技术特征:
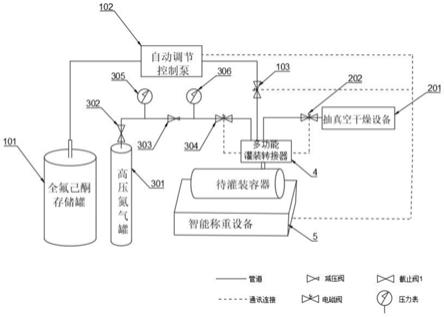
1.一种全氟己酮定量灌装系统,其特征在于,包括:灌装组件、真空组件、充压组件、多功能灌装转接器和智能称重设备;所述灌装组件、真空组件、充压组件分别通过多功能灌装转接器与待灌装容器管道连接;所述灌装组件还与智能称重设备通讯连接,所述待灌装容器放置于智能称重设备上;所述真空组件用于对待灌装容器进行抽真空干燥处理;所述充压组件用于对待灌装容器进行氮气充压处理;所述智能称重设备用于对待灌装容器进行称重并根据其称重重量值发送调节信号至灌装组件;所述灌装组件用于根据所述调节信号控制抽取全氟己酮灌装至待灌装容器。2.根据权利要求1所述的全氟己酮精确定量灌装系统,其特征在于,所述灌装组件包括依次管道连接的全氟己酮存储罐、自动调节控制泵、第三电磁阀;所述第三电磁阀与多功能灌装转接器管道连接;所述自动调节控制泵还与第三电磁阀和智能称重设备通讯连接。3.根据权利要求2所述的全氟己酮定量灌装系统,其特征在于,所述调节信号包括启动信号、控速信号、关闭信号;所述智能称重设备根据其称重重量值发送调节信号至灌装组件,具体包括:当所述智能称重设备的称重重量值进行去皮归零时,发送启动信号至自动调节控制泵;当所述智能称重设备称重重量值达到第一重量阈值时,发送控速信号至自动调节控制泵;当所述智能称重设备称重重量值达到第二重量阈值时,发送关闭信号至自动调节控制泵。4.根据权利要求2所述的全氟己酮定量灌装系统,其特征在于,所述调节信号包括启动信号、控速信号、关闭信号;所述灌装组件根据所述调节信号控制抽取全氟己酮灌装至待灌装容器,具体包括:当所述调节信号为启动信号时,所述自动调节控制泵启动抽取全氟己酮并控制打开第三电磁阀对待灌装容器进行灌装;当所述调节信号为控速信号时,所述自动调节控制泵调节全氟己酮的抽取流量大小;当所述调节信号为关闭信号时,所述自动调节控制泵停止抽取全氟己酮,并控制关闭第三电磁阀。5.根据权利要求1所述的全氟己酮精确定量灌装系统,其特征在于,所述真空组件包括依次管道连接的抽真空干燥设备、第二电磁阀;所述第二电磁阀与多功能灌装转接器管道连接;优选地,所述第二电磁阀还与多功能灌装转接器通讯连接;所述多功能灌装转接器内置压力传感器,当所述压力传感器的压力值达到负压阈值时,所述多功能灌装转接器控制关闭所述第二电磁阀。6.根据权利要求1所述的全氟己酮精确定量灌装系统,其特征在于,所述充压组件包括依次管道连接的高压氮气罐、截止阀、减压阀、第一电磁阀;所述第一电磁阀与多功能灌装转接器管道连接;所述截止阀与减压阀之间设有第一压力表,所述减压阀与第一电磁阀之间设有第二压力表;优选地,所述第一电磁阀还与多功能灌装转接器通讯连接,所述多功能灌装转接器内置压力传感器,当所述压力传感器的压力值达到预设压力阈值时,所述多功
能灌装转接器控制关闭所述第一电磁阀。7.一种全氟己酮定量灌装方法,其特征在于,包括:s1:将待灌装容器与多功能灌装转接器进行安装,放置于智能称重设备上;s2:启动抽真空干燥设备对待灌装容器进行抽真空干燥处理,当待灌装容器内压力值达到负压阈值时,停止抽真空干燥处理;s3:打开高压氮气罐的截止阀对待灌装容器进行氮气充压处理;当待灌装容器内压力值达到第一预设压力阈值时,关闭截止阀,停止氮气充压处理;s4:将智能称重设备的称重重量值进行去皮归零处理,与全氟己酮存储罐连接的自动调节控制泵启动抽取全氟己酮并控制打开与其连接的第三电磁阀对待灌装容器进行灌装;s5:当智能称重设备称重重量值达到第一重量阈值时,自动调节控制泵调低全氟己酮的抽取流量;s6:当智能称重设备称重重量值达到第二重量阈值时,自动调节控制泵停止抽取全氟己酮,并控制关闭与其连接第三电磁阀;s7:更换待灌装容器。8.根据权利要求7所述的全氟己酮定量灌装方法,其特征在于,所述步骤s2具体包括:s201:启动抽真空干燥设备,打开与其连接的第二电磁阀,对待灌装容器进行抽真空干燥处理;s202:当多功能灌装转接器检测到待灌装容器内压力值达到负压阈值时,控制关闭第二电磁阀;s203:关闭抽真空干燥设备,停止抽真空干燥处理。9.根据权利要求7所述的全氟己酮定量灌装方法,其特征在于,所述步骤s3具体包括:s301:打开高压氮气罐的截止阀;s302:通过调节与截止阀连接的减压阀调节氮气出气压力;s303:当氮气出气压力值达到第一充压阈值时,打开与减压阀连接第一电磁阀,对待灌装容器进行氮气充压处理;s304:当多功能灌装转接器检测到待灌装容器内压力值达到第一预设压力阈值时,控制关闭第一电磁阀;s305:关闭截止阀,停止氮气充压处理。10.根据权利要求9所述的全氟己酮定量灌装方法,其特征在于,所述步骤s7之后还包括:打开高压氮气罐的截止阀,当氮气出气压力值达到达到第二充压阈值时,打开第一电磁阀,对待灌装容器进行氮气充压处理;当多功能灌装转接器检测到待灌装容器内压力值达到第二预设压力阈值时,控制关闭第一电磁阀。
技术总结
本发明公开了一种全氟己酮定量灌装系统及方法,所述系统包括:灌装组件、真空组件、充压组件、多功能灌装转接器和智能称重设备;所述灌装组件、真空组件、充压组件分别通过多功能灌装转接器与待灌装容器管道连接;所述灌装组件还与智能称重设备通讯连接,所述待灌装容器放置于智能称重设备上;本发明通过智能称重设备发送调节信号至自动控制调节泵调节抽取全氟己酮,实现精确定量灌装,达到了自动化灌装,有效减少了人力资源。有效减少了人力资源。有效减少了人力资源。
技术研发人员:丁伟 张小飞 杜桂新 陈延军 方国燚 朱胜原 张秋实
受保护的技术使用者:安徽中科中涣防务装备技术有限公司
技术研发日:2021.11.17
技术公布日:2022/3/15
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。