优选地,所述调节信号包括启动信号、控速信号、关闭信号;所述智能称重设备根据其称重重量值发送调节信号至灌装组件,具体包括:
11.当所述智能称重设备的称重重量值进行去皮归零时,发送启动信号至所述自动调节控制泵;
12.当所述智能称重设备称重重量值达到第一重量阈值时,发送控速信号至自动调节控制泵;
13.当所述智能称重设备称重重量值达到第二重量阈值时,发送关闭信号至自动调节控制泵。
14.优选地,所述调节信号包括启动信号、控速信号、关闭信号;所述灌装组件根据所述调节信号控制抽取全氟己酮灌装至待灌装容器,具体包括:
15.当所述调节信号为启动信号时,所述自动调节控制泵启动抽取全氟己酮并控制打开第三电磁阀对待灌装容器进行灌装;
16.当所述调节信号为控速信号时,所述自动调节控制泵调节全氟己酮的抽取流量大小;
17.当所述调节信号为关闭信号时,所述自动调节控制泵停止抽取全氟己酮,并控制关闭第三电磁阀。
18.优选地,所述真空组件包括依次管道连接的抽真空干燥设备、第二电磁阀;所述第二电磁阀与多功能灌装转接器管道连接;
19.优选地,所述第二电磁阀还与多功能灌装转接器通讯连接;所述多功能灌装转接器内置压力传感器,当所述压力传感器的压力值达到负压阈值时,所述多功能灌装转接器控制关闭所述第二电磁阀。
20.优选地,所述充压组件包括依次管道连接的高压氮气罐、截止阀、减压阀、第一电磁阀;所述第一电磁阀与多功能灌装转接器管道连接;所述截止阀与减压阀之间设有第一压力表,所述减压阀与第一电磁阀之间设有第二压力表。
21.优选地,所述第一电磁阀还与多功能灌装转接器通讯连接,所述多功能灌装转接器内置压力传感器,当所述压力传感器的压力值达到预设压力阈值时,所述多功能灌装转接器控制关闭所述第一电磁阀。
22.本发明还提出一种全氟己酮定量灌装方法,包括:
23.s1:将待灌装容器与多功能灌装转接器进行安装,放置于智能称重设备上;
24.s2:启动抽真空干燥设备对待灌装容器进行抽真空干燥处理,当待灌装容器内压力值达到负压阈值时,停止抽真空干燥处理;
25.s3:打开高压氮气罐的截止阀对待灌装容器进行氮气充压处理;当待灌装容器内压力值达到第一预设压力阈值时,关闭截止阀,停止氮气充压处理;
26.s4:将智能称重设备的称重重量值进行去皮归零处理,与全氟己酮存储罐连接的自动调节控制泵启动抽取全氟己酮并控制打开与其连接的第三电磁阀对待灌装容器进行灌装;
27.s5:当智能称重设备称重重量值达到第一重量阈值时,自动调节控制泵调低全氟己酮的抽取流量;
28.s6:当智能称重设备称重重量值达到第二重量阈值时,自动调节控制泵停止抽取全氟己酮,并控制关闭与其连接第三电磁阀;
29.s7:更换待灌装容器。
30.优选地,所述步骤s2具体包括:
31.s201:启动抽真空干燥设备,打开与其连接的第二电磁阀,对待灌装容器进行抽真空干燥处理;
32.s202:当多功能灌装转接器检测到待灌装容器内压力值达到负压阈值时,控制关闭第二电磁阀;
33.s203:关闭抽真空干燥设备,停止抽真空干燥处理。
34.优选地,所述步骤s3具体包括:
35.s301:打开高压氮气罐的截止阀;
36.s302:通过调节与截止阀连接的减压阀调节氮气出气压力;
37.s303:当氮气出气压力值达到第一充压阈值时,打开与减压阀连接第一电磁阀,对待灌装容器进行氮气充压处理;
38.s304:当多功能灌装转接器检测到待灌装容器内压力值达到第一预设压力阈值时,控制关闭第一电磁阀;
39.s305:关闭截止阀,停止氮气充压处理;
40.优选地,所述步骤s7之后还包括:
41.打开高压氮气罐的截止阀,当氮气出气压力值达到达到第二充压阈值时,打开第一电磁阀,对待灌装容器进行氮气充压处理;当多功能灌装转接器检测到待灌装容器内压力值达到第二预设压力阈值时,控制关闭第一电磁阀。
42.本发明提出的一种全氟己酮定量灌装系统和方法,通过智能称重设备发送调节信号至自动控制调节泵调节抽取全氟己酮,实现精确定量灌装,达到了自动化灌装,有效减少了人力资源。
43.本发明中提出的一种全氟己酮定量灌装系统,可靠的保证了全程操作的封闭功能和二次充装前处理,杜绝与外界气体混合,控制住了灌装后全氟己酮灭火剂的含水率;
44.本发明中所采用的多功能灌装转接器可适应多种形式的待灌装容器,灌装过程中相关参数可以调控,可根据全氟己酮灭火剂储存装置的变化和使用要求而随之选型、调控,解决了型号单一、功能不匹配或二次改造等问题;
45.本发明实施例所提出灌装系统,设定灌装重量,自动调节灌装流量和速率;结合智能传感器,自动关闭启动相应设备,解决了人工操作的准确性和效率低下等问题。
46.本发明实施例所提出灌装方法,融合充装前预处理、灌装过程中控制、灌装后处理,系统彻底解决充装问题;操作方法相对简单,设备投资低、建设周期短、灌装效率高,本发明的提出直接、全面、可靠的解决了国内全氟己酮灭火剂的灌装及应用问题。
附图说明
47.图1为本发明提出的一种全氟己酮定量灌装系统的结构示意图;
48.图2为本发明实施例提出的一种全氟己酮定量灌装系统的结构示意图;
49.图3为本发明提出的一种全氟己酮定量灌装方法的流程示意图。
具体实施方式
50.如图1所示,图1为本发明实施例一种全氟己酮定量灌装系统的结构示意图;
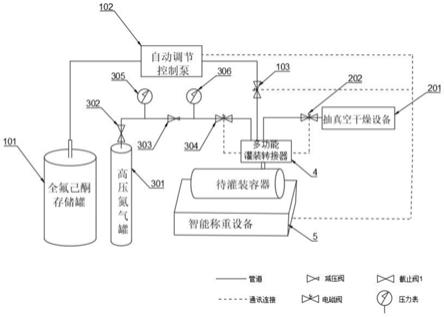
51.参照图1,本发明实施例提出的一种全氟己酮定量灌装系统,包括:灌装组件1、真空组件2、充压组件3、多功能灌装转接器4和智能称重设备5;所述灌装组件1、真空组件2、充压组件3分别通过多功能灌装转接器4与待灌装容器管道连接;所述灌装组件1还与智能称重设备5通讯连接,所述待灌装容器放置于智能称重设备5上;
52.本实施例中,多功能灌装转接器4可适应多种接口的待灌装容器;多功能灌装转接器4还内置压力传感器,可以检测待灌装容器内的压力值。
53.所述真空组件1用于对待灌装容器进行抽真空干燥处理;
54.如图2所示,具体地,真空组件1包括依次管道连接的抽真空干燥设备201、第二电磁阀202;所述第二电磁阀202与多功能灌装转接器4管道连接。
55.需要说明的是,本实施例中,所述第二电磁阀202还与多功能灌装转接器4通讯连接;当多功能灌装转接器4内置压力传感器的压力值达到负压阈值时,所述多功能灌装转接器4控制关闭所述第二电磁阀202。
56.所述充压组件2用于对待灌装容器进行氮气充压处理;
57.如图2所示,具体地,充压组件2包括依次管道连接的高压氮气罐301、截止阀302、减压阀303、第一电磁阀304;所述第一电磁阀304与多功能灌装转接器4管道连接;所述截止阀302与减压阀303之间设有第一压力表305,所述减压阀303与第一电磁阀304之间设有第二压力表306。
58.需要说明的是,第一压力表305主要是检测高压氮气罐301出口的压力值,第二压力表306主要是检测通过减压阀303输入进待灌装容器的压力值。
59.需要说明的是,本实施例中,第一电磁阀304还与多功能灌装转接器4通讯连接,当多功能灌装转接器4内置压力传感器的压力值达到预设压力阈值时,所述多功能灌装转接器4控制关闭第一电磁阀304。
60.需要说明的是,预设压力阈值可基于待灌装容器的规格、灌装条件等需求,进行调整;本实施例中,预设压力阈值包括第一预设压力阈值和第二预设压力阈值,在灌装前的氮气置换过程打到第一预设阈值时控制关闭第一电磁阀304;在灌装后充压阶段达到第二预设压力阈值时,控制关闭第一电磁阀304。
61.所述智能称重设备5用于对待灌装容器进行称重并根据其称重重量值发送调节信号至灌装组件1;
62.所述灌装组件1用于根据所述调节信号控制抽取全氟己酮灌装至待灌装容器。
63.如图2所示,具体地,灌装组件1包括依次管道连接的全氟己酮存储罐101、自动调节控制泵102、第三电磁阀103;所述第三电磁阀103与多功能灌装转接器4管道连接;所述自动调节控制泵102与第三电磁阀103和智能称重设备5通讯连接。
64.本实施例中,所述调节信号包括启动信号、控速信号、关闭信号;所述智能称重设备5根据其称重重量值发送调节信号至灌装组件,具体包括:
65.当所述智能称重设备5的称重重量值进行去皮归零时,发送启动信号至所述自动调节控制泵102;
66.当所述智能称重设备5称重重量值达到第一重量阈值时,发送控速信号至自动调节控制泵102;
67.当所述智能称重设备5称重重量值达到第二重量阈值时,发送关闭信号至自动调节控制泵102。
68.需要说明的是,智能称重设备5的第一重量阈值和第二重量阈值是根据待灌装容器的待灌装量进行预先设置的,从而控制灌装过程中的泵的流量,确保精确定量灌装。
69.本实施例中,所述灌装组件根据所述调节信号控制抽取全氟己酮灌装至待灌装容器,具体包括:
70.当所述调节信号为启动信号时,所述自动调节控制泵102启动抽取全氟己酮并控
制打开第三电磁阀103对待灌装容器进行灌装;
71.当所述调节信号为控速信号时,所述自动调节控制泵102调节全氟己酮的抽取流量大小;
72.当所述调节信号为关闭信号时,所述自动调节控制泵102停止抽取全氟己酮,并控制关闭第三电磁阀103。
73.如图3所示,针对上述定量灌装系统提出一种全氟己酮定量灌装方法,包括:
74.s1:将待灌装容器与多功能灌装转接器4进行安装,放置于智能称重设备5上;
75.s2:启动抽真空干燥设备201对待灌装容器进行抽真空干燥处理,当待灌装容器内压力值达到负压阈值时,停止抽真空干燥处理;
76.本实施例中,步骤s2具体包括:
77.s201:启动抽真空干燥设备201,打开与其连接的第二电磁阀202,对待灌装容器进行抽真空干燥处理;
78.s202:当多功能灌装转接器4检测到待灌装容器内压力值达到负压阈值时,控制关闭第二电磁阀202;
79.s203:关闭抽真空干燥设备201,停止抽真空干燥处理。
80.s3:打开高压氮气罐301的截止阀302对待灌装容器进行氮气充压处理;当待灌装容器内压力值达到第一预设压力阈值时,关闭截止阀302,停止氮气充压处理;
81.本实施例中,步骤s3具体包括:
82.s301:打开高压氮气罐301的截止阀302;
83.s302:通过调节与截止阀302连接的减压阀303调节氮气出气压力;
84.s303:当氮气出气压力值达到第一充压阈值时,打开与减压阀303连接第一电磁阀304,对待灌装容器进行氮气充压处理;
85.s304:当多功能灌装转接器4检测到待灌装容器内压力值达到第一预设压力阈值时,控制关闭第一电磁阀304;
86.s305:关闭截止阀302,停止氮气充压处理。
87.需要说明的是,在本实施例中,氮气出气压力可以根据第一电压表和第二电压表的压力值去调节减压阀303进行控制,其中第一压力表305主要是检测高压氮气罐301出口的压力值,第二压力表306主要是检测通过减压阀303的氮气出气压力值;当第二压力表306的氮气出气压力值达到第一充压阈值时,打开与减压阀303连接第一电磁阀304。
88.s4:将智能称重设备5的称重重量值进行去皮归零处理,与全氟己酮存储罐101连接的自动调节控制泵102启动抽取全氟己酮并控制打开与其连接的第三电磁阀103对待灌装容器进行灌装;
89.s5:当智能称重设备5称重重量值达到第一重量阈值时,自动调节控制泵102调低全氟己酮的抽取流量;
90.s6:当智能称重设备5称重重量值达到第二重量阈值时,自动调节控制泵102停止抽取全氟己酮,并控制关闭与其连接第三电磁阀103;
91.需要说明的是,智能称重设备5的重量阈值是根据待灌装容器的待灌装量进行设置,从而控制灌装过程中的泵的流量,确保精确定量灌装。本实施例中,设定第一重量阈值和第二重量阈值可以针对一批相同的待灌装容器统一设定,无需重复设定。
92.s7:更换待灌装容器。
93.本实施例中,步骤s7停止灌装后,还可以根据待灌装容器是否充压使用的要求,选择是否进行灌装后充压处理。灌装后充压处理具体包括:打开高压氮气罐301的截止阀302,当氮气出气压力值达到达到第二充压阈值时,打开第一电磁阀304,对待灌装容器进行氮气充压处理;当多功能灌装转接器4检测到待灌装容器内压力值达到第二预设压力阈值时,控制关闭第一电磁阀304。
94.具体地,打开截止阀302,当第二压力表306的压力值达到第二充压阈值时,打开第一电磁阀304,对待灌装容器进行氮气充压处理;当所述多功能灌装转接器4检测到待灌装容器内压力值达到第二预设压力阈值时,自动控制关闭第一电磁阀304;
95.本发明实施例所提出灌装系统和方法,可靠的保证了全程操作的封闭功能和二次充装前处理,杜绝与外界气体混合,控制住了灌装后全氟己酮灭火剂的含水率;
96.本发明实施例所采用的灌装装置分为多种型式且灌装过程中相关参数可以调控,可根据全氟己酮灭火剂储存装置的变化和使用要求而随之选型、调控,解决了型号单一、功能不匹配或二次改造等问题;
97.本发明实施例所提出灌装系统,结合智能传感器,自动关闭启动相应设备,解决了人工操作的准确性和效率低下等问题。
98.本发明实施例所提出灌装方法,操作方法相对简单,设备投资低、建设周期短、灌装效率高,本发明的提出直接、全面、可靠的解决了国内全氟己酮灭火剂的灌装及应用问题。
99.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。