技术特征:
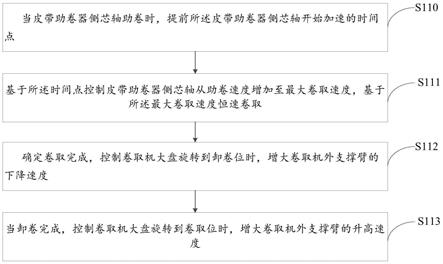
1.一种卷取控制方法,其特征在于,所述方法包括:当皮带助卷器侧芯轴助卷时,提前所述皮带助卷器侧芯轴开始加速的时间点;基于所述时间点控制皮带助卷器侧芯轴从助卷速度增加至最大卷取速度,基于所述最大卷取速度恒速卷取;所述最大卷取速度基于卷取机大盘旋转要求对应的最大钢卷直径确定;确定卷取完成,控制卷取机大盘旋转到卸卷位时,增大卷取机外支撑臂的下降速度;当卸卷完成,控制卷取机大盘旋转到卷取位时,增大卷取机外支撑臂的升高速度。2.如权利要求1所述的方法,其特征在于,方法还包括:根据公式确定皮带助卷器侧芯轴的最大卷取速度v;其中,所述d为所述最大钢卷直径,所述t为皮带助卷器侧芯轴的卷取时长。3.如权利要求1所述的方法,其特征在于,所述提前所述皮带助卷器侧芯轴开始加速的时间点,包括:获取所述皮带助卷器的初始助卷圈数;将所述初始助卷圈数减少至目标助卷圈数,所述初始助卷圈数与所述目标助卷圈数之间的差值为3~5,以提前所述皮带助卷器侧芯轴开始加速的时间点。4.如权利要求1所述的方法,其特征在于,所述基于所述时间点控制皮带助卷器侧芯轴从助卷速度增加至最大卷取速度,包括:获取待轧制的目标钢种;基于所述目标钢种确定速度变化率;基于所述速度变化率控制所述皮带助卷器侧芯轴从助卷速度增加至最大卷取速度。5.如权利要求1所述的方法,其特征在于,所述当确定皮带助卷器侧芯轴助卷完成时,提前所述皮带助卷器侧芯轴开始加速的时间点之前,方法还包括:获取带钢焊缝至轧机入口之间的目标距离,所述目标距离大于初始设定的距离;当带钢焊缝到达所述目标距离的起点时,控制带钢降速。6.一种卷取控制装置,其特征在于,所述装置包括:第一控制单元,用于当确定皮带助卷器侧芯轴助卷完成时,提前所述皮带助卷器侧芯轴开始加速的时间点;基于所述时间点控制皮带助卷器侧芯轴从助卷速度增加至最大卷取速度,基于所述最大卷取速度恒速卷取;所述最大卷取速度基于卷取机大盘旋转要求对应的最大钢卷直径确定;第二控制单元,用于确定卷取完成,控制卷取机大盘旋转到卸卷位时,增大卷取机外支撑臂的下降速度;当卸卷完成,控制卷取机大盘旋转到卷取位时,增大卷取机外支撑臂的升高速度。7.如权利要求6所述的装置,其特征在于,所述第一控制单元还用于:根据公式确定皮带助卷器侧芯轴的最大卷取速度v;其中,所述d为所述最大钢卷直径,所述t为皮带助卷器侧芯轴的卷取时长。8.如权利要求6所述的装置,其特征在于,所述第一控制单元具体用于:获取所述皮带助卷器的初始助卷圈数;
将所述初始助卷圈数减少至目标助卷圈数,所述初始助卷圈数与所述目标助卷圈数之间的差值为3~5,以提前所述皮带助卷器侧芯轴开始加速的时间点。9.一种存储介质,其上存储有计算机程序,其特征在于,该程序被处理器执行时实现权利要求1至5任一项所述的方法。10.一种计算机设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,其特征在于,所述处理器执行所述程序时实现权利要求1至5任一项所述的方法。
技术总结
本发明提供一种卷取控制方法、装置、介质及计算机设备,方法包括:当皮带助卷器侧芯轴助卷时,提前皮带助卷器侧芯轴开始加速的时间点;基于时间点控制皮带助卷器侧芯轴从助卷速度增加至最大卷取速度,基于最大卷取速度恒速卷取;确定卷取完成,控制卷取机大盘旋转到卸卷位时,增大卷取机外支撑臂的下降速度;当卸卷完成,控制卷取机大盘旋转到卷取位时,增大卷取机外支撑臂的升高速度;如此,通过提前皮带助卷器侧芯轴开始加速的时间点,缩短加速时长;并且将卷取速度调节至最大卷取速度,缩短卷取时长;通过增大卷取机外支撑臂的升高速度及下降速度,可以缩短外支撑臂的运行时长;本申请通过缩短各个轧制时序对应的时长,从而提高了轧制效率。高了轧制效率。高了轧制效率。
技术研发人员:王宇鹏 颜廷洲 任中一 刘磊 王彪 兰晓栋 周晓琦 刘玉金
受保护的技术使用者:首钢智新迁安电磁材料有限公司
技术研发日:2021.11.16
技术公布日:2022/3/15
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。