1.本发明涉及电脑锯领域技术,尤其是指一种可自动贴标的全自动电脑锯及控制方法。
背景技术:
2.电脑锯是一种板料锯切自动化设备,其采用的是把板料压紧固定,锯车来回跑动的方式对层叠的板料进行锯切,电脑锯适用于各种人造板,如贴面刨花板、纤维板、胶合板及实木板、塑料板、铝合金等多种材料的纵剖横切,属于木工机械当中的通用设备。
3.电脑锯在对板材锯切前通常需要贴上相应的标签,以便后续的自动识别,现有技术中主要采用人工进行标签的粘贴,这种效率很低,耗费人力,虽然,目前的电脑锯也加装有贴标装置,能够一定程度上提高效率,节省人力,然而,目前用于电脑锯上的贴标装置仅仅只有一个吸附头,贴标签效率依然低下,无法满足电脑锯高速运行的要求。因此,有必要研究一种方案以解决上述问题。
技术实现要素:
4.有鉴于此,本发明针对现有技术存在之缺失,其主要目的是提供一种可自动贴标的全自动电脑锯及控制方法,能有效解决现有之电脑锯上的贴标装置贴标签效率低的问题。
5.为实现上述目的,本发明采用如下之技术方案:一种可自动贴标的全自动电脑锯,包括有机架、控制柜、上料装置、工夹送料装置、压料装置、裁切装置以及自动贴标装置;该机架上由后往前依次设置上料区、加工区和出料区;该控制柜设置于机架上;该上料装置设置于上料区中并连接控制柜;该工夹送料装置设置于加工区中并连接控制柜;该压料装置和裁切装置均设置于加工区和出料区之间,裁切装置位于压料装置的下方,且裁切装置和压料装置均连接控制柜;该自动贴标装置设置于上料区中并连接控制柜,自动贴标装置包括有支架、打印机、旋转架、第一驱动机构、两吸附头以及两第二驱动机构;该打印机设置于支架上;该旋转架可来回旋转地设置于支架上;该第一驱动机构设置于支架上并带动旋转架来回旋转;该两吸附头均可上下活动地设置于旋转架上随旋转架来回活动,两吸附头绕旋转架的旋转中心周圆排布,且两吸附头均位于打印机之输出端的外侧;该两第二驱动机构均设置于旋转架上并分别带动两吸附头上下活动;所述支架包括有横梁、滑架、活动架和第三驱动机构;该横梁可前后活动地设置于机架上,横梁横跨上料区;该滑架可横向滑动地设置于横梁上,前述打印机固定于滑架上,该活动架可水平来回活动地设置于滑架上,前述旋转架上设置于活动架上随活动架水平来回活动,该第三驱动机构设置于滑架上并带动活动架来回活动;所述吸附头包括有固定板、真空吸附板和导向杆,该真空吸附板可上下浮动地设置于固定板的下方,真空吸附板与固定板之间设置有弹簧,该导向杆竖向延伸并与固定板固定连接,该旋转架上开设有导向孔,导向杆插装在导向孔中沿导向孔上下活动。
6.作为一种优选方案,所述第三驱动机构为气缸。
7.作为一种优选方案,所述横梁上设置有第四驱动机构,该第四驱动机构带动横梁前后来回活动。
8.作为一种优选方案,所述横梁上设置有第五驱动机构,该第五驱动机构带动滑架横向来回活动。
9.作为一种优选方案,所述横梁的下方设置有夹紧定位机构。
10.作为一种优选方案,所述第一驱动机构为气缸,气缸的两端分别与支架和旋转架铰接。
11.作为一种优选方案,所述第二驱动机构为气缸,气缸竖向固定于旋转架上,气缸向下伸出有活塞杆,该活塞杆的下端与固定板固定连接。
12.作为一种优选方案,所述两吸附头绕旋转架的旋转中心周圆排布的角度为90
°
。
13.一种可自动贴标的全自动电脑锯的控制方法,其采用控制系统控制,该控制系统包括有可编程控制器、与可编程控制器连接的数据总线、双向控制并联连接到数据总线上的上料装置控制单元、推料装置控制单元、前齐板装置控制单元、压料装置控制单元、裁切装置控制单元、主工夹送料装置控制单元、副工夹送料装置控制单元和自动贴标装置控制单元;包括有以下步骤:(1)上料:由上料装置控制单元控制上料装置工作,在机架上位于上料架四角上各设有一根立柱,其中立柱上设有一红外发射装置,红外线发射的方向朝向处于对角线另一侧位置的立柱,对角线另一侧位置的立柱上设有红外反射装置,反射的方向朝向红外发射装置,红外发射装置接受红外反射装置发射的红外线,红外线形成水平方向的上料高度基准位;如果不使用上料装置,则需人工手动前上料放置板材;如果使用上料装置,则启用上料装置上板程序,上料架升降机构启动使上料架向上运动,当板材高度上升至上料高度基准位时,红外信号被切断,红外发射装置无法接收到反射信号,上料架升降机构停止运动,上料架停止上升;(2)贴标:由自动贴标装置控制单元控制自动贴标装置工作,推料装置控制单元的推料杆将板材推至自动贴标位置,左右定位气缸收缩夹紧板材,板材被定位好后,软件根据板材需要贴标的切割件计算出贴标的位置,并发送给可编程控制器,可编程控制器将这个坐标位数据分别传给自动贴标轴伺服和推料座轴伺服进行贴标定位,同时,自动贴标装置上的打印机将标签打印好后,其中一第二驱动机构带动对应的吸附头将标签吸起,然后,由第一驱动机构带动旋转架顺时针旋转90
°
,此时如果还有下个标签,另一第二驱动机构带动对应的吸附头将下个标签吸起;第一个吸附头等到贴标定位完成后,第二驱动机构带动第一个吸附头下降,等到下面贴标传感器接通,真空释放,贴标完成,第二驱动机构带动第一个吸附头上升,然后,由第一驱动机构带动旋转架73逆时针旋转90
°
;如果还有下个标签,再次取标,等取第二个吸附头贴标完成,重复贴标动作;等全部标签贴完,推料装置把板材送到上料位置;(3)送料:由主工夹送料装置控制单元和副工夹送料装置控制单元控制工夹送料装置工作,工夹送料装置向远离工作台的方向滑动,后退直至主夹钳装置和副夹钳装置靠近工作台的一端到达距离板材远离工作台一侧边缘20至30cm的距离处停止;
根据加工数据选择仅主工夹送料装置单独工作、或仅副工夹送料装置单独工作、或主工夹送料装置和副工夹送料装置同步工作、或主工夹送料装置和副工夹送料装置异步工作中的一种工作方式;如果为主工夹送料装置单独工作,则主夹钳装置张开状态向下翻转,翻转完成后主夹钳装置继续保持张开状态,主夹钳装置向工作台的方向运动,推动置于工夹送料起始位置的板材使其靠近工作台的一侧抵住所述的限位柱完成板材的齐平,主夹钳装置闭合将板材夹紧;限位柱下降至低于板材的底面,主夹钳装置夹紧板材向工作台的方向移动,根据所要裁切模板的长度,至主夹钳装置靠近工作台的一端所在的竖直平面距离零点平面的距离为板材长度-要裁切的长度为止;如果为副工夹送料装置单独工作,则副夹钳装置张开状态向下翻转,翻转完成后副夹钳装置继续保持张开状态,副夹钳装置向工作台的方向运动,推动置于工夹送料起始位置的板材使其靠近工作台的一侧抵住所述的限位柱完成板材的齐平,副夹钳装置闭合将板材夹紧;限位柱下降至低于板材的底面,副夹钳装置夹紧板材向工作台的方向移动,根据所要裁切模板的长度,至副夹钳装置靠近工作台的一端所在的竖直平面距离零点平面的距离为板材长度-要裁切的长度为止;如果为主工夹送料装置和副工夹送料装置同步工作,则主夹钳装置和副夹钳装置张开状态向下翻转,翻转完成后主夹钳装置和副夹钳装置继续保持张开状态,主夹钳装置和副夹钳装置通过同步装置连接在一起同步向工作台的方向运动,推动置于工夹送料起始位置的板材使其靠近工作台的一侧抵住所述的限位柱完成板材的齐平,主夹钳装置和副夹钳装置闭合将板材夹紧;限位柱下降至低于板材的底面,主夹钳装置和副夹钳装置夹紧板材向工作台的方向移动,根据所要裁切模板的长度,至主夹钳装置和副夹钳装置靠近工作台的一端所在的竖直平面距离零点平面的距离为板材长度-要裁切的长度为止;如果为主工夹送料装置和副工夹送料装置异步工作,根据加工数据判断要避空的夹钳装置;需副工夹送料装置的副夹钳装置夹持的板材正对的主工夹送料装置的主夹钳装置需避空,需主工夹送料装置的主夹钳装置夹持的板材正对的副工夹送料装置的副夹钳装置需避空;不需避空的主夹钳装置和副夹钳装置张开状态向下翻转,翻转完成后主夹钳装置和副夹钳装置继续保持张开状态,主夹钳装置和副夹钳装置异步向工作台的方向运动,推动置于工夹送料起始位置的板材使其靠近工作台的一侧抵住所述的限位柱完成板材的齐平,主夹钳装置和副夹钳装置闭合将板材夹紧;限位柱下降至低于板材的底面,主夹钳装置和副夹钳装置夹紧板材向工作台的方向移动,根据所要裁切模板的长度,至主夹钳装置和副夹钳装置靠近工作台的一端所在的竖直平面距离零点平面;的距离为板材长度-要裁切的长度为止;(4)裁切:由压料装置控制单元和裁切装置控制单元分别控制压料装置和裁切装置工作,裁切装置上的锯车滑动至板材宽度方向的远端,裁切装置上的侧齐板装置升起,裁切装置滑动带动侧齐板沿板材宽度近端方向向板材滑动,以确保板材在长度方向上完成对齐;
压料装置的压梁下降压紧板材,同时侧齐板下降,防尘帘向下翻转,裁切装置上升并沿板材宽度方向运动完成裁切,裁切完毕后,裁切装置下降,压梁上升,防尘帘向上翻转,主夹钳装置和副夹钳装置继续推动置于工夹送料起始位置的板材向工作台移动,重复上述过程,直至板材远离工作台一侧的边缘裁切齐平后,夹持板材的主夹钳装置和/或副夹钳装置松开,整个裁切工作完成,如此往复。
14.作为一种优选方案,所述控制系统还包括有人机交换控制单元,该人机交换控制单元通过以太网通讯连接可编程控制器,该人机交换控制单元包括有工控机、连接工控机的鼠标、键盘和工厂局域网。
15.本发明与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知:通过设置两个吸附头,利用两第二驱动机构分别带动两吸附头上下活动,并配合利用第一驱动机构带动旋转架来回旋转,使得两吸附头能够交替工作将标签吸起,有效提高了贴标签的连续性,大大提升了贴标签的效率,满足电脑锯高速运行的要求,配合利用各个装置,本设备实现全自动生产,极少人工参与,极大提高了生产效率,降低了人工成本。
16.为更清楚地阐述本发明的结构特征和功效,下面结合附图与具体实施例来对本发明进行详细说明。
附图说明
17.图1是本发明之较佳实施例的立体示意图;图2是本发明之较佳实施例的俯视图;图3是本发明之较佳实施例中自动贴标装置的放大示意图;图4是本发明之较佳实施例中自动贴标装置另一角度的放大示意图;图5是本发明之较佳实施例中夹紧定位机构的放大示意图;图6是本发明之较佳实施例中打印机和吸附头的组合放大示意图;图7是图6的仰视图;图8是本发明之较佳实施例中吸附头的放大示意图;图9是本发明之较佳实施例中控制系统的结构示意框图。
18.附图标识说明:10、机架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11、上料区12、加工区
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
13、出料区20、控制柜
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30、上料装置40、工夹送料装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
50、压料装置60、裁切装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
70、自动贴标装置71、支架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
711、横梁712、滑架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
713、活动架714、第三驱动机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
715、第四驱动机构716、第五驱动机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
717、夹紧定位机构72、打印机
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
73、旋转架731、导向孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
74、第一驱动机构
75、吸附头
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
751、固定板752、真空吸附板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
753、导向杆754、弹簧
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
76、第二驱动机构761、活塞杆。
具体实施方式
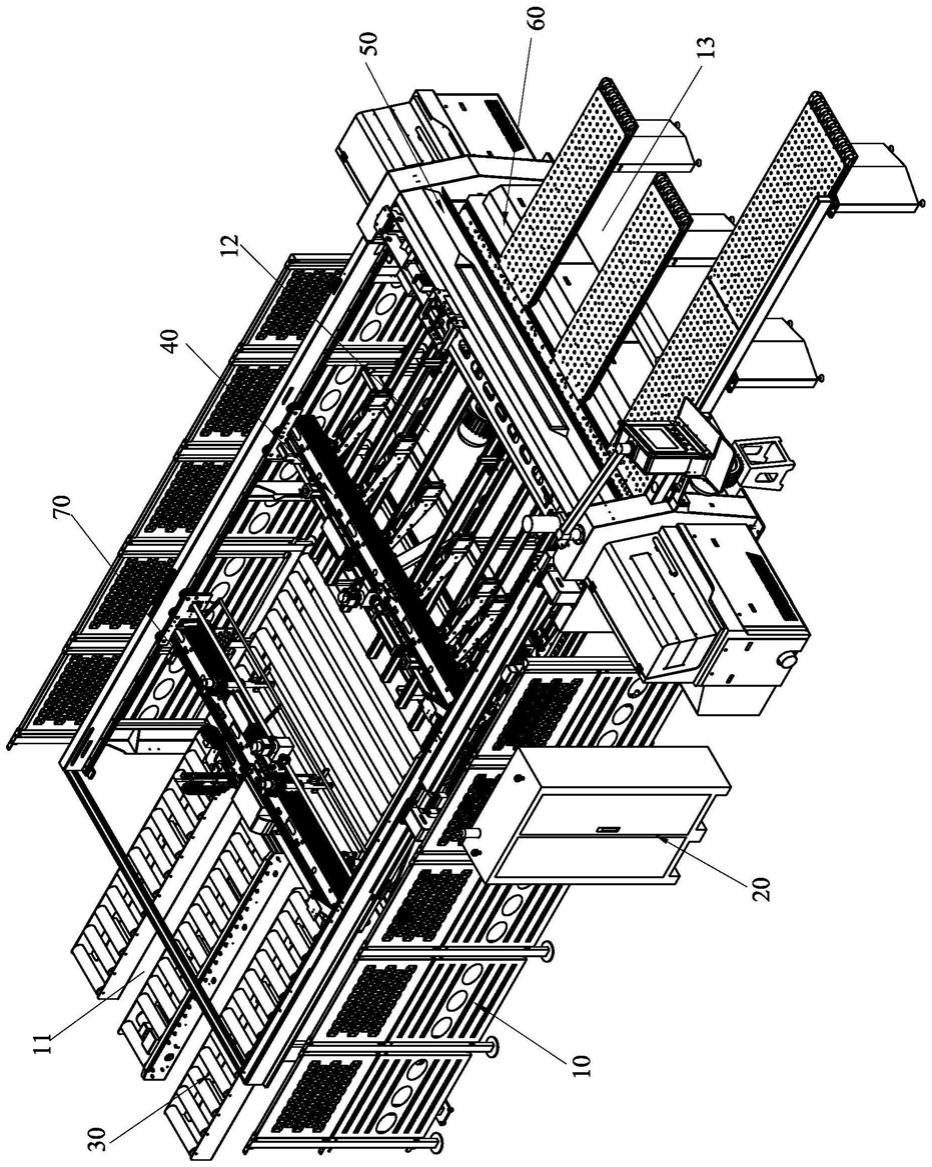
19.请参照图1至图8所示,其显示出了本发明之较佳实施例一种可自动贴标的全自动电脑锯的具体结构,包括有机架10、控制柜20、上料装置30、工夹送料装置40、压料装置50、裁切装置60以及自动贴标装置70。
20.该机架10上由后往前依次设置上料区11、加工区12和出料区13。该控制柜20设置于机架10上。
21.该上料装置30设置于上料区11中并连接控制柜20,该上料装置30用于对板材进行上料,其具体结构和工作原理均为现有技术,在此对上料装置30的具体结构和工作原理不做详细叙述。
22.该工夹送料装置40设置于加工区12中并连接控制柜20,工夹送料装置40用于夹住工件(即板材)进行输送,以便于裁切加工,其具体结构和工作原理均为现有技术,在此对工夹送料装置40的具体结构和工作原理不做详细叙述。
23.该压料装置50和裁切装置60均设置于加工区12和出料区13之间,裁切装置60位于压料装置50的下方,且裁切装置60和压料装置50均连接控制柜20,该压料装置50用于压住板材,该裁切装置60用于对板材进行裁切,该压料装置50和裁切装置60的具体结构和工作原理均为现有技术,在此对该压料装置50和裁切装置60的具体结构和工作原理不做详细叙述。
24.该自动贴标装置70设置于上料区11中并连接控制柜20,自动贴标装置70包括有支架71、打印机72、旋转架73、第一驱动机构74、两吸附头75以及两第二驱动机构76。
25.所述支架71包括有横梁711、滑架712、活动架713和第三驱动机构714;该横梁711可前后活动地设置于机架10上,横梁711横跨上料区11;该滑架712可横向滑动地设置于横梁711上,该活动架713可水平来回活动地设置于滑架712上,该第三驱动机构714设置于滑架712上并带动活动架713来回活动。在本实施例中,所述第三驱动机构714为气缸;所述横梁711上设置有第四驱动机构715,该第四驱动机构715带动横梁711前后来回活动;所述横梁711上设置有第五驱动机构716,该第五驱动机构716带动滑架712横向来回活动,所述横梁711的下方设置有夹紧定位机构717,该夹紧定位机构717用于对板材进行定位夹紧,夹紧定位机构717为双气缸结构。
26.该打印机72设置于支架71上,打印机72用于将标签打印出来;在本实施例中,前述打印机72固定于滑架712上,该旋转架73可来回旋转地设置于支架71上;在本实施例中,该旋转架73为直角板块结构,并且旋转架73上设置于滑架712上随滑架712水平来回活动,该旋转架73上开设有导向孔731。
27.该第一驱动机构74设置于支架71上并带动旋转架73来回旋转;在本实施例中,所述第一驱动机构74为气缸,气缸的两端分别与支架71和旋转架73铰接。
28.该两吸附头75均可上下活动地设置于旋转架73上随旋转架73来回活动,两吸附头75绕旋转架73的旋转中心周圆排布,且两吸附头75均位于打印机72之输出端的外侧。在本实施例中,所述吸附头75包括有固定板751、真空吸附板752和导向杆753,该真空吸附板752通过气管连接抽真空机构(图中未示),真空吸附板752可上下浮动地设置于固定板751的下方,真空吸附板752与固定板751之间设置有弹簧754,该导向杆753竖向延伸并与固定板751固定连接,导向杆753插装在导向孔731中沿导向孔731上下活动。并且,所述两吸附头75绕旋转架73的旋转中心周圆排布的角度为90
°
。
29.该两第二驱动机构76均设置于旋转架73上并分别带动两吸附头75上下活动。在本实施例中,所述第二驱动机构76为气缸,气缸竖向固定于旋转架73上,气缸向下伸出有活塞杆761,该活塞杆761的下端与固定板751固定连接。
30.本发明还公开了一种前述可自动贴标的全自动电脑锯的控制方法,其采用控制系统控制,如图9所示,该控制系统包括有可编程控制器、与可编程控制器连接的数据总线、双向控制并联连接到数据总线上的上料装置控制单元、推料装置控制单元、前齐板装置控制单元、压料装置控制单元、裁切装置控制单元、主工夹送料装置控制单元、副工夹送料装置控制单元和自动贴标装置控制单元。所述控制系统还包括有人机交换控制单元,该人机交换控制单元通过以太网通讯连接可编程控制器,该人机交换控制单元包括有工控机、连接工控机的鼠标、键盘和工厂局域网。
31.包括有以下步骤:(1)上料:由上料装置控制单元控制上料装置工作,在机架上位于上料架四角上各设有一根立柱,其中立柱上设有一红外发射装置,红外线发射的方向朝向处于对角线另一侧位置的立柱,对角线另一侧位置的立柱上设有红外反射装置,反射的方向朝向红外发射装置,红外发射装置接受红外反射装置发射的红外线,红外线形成水平方向的上料高度基准位;如果不使用上料装置,则需人工手动前上料放置板材;如果使用上料装置,则启用上料装置上板程序,上料架升降机构启动使上料架向上运动,当板材高度上升至上料高度基准位时,红外信号被切断,红外发射装置无法接收到反射信号,上料架升降机构停止运动,上料架停止上升;(2)贴标:由自动贴标装置控制单元控制自动贴标装置工作,推料装置控制单元的推料杆将板材推至自动贴标位置,左右定位气缸收缩夹紧板材,板材被定位好后,软件根据板材需要贴标的切割件计算出贴标的位置,并发送给可编程控制器,可编程控制器将这个坐标位数据分别传给自动贴标轴伺服和推料座轴伺服进行贴标定位,同时,自动贴标装置上的打印机将标签打印好后,其中一第二驱动机构带动对应的吸附头将标签吸起,然后,由第一驱动机构带动旋转架顺时针旋转90
°
,此时如果还有下个标签,另一第二驱动机构带动对应的吸附头将下个标签吸起;第一个吸附头等到贴标定位完成后,第二驱动机构带动第一个吸附头下降,等到下面贴标传感器接通,真空释放,贴标完成,第二驱动机构带动第一个吸附头上升,然后,由第一驱动机构带动旋转架73逆时针旋转90
°
;如果还有下个标签,再次取标,等取第二个吸附头贴标完成,重复贴标动作;等全部标签贴完,推料装置把板材送到上料位置;(3)送料:由主工夹送料装置控制单元和副工夹送料装置控制单元控制工夹送料装置工作,工夹送料装置向远离工作台的方向滑动,后退直至主夹钳装置和副夹钳装置靠
近工作台的一端到达距离板材远离工作台一侧边缘20至30cm的距离处停止;根据加工数据选择仅主工夹送料装置单独工作、或仅副工夹送料装置单独工作、或主工夹送料装置和副工夹送料装置同步工作、或主工夹送料装置和副工夹送料装置异步工作中的一种工作方式;如果为主工夹送料装置单独工作,则主夹钳装置张开状态向下翻转,翻转完成后主夹钳装置继续保持张开状态,主夹钳装置向工作台的方向运动,推动置于工夹送料起始位置的板材使其靠近工作台的一侧抵住所述的限位柱完成板材的齐平,主夹钳装置闭合将板材夹紧;限位柱下降至低于板材的底面,主夹钳装置夹紧板材向工作台的方向移动,根据所要裁切模板的长度,至主夹钳装置靠近工作台的一端所在的竖直平面距离零点平面的距离为板材长度-要裁切的长度为止;如果为副工夹送料装置单独工作,则副夹钳装置张开状态向下翻转,翻转完成后副夹钳装置继续保持张开状态,副夹钳装置向工作台的方向运动,推动置于工夹送料起始位置的板材使其靠近工作台的一侧抵住所述的限位柱完成板材的齐平,副夹钳装置闭合将板材夹紧;限位柱下降至低于板材的底面,副夹钳装置夹紧板材向工作台的方向移动,根据所要裁切模板的长度,至副夹钳装置靠近工作台的一端所在的竖直平面距离零点平面的距离为板材长度-要裁切的长度为止;如果为主工夹送料装置和副工夹送料装置同步工作,则主夹钳装置和副夹钳装置张开状态向下翻转,翻转完成后主夹钳装置和副夹钳装置继续保持张开状态,主夹钳装置和副夹钳装置通过同步装置连接在一起同步向工作台的方向运动,推动置于工夹送料起始位置的板材使其靠近工作台的一侧抵住所述的限位柱完成板材的齐平,主夹钳装置和副夹钳装置闭合将板材夹紧;限位柱下降至低于板材的底面,主夹钳装置和副夹钳装置夹紧板材向工作台的方向移动,根据所要裁切模板的长度,至主夹钳装置和副夹钳装置靠近工作台的一端所在的竖直平面距离零点平面的距离为板材长度-要裁切的长度为止;如果为主工夹送料装置和副工夹送料装置异步工作,根据加工数据判断要避空的夹钳装置;需副工夹送料装置的副夹钳装置夹持的板材正对的主工夹送料装置的主夹钳装置需避空,需主工夹送料装置的主夹钳装置夹持的板材正对的副工夹送料装置的副夹钳装置需避空;不需避空的主夹钳装置和副夹钳装置张开状态向下翻转,翻转完成后主夹钳装置和副夹钳装置继续保持张开状态,主夹钳装置和副夹钳装置异步向工作台的方向运动,推动置于工夹送料起始位置的板材使其靠近工作台的一侧抵住所述的限位柱完成板材的齐平,主夹钳装置和副夹钳装置闭合将板材夹紧;限位柱下降至低于板材的底面,主夹钳装置和副夹钳装置夹紧板材向工作台的方向移动,根据所要裁切模板的长度,至主夹钳装置和副夹钳装置靠近工作台的一端所在的竖直平面距离零点平面;的距离为板材长度-要裁切的长度为止;(4)裁切:由压料装置控制单元和裁切装置控制单元分别控制压料装置和裁切装置工作,裁切装置上的锯车滑动至板材宽度方向的远端,裁切装置上的侧齐板装置升起,裁切装置滑动带动侧齐板沿板材宽度近端方向向板材滑动,以确保板材在长度方向上完成对
齐;压料装置的压梁下降压紧板材,同时侧齐板下降,防尘帘向下翻转,裁切装置上升并沿板材宽度方向运动完成裁切,裁切完毕后,裁切装置下降,压梁上升,防尘帘向上翻转,主夹钳装置和副夹钳装置继续推动置于工夹送料起始位置的板材向工作台移动,重复上述过程,直至板材远离工作台一侧的边缘裁切齐平后,夹持板材的主夹钳装置和/或副夹钳装置松开,整个裁切工作完成,如此往复。
32.本发明的设计重点在于:通过设置两个吸附头,利用两第二驱动机构分别带动两吸附头上下活动,并配合利用第一驱动机构带动旋转架来回旋转,使得两吸附头能够交替工作将标签吸起,有效提高了贴标签的连续性,大大提升了贴标签的效率,满足电脑锯高速运行的要求,配合利用各个装置,本设备实现全自动生产,极少人工参与,极大提高了生产效率,降低了人工成本。
33.以上所述,仅是本发明的较佳实施例而已,并非对本发明的技术范围作任何限制,故凡是依据本发明的技术实质对以上实施例所作的任何细微修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。