一种基于spc控制液晶屏滤光片曝光偏移量的系统
技术领域
1.本发明涉及生产过程监控技术领域,具体为一种基于spc控制液晶屏滤光片曝光偏移量的系统。
背景技术:
2.液晶屏的彩色滤光片在生产过程中,通过曝光机将产品设计转印到产品玻璃上完成印刷,现有的生产线多采用spc(质量管理与控制)系统对曝光机的曝光偏移量进行监控,以降低产品的次品率,但是现有的spc系统在使用时,彩膜量测机量测的偏移量数据上传至spc系统后,若发现问题,需要操作人员从彩膜量测机上捞取偏移量数据,并手动套算补正量,再根据spc系统的提示手动控制曝光机的启闭,以及偏移量数据修正的作业,现有的该系统,不仅效率低下,自动化程度低,人工成本高,且手动操作更容易数据误差的出现,不利于生产。鉴于此,我们提出一种基于spc控制液晶屏滤光片曝光偏移量的系统。
技术实现要素:
3.本发明的目的在于提供一种基于spc控制液晶屏滤光片曝光偏移量的系统,以解决上述背景技术中提出的问题。
4.为实现上述目的,本发明提供如下技术方案:
5.一种基于spc控制液晶屏滤光片曝光偏移量的系统,所述系统包括:曝光机、彩膜量测机、数据处理服务器和spc系统端;
6.所述曝光机用于对液晶屏滤光片进行曝光印刷;
7.所述彩膜量测机用于对曝光印刷后的液晶屏滤光片进行定期抽检,并根据抽检结果生成印刷图样的偏移量数据;
8.所述数据处理服务器用于存储所述彩膜量测机生成的偏移量数据,并将偏移量数据发送给所述spc系统端进行监控;
9.所述spc系统端根据偏移量数据生成控制指令,并将控制指令通过所述数据处理服务器发送给所述曝光机,用于控制所述曝光机的启闭。
10.优选的,所述spc系统端根据偏移量数据生成控制指令至少包括以下三种情况之一:
11.情况一,所述spc系统端判定偏移量数据正常,所述曝光机正常作业;
12.情况二,所述spc系统端判定偏移量数据警告,所述曝光机根据所述数据处理服务器补正后的偏移量数据继续作业;
13.情况三,所述spc系统端判定偏移量数据异常,所述曝光机停止作业。
14.优选的,情况二中,所述数据处理服务器对偏移量数据进行补正包括一下步骤:
15.步骤1:设置液晶屏滤光片原始设计点位的曝光区域坐标;
16.步骤2:获取液晶屏滤光片通过曝光机实际测量的曝光区域坐标;
17.步骤3:计算偏移量其中,δx=x1-x0;δy=y1-y0;
18.δθ计算得值在-1.5-1.5范围内时执行情况一;
19.δθ计算得值在-2.5-2.5范围内时执行情况二;
20.δθ计算得值在-4-4范围内时执行情况三。
21.优选的,情况二和情况三中,所述spc系统端在下发控制指令后向操作人员发送预警信息,操作人员用于对所述数据处理服务器内的偏移量数据进行手动补正,以及对所述曝光机进行手动启闭。
22.与现有技术相比,本发明的有益效果是:该基于spc控制液晶屏滤光片曝光偏移量的系统,通过设置的数据处理服务器能够对偏移量数据进行自动反馈和补正,便于spc系统端根据反馈的偏移量数据下发控制指令,且数据处理服务器能对偏移量数据自动进行补正,引导曝光机顺利完成后续的作业,自动化程度高,便于生产线的运营,降低生产成本。
附图说明
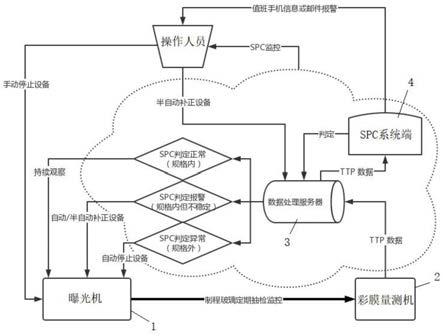
23.图1为本发明的整体结构框图。
24.图中:1、曝光机;2、彩膜量测机;3、数据处理服务器;4、spc系统端。
具体实施方式
25.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
26.一种基于spc控制液晶屏滤光片曝光偏移量的系统,如图1所示,该系统包括:曝光机1、彩膜量测机2、数据处理服务器3和spc系统端4;
27.曝光机1用于对液晶屏滤光片进行曝光印刷;
28.彩膜量测机2用于对曝光印刷后的液晶屏滤光片进行定期抽检,并根据抽检结果生成印刷图样的偏移量数据;数据处理服务器3用于存储彩膜量测机2生成的偏移量数据,并将偏移量数据发送给spc系统端4进行监控;spc系统端4根据偏移量数据生成控制指令,并将控制指令通过数据处理服务器3发送给曝光机1,用于控制曝光机1的启闭。具体的,spc系统端4根据偏移量数据生成控制指令至少包括以下三种情况之一:
29.情况一,spc系统端4判定偏移量数据正常,曝光机1正常作业;
30.情况二,spc系统端4判定偏移量数据警告,曝光机1根据数据处理服务器3补正后的偏移量数据继续作业;
31.情况三,spc系统端4判定偏移量数据异常,曝光机1停止作业。
32.值得说明的是,情况二中,所述数据处理服务器3对偏移量数据进行补正包括一下步骤:
33.步骤1:设置液晶屏滤光片原始设计点位的曝光区域坐标x0,y0;
34.步骤2:获取液晶屏滤光片通过曝光机1实际测量的曝光区域坐标x1,y1;
35.步骤3:计算偏移量其中,δx=x1-x0;δy=y1-y0;
36.δθ计算得值在-1.5-1.5范围内时执行情况一;
37.δθ计算得值在-2.5-2.5范围内时执行情况二;
38.δθ计算得值在-4-4范围内时执行情况三。
39.进一步的,情况二和情况三中,spc系统端4在下发控制指令后向操作人员发送预警信息,操作人员用于对数据处理服务器3内的偏移量数据进行手动补正,以及对曝光机1进行手动启闭。
40.本实施例的基于spc控制液晶屏滤光片曝光偏移量的系统在使用时,与传统的spc系统相比,通过设置的数据处理服务器3能够对偏移量数据进行自动反馈和补正,便于spc系统端4根据反馈的偏移量数据下发控制指令,且数据处理服务器3能对偏移量数据自动进行补正,引导曝光机1顺利完成后续的作业,自动化程度高,便于生产线的运营,降低生产成本。
41.以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的仅为本发明的优选例,并不用来限制本发明,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
技术特征:
1.一种基于spc控制液晶屏滤光片曝光偏移量的系统,其特征在于,所述系统包括:曝光机(1)、彩膜量测机(2)、数据处理服务器(3)和spc系统端(4);所述曝光机(1)用于对液晶屏滤光片进行曝光印刷;所述彩膜量测机(2)用于对曝光印刷后的液晶屏滤光片进行定期抽检,并根据抽检结果生成印刷图样的偏移量数据;所述数据处理服务器(3)用于存储所述彩膜量测机(2)生成的偏移量数据,并将偏移量数据发送给所述spc系统端(4)进行监控;所述spc系统端(4)根据偏移量数据生成控制指令,并将控制指令通过所述数据处理服务器(3)发送给所述曝光机(1),用于控制所述曝光机(1)的启闭。2.根据权利要求1所述的基于spc控制液晶屏滤光片曝光偏移量的系统,其特征在于,所述spc系统端(4)根据偏移量数据生成控制指令至少包括以下三种情况之一:情况一,所述spc系统端(4)判定偏移量数据正常,所述曝光机(1)正常作业;情况二,所述spc系统端(4)判定偏移量数据警告,所述曝光机(1)根据所述数据处理服务器(3)补正后的偏移量数据继续作业;情况三,所述spc系统端(4)判定偏移量数据异常,所述曝光机(1)停止作业。3.根据权利要求2所述的基于spc控制液晶屏滤光片曝光偏移量的系统,其特征在于,情况二中,所述数据处理服务器(3)对偏移量数据进行补正包括一下步骤:步骤1:设置液晶屏滤光片原始设计点位的曝光区域坐标(x0,y0);步骤2:获取液晶屏滤光片通过曝光机(1)实际测量的曝光区域坐标(x1,y1);步骤3:计算偏移量其中,δx=x1-x0;δy=y1-y0;δθ计算得值在-1.5-1.5范围内时执行情况一;δθ计算得值在-2.5-2.5范围内时执行情况二;δθ计算得值在-4-4范围内时执行情况三。4.根据权利要求2所述的基于spc控制液晶屏滤光片曝光偏移量的系统,其特征在于,情况二和情况三中,所述spc系统端(4)在下发控制指令后向操作人员发送预警信息,操作人员用于对所述数据处理服务器(3)内的偏移量数据进行手动补正,以及对所述曝光机(1)进行手动启闭。
技术总结
本发明涉及生产过程监控技术领域,具体为一种基于SPC控制液晶屏滤光片曝光偏移量的系统,该系统包括:曝光机、彩膜量测机、数据处理服务器和SPC系统端;曝光机用于对液晶屏滤光片进行曝光印刷;彩膜量测机用于对曝光印刷后的液晶屏滤光片进行定期抽检,并生成印刷图样的偏移量数据;数据处理服务器用于存储偏移量数据,并将偏移量数据发送给SPC系统端进行监控;SPC系统端根据偏移量数据生成控制指令,并将控制指令通过数据处理服务器控制曝光机的启闭。该基于SPC控制液晶屏滤光片曝光偏移量的系统,通过设置的数据处理服务器对偏移量数据进行自动反馈和补正,引导曝光机顺利完成作业,自动化程度高,降低生产成本。降低生产成本。降低生产成本。
技术研发人员:曾国勇 叶人豪 吴础任 方冠杰
受保护的技术使用者:浙江泰嘉光电科技有限公司
技术研发日:2021.09.23
技术公布日:2022/3/15
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。