1.本技术属于电子产品技术领域,具体涉及壳体及其制备方法和电子设备。
背景技术:
2.陶瓷材料具有硬度高、韧性好、耐磨等优点,近年来常常应用于电子设备中。由于陶瓷材料颜色较为单一,因此,改善其外观效果,满足更加多样化的需求显得尤为重要。
技术实现要素:
3.鉴于此,本技术提供了一种壳体及其制备方法、壳体和电子设备,该壳体呈现多种颜色,且两种颜色之间存在较窄的颜色渐变区,实现颜色碰撞的强烈视觉效果,极大地丰富壳体的外观;将该壳体应用至电子设备中时,可以显著提升外观效果和产品竞争力。
4.第一方面,本技术提供了一种壳体,包括陶瓷基板,所述陶瓷基板包括第一区域、第二区域以及位于所述第一区域和所述第二区域之间的渐变区;所述第一区域呈现第一颜色,所述第二区域呈现第二颜色,所述第一区域与所述第二区域具有色差;所述第一区域至所述第二区域的方向为第一方向,沿所述第一方向所述渐变区呈现第一颜色到第二颜色的渐变,所述渐变区在所述第一方向上的尺寸小于200μm。
5.第二方面,本技术提供了一种壳体的制备方法,包括:
6.提供第一陶瓷浆料,所述第一陶瓷浆料包括第一陶瓷粉,所述第一陶瓷粉包括第一着色剂,所述第一着色剂为尖晶石着色剂,所述第一陶瓷粉中所述第一着色剂的质量含量为0.1%-10%;
7.提供第二陶瓷浆料,所述第二陶瓷浆料包括第二陶瓷粉,所述第二陶瓷粉包括氧化铝,所述第二陶瓷粉中氧化铝的质量含量大于或等于3%;
8.将所述第一陶瓷浆料和所述第二陶瓷浆料制成陶瓷基板生坯,其中,所述陶瓷基板生坯包括拼接的第一陶瓷生坯和第二陶瓷生坯,所述第一陶瓷生坯通过所述第一陶瓷浆料制成,所述第二陶瓷生坯通过所述第二陶瓷浆料制成,所述第一陶瓷生坯和所述第二陶瓷生坯具有色差;
9.所述陶瓷基板生坯排胶、烧结后得到陶瓷基板,制得壳体。
10.第三方面,本技术提供了一种电子设备,包括壳体和主板,所述壳体包括陶瓷基板,所述陶瓷基板包括第一区域、第二区域以及位于所述第一区域和所述第二区域之间的渐变区;所述第一区域呈现第一颜色,所述第二区域呈现第二颜色,所述第一区域与所述第二区域具有色差;所述第一区域至所述第二区域的方向为第一方向,沿所述第一方向所述渐变区呈现第一颜色到第二颜色的渐变,所述渐变区在所述第一方向上的尺寸小于200μm。
11.本技术提供了一种壳体和壳体的制备方法,通过设置具有多种颜色的区域,并且在单个颜色区域之间设置存在较窄的渐变区,使得陶瓷组装呈现强烈的颜色对撞效果,极大地提升了壳体的外观,丰富了壳体的视觉效果,更有利于其应用;该壳体的制备方法简单,易于操作,可实现工业化生产;具有该壳体的电子设备的外观竞争力、产品表现力增强,
更能够满足用户需求。
附图说明
12.为了更清楚地说明本技术实施方式中的技术方案,下面将对本技术实施方式中所需要使用的附图进行说明。
13.图1为本技术一实施方式提供的壳体的结构示意图。
14.图2为图1中区域a的放大示意图。
15.图3为本技术一实施方式提供的壳体的俯视图。
16.图4为本技术一实施方式提供的陶瓷基板的外观示意图。
17.图5为图4中区域b的放大示意图。
18.图6为本技术另一实施方式提供的陶瓷基板的外观示意图。
19.图7为图6中区域c的放大示意图。
20.图8为图6中区域d的放大示意图。
21.图9为本技术一实施方式提供的壳体的制备方法流程图。
22.图10为本技术一实施方式提供的陶瓷基板生坯的结构示意图,其中,图10中(a)为第一种陶瓷基板生坯的结构示意图,(b)为第二种陶瓷基板生坯的结构示意图,(c)为第三种陶瓷基板生坯的结构示意图,(d)为第四种陶瓷基板生坯的结构示意图,(e)为第五种陶瓷基板生坯的结构示意图,(f)为第六种陶瓷基板生坯的结构示意图,(g)为第七种陶瓷基板生坯的结构示意图,(h)为第八种陶瓷基板生坯的结构示意图,(i)为第九种陶瓷基板生坯的结构示意图。
23.图11为本技术一实施例制得的壳体的电镜图。
24.标号说明:
25.第一区域-11、第二区域-12、渐变区-13、陶瓷基板-10、壳体-100。
具体实施方式
26.以下是本技术的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本技术的保护范围。
27.下文的公开提供了许多不同的实施方式或例子用来实现本技术的不同结构。为了简化本技术的公开,下文中对特定例子的部件和设置进行描述。当然,它们仅仅为示例,并且目的不在于限制本技术。此外,本技术可以在不同例子中重复参考数字和/或参考字母,这种重复是为了简化和清楚的目的,其本身不指示所讨论各种实施方式和/或设置之间的关系。此外,本技术提供了的各种特定的工艺和材料的例子,但是本领域普通技术人员可以意识到其他工艺的应用和/或其他材料的使用。
28.请参考图1和图2,图1为本技术一实施方式提供的壳体的结构示意图,图2为图1中区域a的放大示意图,其中壳体100包括陶瓷基板10,陶瓷基板10包括第一区域11、第二区域12以及位于第一区域11和第二区域12之间的渐变区13;第一区域11呈现第一颜色,第二区域12呈现第二颜色,第一区域11与第二区域12具有色差;第一区域11至第二区域12的方向为第一方向,沿第一方向渐变区13呈现第一颜色到第二颜色的渐变,渐变区13在第一方向
上的尺寸小于200μm。在本技术中,通过设置具有多种颜色的区域,并且在单个颜色区域之间的颜色过渡区的尺寸小于200μm,使得两种颜色产生明显的撞色效果;同时,渐变区13在第一方向上的尺寸较窄,肉眼不易识别,进而在两种颜色之间呈现出清晰的界线,大大提升了壳体100的外观,丰富了壳体100的视觉效果,更有利于其应用。
29.请参阅图3,为本技术一实施方式提供的壳体的俯视图,其中,壳体100具有第一颜色的第一区域11以及第二颜色的第二区域12,第一区域11和第二区域12之间的渐变区13在第一方向上的尺寸较窄,渐变区13在图3中并未示出,使得第一区域11和第二区域12之间呈现出清晰的界线,提升了壳体100的外观效果。
30.在本技术中,陶瓷基板10包括了第一区域11、第二区域12和渐变区13,第一区域11与第二区域12具有色差。可以理解的,本技术中的术语“第一”、“第二”等仅用于描述的目的,而不能理解为指示或暗示相对重要性或隐含指明所指示的技术特征的数量。本技术中可以有两个单一颜色的区域,也可以有两个以上单一颜色的区域,形成更加丰富多彩的外观效果。请参阅图4,为本技术一实施方式提供的陶瓷基板的外观示意图,其中,陶瓷基板10包括颜色a的区域i、颜色b的区域ii;请参阅图5,为图4中区域b的放大示意图,其中区域i和区域ii之间具有渐变区iii,其中图5中的直线虚线分别为颜色a的区域i、颜色b的区域ii与渐变区iii的边界线。请参阅图6,为本技术另一实施方式提供的陶瓷基板的外观示意图,其中,陶瓷基板10包括颜色a的区域i、颜色b的区域ii、颜色c的区域iv;请参阅图7,为图6中区域c的放大示意图,其中区域i和区域ii之间具有渐变区iii;请参阅图8,为图6中区域d的放大示意图,其中区域ii和区域iv之间具有渐变区v,其中图7和图8中的直线虚线分别为相邻区域之间的边界线。在本技术实施方式中,第一区域11和渐变区13邻接设置,第二区域12和渐变区13邻接设置。可以理解的,相邻接可以为围绕设置,也可以为在一侧设置。在一实施例中,陶瓷基板10包括位于渐变区13相对两侧的第一区域11和第二区域12。在另一实施例中,陶瓷基板10包括第一区域11、围绕第一区域11设置的渐变区13,以及围绕渐变区13设置的第二区域12。在又一实施例中,陶瓷基板10包括第二区域12、围绕第二区域12设置的渐变区13,以及围绕渐变区13设置的第一区域11。可以理解的,围绕可以但不限于为部分围绕、环绕等。
31.在本技术中,第一区域11呈现第一颜色,第二区域12呈现第二颜色,第一区域11与第二区域12具有色差。可以理解的,第一区域11或第二区域12可以不加着色剂,并且通过控制陶瓷材料,使其呈现无色透明状,进而使得壳体100具有部分颜色的变化,以及部分通透外观,视觉效果更加丰富。
32.在本技术实施方式中,第一区域11和第二区域12的色差值大于2。lab颜色模型是一种设备无关的颜色模型,也是一种基于生理特征的颜色模型。lab颜色模型由l、a和b三个要素组成。l用于表示亮度,取值范围是[0,100],表示从纯黑到纯白;a表示从绿色到红色的范围,取值范围是[-128,127];b表示从蓝色到黄色的范围,取值范围是[-128,127]。每种颜色具有一个lab值,两种颜色的差异(色差值)用δe表示。例如,第一种颜色的l值为l1,a值为a1,b值为b1,第二种颜色的l值为l2,a值为a2,b值为b2,则两种颜色的明度差异δl=
│
l1-l2
│
,红/绿差异δa=
│
a1-a2
│
,黄/蓝差异δb=
│
b1-b2
│
,两种颜色的色差值δe=(δl2 δa2 δb2)
1/2
。在本技术中,通过控制第一区域11和第二区域12的色差值大于2,以使得第一区域11和第二区域12的颜色能够被人眼区分,实现多种颜色的外观效果,进一步有利于
撞色效果的提升。进一步的,第一区域11和第二区域12的色差值大于4;更进一步的,第一区域11和第二区域12的色差值大于6,以产生明显的颜色差异,形成强烈的撞色效果。
[0033]
在本技术中,陶瓷基板10具有内表面和与内表面相对设置的外表面。陶瓷基板10的表面具有第一区域11、第二区域12和渐变区13。可以理解的,陶瓷基板10的内表面和外表面上具有第一区域11、第二区域12和渐变区13,也可以理解为一部分内表面属于第一区域11,一部分内表面属于第二区域12,另一部分内表面属于渐变区13;一部分外表面属于第一区域11,一部分外表面属于第二区域12,另一部分外表面属于渐变区13。在一实施例中,位于第一区域11的内表面、外表面以及陶瓷基板10内部的色差值小于1,也就是说,第一区域11均呈现第一颜色,颜色均匀分布,没有明显色差。进一步的,位于第一区域11的内表面、外表面以及陶瓷基板10内部的色差值小于0.5。在另一实施例中,位于第二区域12的内表面、外表面以及陶瓷基板10内部的色差值小于1,也就是说,第二区域12均呈现第二颜色,颜色均匀分布,没有明显色差。进一步的,位于第二区域12的内表面、外表面以及陶瓷基板10内部的色差值小于0.5。在又一实施例中,位于渐变区13的内表面上的第一检测点、位于渐变区13的外表面的第二检测点,以及位于渐变区13的陶瓷基板10内部的第三检测点的色差值小于1。进一步的,色差值小于0.5。其中,第一检测点、第二检测点和第三检测点为内表面至外表面最短距离的同一线段上的点。也就是说,渐变区13呈颜色的渐变,且表面和内部相对应位置处的颜色没有明显色差,渐变区13的颜色呈整体均匀的渐变。
[0034]
在本技术实施方式中,第一区域11包括第一着色剂。也就是说,第一区域11由于存在第一着色剂,进而使得第一区域11呈现第一颜色。第一着色剂可以包括一种颜色的着色剂,该着色剂均匀分布在第一区域11中;第一着色剂还可以包括多种不同颜色的着色剂,多种不同颜色的着色剂均匀分布在第一区域11中。在一实施例中,第一区域11中第一着色剂的质量含量为0.1%-10%。在本技术中,通过控制第一区域11中第一着色剂的质量含量为0.1%-10%,进而避免着色剂含量过高影响陶瓷基板10的机械强度以及着色剂含量过低染色不明显的问题。进一步的,第一区域11中第一着色剂的质量含量为0.5%-5%。更进一步的,第一区域11中第一着色剂的质量含量为1%-5%,加深第一区域11的色彩,同时又不会过多增加渐变区13在第一方向上的尺寸。
[0035]
在本技术实施方式中,第二区域12包括第二着色剂。也就是说,第二区域12由于存在第二着色剂,进而使得第二区域12呈现第二颜色。第二着色剂可以包括一种颜色的着色剂,该着色剂均匀分布在第二区域12中;第二着色剂还可以包括多种不同颜色的着色剂,多种不同颜色的着色剂均匀分布在第二区域12中。在一实施例中,第二区域12中第二着色剂的质量含量小于或等于10%。从而在达到第二区域12呈色的同时,又保证了第二区域12的机械性能。进一步的,第二区域12中第二着色剂的质量含量为0.1%-5%。从而,渐变区13在第一方向上的尺寸小于200μm。在另一实施例中,第二区域12中第二着色剂的质量含量为0%,即不含第二着色剂时,第二区域12呈现陶瓷材料本身的颜色。从而,渐变区13在第一方向上的尺寸小于200μm。
[0036]
在本技术实施方式中,第一着色剂为尖晶石着色剂。尖晶石结构的化学式通式为ab2o4,a为二价金属阳离子,可以但不限于为mg
2
、mn
2
、ni
2
、zn
2
、co
2
、cd
2
、cu
2
、ca
2
中的至少一种,b为三价金属阳离子,可以但不限于为fe
3
、cr
3
、mn
3
中的至少一种。在尖晶石晶体结构中,氧离子按立方紧密堆积排列,二价阳离子充填于八分之一的四面体空隙中,三价阳
离子充填于二分之一的八面体空隙中。在本技术中,采用尖晶石着色剂有利于较窄渐变区13的产生。在本技术实施方式中,第二着色剂可以为尖晶石着色剂,也可以为非尖晶石着色剂,还可以为尖晶石着色剂和非尖晶石着色剂的混合物。在一实施例中,第一着色剂和第二着色剂可以但不限于为分别选自氧化铁、氧化钴、氧化铈、氧化铯、氧化镍、氧化铋、氧化锌、氧化锰、氧化铬、氧化镨、氧化钕、氧化锶、氧化镧、氧化铒、氧化镓、氧化硅、氧化镁、氧化钙、氧化铜、氧化钒、氧化锡、氧化钛,以及具有上述阳离子的其他化合物中的至少一种。例如,具有上述阳离子的其他化合物可以但不限于为硅酸镍、钒锆黄、铬铁矿等。可以理解的,第一着色剂和第二着色剂还可以选择其他上述未列出的着色剂。第一着色剂和第二着色剂可以为同一种着色剂,但在第一陶瓷粉和第二陶瓷粉中的质量占比不同,也可以为不同颜色的着色剂,还可以为不同颜色、不同质量占比的着色剂。
[0037]
在本技术实施方式中,第一着色剂的粒径为100nm-2000nm,第二着色剂的粒径为100nm-2000nm。从而,既能够保证陶瓷基板10颜色均匀分布,并且细腻感强,视觉效果好,同时还避免了着色剂相互团聚,保证了陶瓷基板10的机械性能。第一着色剂和第二着色剂中可以包括多种不同颜色的着色剂,不同颜色的着色剂的粒径可以相同,也可以不同,并且第一着色剂和第二着色剂的粒径可以相同,也可以不同。在一实施例中,当第一着色剂包括多种不同颜色的着色剂时,第一着色剂中每一种颜色的着色剂的粒径为100nm-2000nm;当第二着色剂包括多种不同颜色的着色剂时,第二着色剂中每一种颜色的着色剂的粒径为100nm-2000nm。在本技术中,通过采用粒径为100nm-2000nm的着色剂,使得在制备壳体100的过程中,着色剂能够均匀分布在陶瓷基板10中,不发生团聚,进而保证了陶瓷基板10和壳体100的机械强度,同时可以提升壳体100颜色的均匀性和细腻感。进一步的,第一着色剂的粒径为500nm-1000nm,第二着色剂的粒径为500nm-1000nm;更进一步的,第一着色剂的粒径为600nm-900nm,第二着色剂的粒径为600nm-900nm,有利于增强着色效果和壳体100外观颜色的均匀性。
[0038]
在本技术中,沿第一方向渐变区13呈现第一颜色到第二颜色的渐变,可以理解的,沿第一方向相反的方向,渐变区13呈现第二颜色到第一颜色的渐变,同时,渐变区13在第一方向上的尺寸小于200μm。可以理解的,当渐变区13在第一方向上的尺寸较小时,无法用肉眼观测到颜色变化,此时可以但不限于借助放大镜或显微镜进行观察。通过设置上述的渐变区13,使得陶瓷基板10具有非常明显的撞色效果,提升外观表现力。进一步的,渐变区13在第一方向上的尺寸小于150μm。在本技术中,渐变区13的宽度即为渐变区13在第一方向上的最小尺寸。在一实施例中,渐变区13的宽度小于200μm;进一步的,渐变区13的宽度小于150μm。在另一实施例中,渐变区13的宽度大于或等于50μm。通过控制渐变区13在第一方向上的尺寸,丰富壳体100的视觉效果,有利于其在电子产品中的应用,提高产品的外观选择性。
[0039]
在本技术中,沿第一方向渐变区13呈现第一颜色到第二颜色的渐变。在本技术实施方式中,渐变区13包括第一着色剂和第二着色剂,渐变区13中第一着色剂的质量含量沿第一方向逐渐降低。也就是说,渐变区13中第一着色剂的质量含量沿第一方向呈降低趋势,直至第二区域12和渐变区13的交界处,第一着色剂的质量含量达到最低,甚至为零。可以理解的,当第二区域12不含第二着色剂时,此时渐变区13就不含第二着色剂,仅仅含第一着色剂。在一实施例中,渐变区13中第二着色剂的质量含量沿第一方向的反方向逐渐降低。也就
是说,渐变区13中第二着色剂的质量含量沿第一方向的反方向呈降低趋势,直至第一区域11和渐变区13的交界处,第二着色剂的质量含量达到最低,甚至为零。在另一实施例中,渐变区13中的第二着色剂的质量含量沿第一方向的反方向逐渐降低并达到零,而后在渐变区13中第二着色剂的质量含量继续沿第一方向的反方向保持为零。在本技术实施方式中,渐变区13中第一着色剂的质量含量沿第一方向呈线性降低。从而使得渐变区13中第一着色剂的含量快速改变,实现撞色效果。在本技术另一实施方式中,渐变区13中第二着色剂的质量含量沿第一方向的反方向呈线性降低。从而使得渐变区13中第二着色剂的含量快速改变,实现撞色效果。
[0040]
在本技术实施方式中,第二区域12包括氧化铝,第二区域12中氧化铝的质量含量大于或等于3%。氧化铝能够起到稳定着色剂的作用,同时还能够对着色剂的扩散起到抑制作用,有利于减小渐变区13在第一方向上的尺寸,从而得到具有较窄的渐变区13。第二区域12中氧化铝的质量含量过低,则不利于得到较窄的渐变区13。进一步的,第二区域12中氧化铝的质量含量为3%-20%。从而,氧化铝的存在既能够保证较窄渐变区13的产生,同时又不会对陶瓷基板10的性能造成影响。更进一步的,第二区域12中氧化铝的质量含量为5%-15%。在本技术另一实施方式中,第一区域11包括氧化铝,第一区域11中氧化铝的质量含量小于或等于20%。进一步的,第一区域11中氧化铝的质量含量为5%-15%。更进一步的,第一区域11中氧化铝的质量含量为6%-10%。从而有利于减小渐变区13在第一方向上的尺寸,从而得到具有较窄的渐变区13。
[0041]
在本技术实施方式中,氧化铝的粒径为100nm-2000nm。通过采用粒径为100nm-2000nm的氧化铝,既能够保证氧化铝在陶瓷基板10中的均匀分布,进而使得陶瓷基板10和壳体100的机械性能优异,同时不易发生团聚,能够更好地分布在着色剂的周围,能够充分对着色剂的扩散起到阻碍作用,更有利于较窄渐变区13的产生。进一步的,氧化铝的粒径为500nm-1600nm。更进一步的,氧化铝的粒径为600nm-1000nm。具体的,氧化铝的粒径可以但不限于为100nm、300nm、500nm、800nm、1200nm、1500nm或1700nm。
[0042]
在本技术实施方式中,陶瓷基板10为氧化锆基陶瓷。也就是说,陶瓷基板10的材质主要为氧化锆,氧化锆基陶瓷具有优异的韧性、强度和硬度,提高了陶瓷基板10和壳体100的力学性能和耐性,有利于其应用。在本技术一实施例中,陶瓷基板10的材质包括氧化锆、稳定剂、第一着色剂和第二着色剂。具体的,稳定剂可以但不限于包括氧化钇、氧化铪、氧化镧、氧化铈、氧化钪、氧化钙、氧化镁、氧化镱和氧化钽中的至少一种。在本技术中,通过加入稳定剂,有利于在最终制得的陶瓷基板10中形成具有稳定、致密的氧化锆晶相,以提高壳体100的性能。可选的,陶瓷基板10中稳定剂的质量含量为3%-10%。进一步的,陶瓷基板10中稳定剂的质量含量为4%-6%。在一具体实施例中,陶瓷基板10中稳定剂为氧化钇和氧化铪。氧化钇保证陶瓷基板10具有较高含量的四方相,并且使得陶瓷基板10具有较好的稳定性,防止陶瓷基板10在烧结和加工过程中的开裂,氧化铪为氧化锆的伴生物,两者具有相似的物理化学性质,对陶瓷基板10起到稳定作用。在另一具体实施例中,陶瓷基板10中四方相氧化锆占氧化锆质量的70%以上。
[0043]
抗弯强度是指陶瓷基板10抵抗弯曲不断裂的能力。一般采用三点抗弯测试或四点测试方法评测。本技术中通过采用gb/t 6569-2006《精细陶瓷弯曲强度试验方法》对陶瓷基板10进行三点抗弯强度的检测。在本技术实施方式中,陶瓷基板10的抗弯强度大于800mpa。
进一步的,陶瓷基板10的抗弯强度大于900mpa。本技术陶瓷基板10的抗弯强度优异,进而保证了壳体100的抗弯强度,使其具有更好地应用前景。
[0044]
断裂韧性是陶瓷基板10中有裂纹或类裂纹缺陷情形下发生以其为起点的不再随着载荷增加而快速断裂,即发生所谓不稳定断裂时,材料显示的阻抗值。断裂韧性表征材料阻止裂纹扩展的能力,是度量材料的韧性好坏的一个定量指标。本技术中通过采用gb/t 23806-2009《精细陶瓷断裂韧性试验方法单边预裂纹梁(sepb)法》中的三点弯曲对陶瓷基板10的断裂韧性进行检测。在本技术实施方式中,陶瓷基板10的断裂韧性大于7mpa
·m1/2
。进一步的,陶瓷基板10的断裂韧性大于7.5mpa
·m1/2
。本技术陶瓷基板10的断裂韧性佳,抗脆断能力优异,保证了壳体100具有优异的性能。
[0045]
硬度表征了陶瓷基板10抵抗硬物压入其表面的能力。维氏硬度值的标准格式为xhvy,hv前面的数值x为硬度值,后面的数值y为试验力。通过维氏硬度计对陶瓷基板10进行检测。在本技术实施方式中,陶瓷基板10的维氏硬度大于500hv0.1。进一步的,陶瓷基板10的维氏硬度大于600hv0.1。本技术陶瓷基板10的硬度高,抗形变能力佳。
[0046]
在本技术实施方式中,陶瓷基板10的表面粗糙度小于0.01μm。通过提供表面粗糙度小的陶瓷基板10,进而有利于增强其表面光滑性能。在本技术实施方式中,壳体100的表面粗糙度小于0.01μm,有利于其在电子设备中的应用。
[0047]
本技术通过采用gb/t 25995-2010《精细陶瓷密度和显气孔率试验方法》对陶瓷基板10的气孔率进行检测。在本技术实施方式中,陶瓷基板10的气孔率小于1%。即陶瓷基板10的致密度大于99%。陶瓷基板10的低气孔率保证了陶瓷基板10内部的结合强度,有利于壳体100机械性能的提升。
[0048]
请参阅图9,为本技术一实施方式提供的壳体的制备方法流程图,该制备方法制备上述任一实施例的壳体100,包括:
[0049]
操作101:提供第一陶瓷浆料,第一陶瓷浆料包括第一陶瓷粉,第一陶瓷粉包括第一着色剂,第一着色剂为尖晶石着色剂,第一陶瓷粉中第一着色剂的质量含量为0.1%-10%。
[0050]
操作102:提供第二陶瓷浆料,第二陶瓷浆料包括第二陶瓷粉,第二陶瓷粉包括氧化铝,第二陶瓷粉中氧化铝的质量含量大于或等于3%。
[0051]
操作103:将第一陶瓷浆料和第二陶瓷浆料制成陶瓷基板生坯,其中,陶瓷基板生坯包括拼接的第一陶瓷生坯和第二陶瓷生坯,第一陶瓷生坯通过第一陶瓷浆料制成,第二陶瓷生坯通过第二陶瓷浆料制成,第一陶瓷生坯和第二陶瓷生坯具有色差。
[0052]
操作104:陶瓷基板生坯排胶、烧结后得到陶瓷基板,制得壳体。
[0053]
在本技术中,陶瓷基板生坯中具有多个不同颜色的陶瓷生坯,相邻的第一陶瓷生坯和第二陶瓷生坯在烧结过程中,陶瓷生坯中的着色剂会发生扩散,在拼接面附近发生颜色的混合,形成区别于第一颜色和第二颜色的色彩。本技术通过控制第一着色剂的含量和类型,以及第二陶瓷粉的组成,从而使得陶瓷生坯组件中的着色剂在烧结过程扩散距离小,进而能够形成较窄且清晰的、近乎线状的渐变区13。
[0054]
可以理解的,陶瓷基板10包括第一区域11、第二区域12以及位于第一区域11和第二区域12之间的渐变区13;第一区域11呈现第一颜色,第二区域12呈现第二颜色,第一区域11与第二区域12具有色差;第一区域11至第二区域12的方向为第一方向,沿第一方向渐变
区13呈现第一颜色到第二颜色的渐变,渐变区13在第一方向上的尺寸小于200μm。其中,烧结后的第一陶瓷生坯形成了第一区域11和部分的渐变区13,烧结后的第二陶瓷生坯形成了第二区域12和部分的渐变区13。也就是说,陶瓷基板10包括邻接设置的第一陶瓷和第二陶瓷,第一陶瓷具有第一区域11,第二陶瓷具有第二区域12,第一区域11和第二区域12之间具有渐变区13,渐变区13位于部分的第一陶瓷和部分的第二陶瓷中。在本技术的陶瓷基板10中,第一区域11和渐变区13之间无拼接缝,第二区域12和渐变区13之间无拼接缝,渐变区13中存在拼接缝。也就是说,虽然在最终成型的陶瓷基板10上具有第一区域11和渐变区13的边界线或边界面以及第二区域12和渐变区13的边界线或边界面,但并不是拼接缝。
[0055]
在操作101中,通过控制第一陶瓷粉中第一着色剂的质量含量为0.1%-10%,且第一着色剂为尖晶石着色剂。第一着色剂含量过高时,不利于第一陶瓷坯体的机械性能,同时会影响烧结温度的选择,进而无法保证陶瓷生坯在烧结时的收缩率相近,并且第一着色剂扩散范围较宽,不利于较窄渐变区13的产生;第一着色剂含量过低,则无法使第一陶瓷生坯呈现明显的颜色,从而不利于撞色效果的呈现。因此,本技术通过采用上述含量的第一着色剂既可以使得壳体100呈现较窄且线条明显的渐变区13,又同时保证了壳体100的性能。尖晶石着色剂具有优异的结构稳定性和高温稳定性,在烧结过程中,尖晶石着色剂热扩散缓慢,有利于使渐变区13在第一方向上的尺寸小于200μm。进一步的,第一陶瓷粉中第一着色剂的质量含量为0.5%-8%。更进一步的,第一陶瓷粉中第一着色剂的质量含量为1%-5%。具体的,第一陶瓷粉中第一着色剂的质量含量可以但不限于为0.1%、0.5%、1%、3%、5%、7%或9%。从而,可以进一步降低渐变区13在第一方向上的尺寸,使得在最终壳体100上形成近似为边界线的渐变区13,使得其外观呈现明显的撞色效果。
[0056]
在本技术实施方式中,第一陶瓷粉包括氧化锆、稳定剂和第一着色剂。在一实施例中,按质量百分比计,第一陶瓷粉中稳定剂占3%-10%,第一着色剂占0.1%-10%,余量为氧化锆。在一具体实施例中,稳定剂可以但不限于为氧化钇和氧化铪,按质量百分比计,第一陶瓷粉中氧化钇占3%-6%,氧化铪占1%-4%。在本技术中,稳定剂的存在对渐变区13的尺寸没有影响。在本技术另一实施方式中,第一陶瓷粉包括氧化锆、稳定剂、氧化铝和第一着色剂。在本技术中,氧化铝能够对着色剂的扩散起到阻碍作用,并且在高温条件下,部分氧化铝可以进入尖晶石结构中,进一步提高尖晶石着色剂的稳定性,进一步减小着色剂扩散速度;还有部分氧化铝均匀分散在着色剂周围,对着色剂起到钉扎作用,进一步抑制着色剂的扩散,从而有利于较窄渐变区13的形成,提高第一区域11和第二区域12之间撞色线条的清晰度。在本技术实施方式中,第一陶瓷粉中氧化铝的质量含量小于或等于20%。从而既能够对着色剂的扩散起到阻碍作用,同时又不会影响陶瓷基板10和壳体100的性能,有利于得到极窄的渐变区13。进一步的,第一陶瓷粉中氧化铝的质量含量为3%-20%。更进一步的,第一陶瓷粉中氧化铝的质量含量为5%-10%。具体的,第一陶瓷粉中氧化铝的质量含量可以但不限于为2%、5%、7%、9%、12%、15%或18%。在一实施例中,按质量百分比计,第一陶瓷粉中稳定剂占3%-10%,氧化铝占20%以下,第一着色剂占0.1%-10%,余量为氧化锆。
[0057]
在本技术实施方式中,第一陶瓷浆料包括第一陶瓷粉和第一有机助剂。第一陶瓷粉能够均匀分散在第一有机助剂中,从而形成第一陶瓷浆料。在一实施例中,第一有机助剂与第一陶瓷粉的质量比为(0.01-0.2):1。进一步的,第一有机助剂与第一陶瓷粉的质量比
为(0.05-0.18):1。在后续排胶、烧结过程中,第一有机助剂经分解或挥发完全排出。在一实施例中,第一有机助剂包括粘结剂。具体的,粘结剂可以但不限于包括聚甲基丙烯酸甲酯、聚乙烯醇缩丁醛、聚乙烯和聚乙二醇中的至少一种。通过设置粘结剂,使得第一陶瓷粉体中的各个组分能够均匀分散在第一有机助剂中,且各个组分之间通过粘结剂作用,增强第一陶瓷生坯的强度。在另一实施例中,第一有机助剂可以但不限于包括粘结剂、有机溶剂、塑化剂、分散剂、消泡剂和润滑剂中的至少一种。具体的,有机溶剂可以但不限于包括无水乙醇、甲苯和乙二醇中的至少一种,塑化剂可以但不限于包括邻苯二甲基二丁酯、邻苯二甲酸二辛酯和邻苯二甲酸丁苄酯中的至少一种,分散剂可以但不限于为三乙醇胺,消泡剂可以但不限于为二甲基硅氧烷,润滑剂可以但不限于为硬脂酸和石蜡中的至少一种。在本技术中,当第一有机助剂含有多种组分时,各组分的比例可以根据后续制备工艺的需要进行选择,并且第一有机助剂中组分的种类可以根据需要进行添加。
[0058]
在操作102中,氧化铝能够对着色剂的扩散起到阻碍作用,并且在高温条件下,部分氧化铝可以进入尖晶石结构中,进一步提高尖晶石着色剂的稳定性,进一步减小着色剂扩散速度;还有部分氧化铝均匀分散在着色剂周围,对着色剂起到钉扎作用,进一步抑制着色剂的扩散,从而有利于较窄渐变区13的形成,提高第一区域11和第二区域12之间撞色线条的清晰度。通过控制第二陶瓷粉中氧化铝的质量含量在3%以上,从而保证了氧化铝在烧结对着色剂的阻碍作用,从而可以形成在第一方向上的尺寸小于200μm的渐变区13。在本技术实施方式中,第二陶瓷粉中氧化铝的质量含量为3%-20%。从而,在保证较窄渐变区13形成的同时,又降低了加工难度,还保证了陶瓷基板10和壳体100较高的机械强度。进一步的,第二陶瓷粉中氧化铝的质量含量为5%-10%。具体的,第二陶瓷粉中氧化铝的质量含量可以但不限于为2%、5%、7%、9%、12%、15%或18%。
[0059]
在本技术实施方式中,第二陶瓷粉还包括第二着色剂。在一实施例中,第二陶瓷粉中第二着色剂的质量含量小于或等于10%。从而能够使得后续制得的第二陶瓷生坯呈现明显的色彩,并且在烧结过程中,使得陶瓷生坯之间的收缩率相差不大,避免对陶瓷基板10和壳体100的性能产生不良影响。进一步的,第二陶瓷粉中第二着色剂的质量含量为0.5%-8%。更进一步的,第二陶瓷粉中第二着色剂的质量含量为1%-5%。在本技术一实施方式中,第二着色剂可以为尖晶石着色剂、非尖晶石着色剂或两者的混合。在本技术另一实施方式中,第二陶瓷粉不含着色剂。在一具体实施例中,第二着色剂包括尖晶石着色剂,或不含第二着色剂,此时,有利于更窄渐变区13的产生,以及更加清晰的撞色线条的呈现。在本技术实施方式中,第一着色剂和第二着色剂的差值大于2%。进一步的,第一着色剂和第二着色剂的差值大于4%,进一步提高撞色效果。可以理解的,通过控制第一着色剂和第二着色剂的含量、颜色,进而使得后续制得的第一陶瓷生坯和第二陶瓷生坯具有色差。在本技术实施方式中,第一着色剂和第二着色剂的热扩散低于烧结温度。在一实施例中,第一着色剂和第二着色剂的原子扩散温度低于烧结温度,从而使得在烧结过程中可以出现渐变区13。
[0060]
在本技术实施方式中,第二陶瓷粉包括氧化锆、氧化铝、稳定剂和第二着色剂。在一实施例中,按质量百分比计,第二陶瓷粉中稳定剂占3%-10%,氧化铝占3%以上,第二着色剂占10%以下,余量为氧化锆。在另一实施例中,按质量百分比计,第二陶瓷粉中稳定剂占3%-10%,氧化铝占3%-20%,第二着色剂占0.1%-10%,余量为氧化锆。在一具体实施例中,稳定剂可以但不限于为氧化钇和氧化铪,按质量百分比计,第二陶瓷粉中氧化钇占
3%-6%,氧化铪占1%-4%。
[0061]
在本技术实施方式中,第二陶瓷浆料包括第二陶瓷粉和第二有机助剂。第二陶瓷粉能够均匀分散在第二有机助剂中,从而形成第二陶瓷浆料。在一实施例中,第二有机助剂与第二陶瓷粉的质量比为(0.01-0.2):1。进一步的,第二有机助剂与第二陶瓷粉的质量比为(0.05-0.18):1。在后续排胶、烧结过程中,第二有机助剂经分解或挥发完全排出。在一实施例中,第二有机助剂包括粘结剂。通过设置粘结剂,使得第二陶瓷粉体中的各个组分能够均匀分散在第二有机助剂中,且各个组分之间通过粘结剂作用,增强第二陶瓷生坯的强度。在另一实施例中,第二有机助剂可以但不限于包括粘结剂、有机溶剂、塑化剂、分散剂、消泡剂和润滑剂中的至少一种。在本技术中,第二有机助剂中各组分的选择可以参考上述第一有机溶剂各组分的选择,且第一有机助剂和第二有机助剂的组分及各组分的比例可以相同,也可以不同,对此不作限定;当第二有机助剂含有多种组分时,各组分的比例可以根据后续制备工艺的需要进行选择,并且第二有机助剂中组分的种类可以根据需要进行添加。
[0062]
在操作103中,将第一陶瓷浆料和第二陶瓷浆料制成陶瓷基板生坯,包括:采用干压成型、流延成型和注塑成型中的至少一种,将第一陶瓷浆料和第二陶瓷浆料制成陶瓷基板生坯。在本技术中,第一陶瓷生坯呈现第一颜色,第二陶瓷生坯呈现第二颜色。
[0063]
在本技术一实施方式中,采用干压成型的方式,将第一陶瓷浆料和第二陶瓷浆料制成陶瓷基板生坯。在一实施例中,在干压成型之前,还包括将第一陶瓷浆料和第二陶瓷浆料进行喷雾干燥,分别制得第一陶瓷粉料和第二陶瓷粉料。具体的,第一陶瓷粉料和第二陶瓷粉料的粒径可以但不限于为50μm-100μm,有利于干压成型过程中陶瓷基板生坯内部的紧密结合。在另一实施例中,通过预压,将第一陶瓷粉料制成第一陶瓷生坯,第二陶瓷粉料制成第二陶瓷生坯;在将第一陶瓷生坯和第二陶瓷生坯拼接后经压合成型陶瓷基板生坯。具体的,预压可以但不限于为在5mpa-20mpa下处理10s-150s,压合可以但不限于为在50mpa-200mpa下处理5s-150s,进而制得具有高强度的陶瓷基板生坯,有利于陶瓷基板10和壳体100机械性能的提升。
[0064]
在本技术另一实施方式中,采用流延成型的方式,将第一陶瓷浆料和第二陶瓷浆料制成陶瓷基板生坯。在一实施例中,在流延成型之前,还包括对第一陶瓷浆料和第二陶瓷浆料进行球磨,更有利于后续流延工艺的进行。在另一实施例中,第一陶瓷浆料和第二陶瓷浆料的粘度小于2200cps。进一步的,第一陶瓷浆料和第二陶瓷浆料的粘度为500cps-2000cps。从而,可以更好地进行流延成型,并能够更好地的控制成型的陶瓷生坯的尺寸。具体的,流延成型可以但不限于为在流延带速为0.4m/min-1m/min,流延干燥区域温度为70℃~100℃,制得厚度为0.5mm-1.2mm的第一陶瓷坯体和/或第二陶瓷生坯。
[0065]
在本技术又一实施方式中,采用注塑成型的方式,将第一陶瓷浆料和第二陶瓷浆料制成陶瓷基板生坯。在一实施例中,在注塑成型之前,还包括对第一陶瓷浆料和第二陶瓷浆料进行球磨,更有利于注塑的进行。在另一实施例中,将第一陶瓷浆料和第二陶瓷浆料注入注塑机中,经注塑成型陶瓷基板生坯。具体的,注射温度可以但不限于为150℃-200℃,注射压力可以但不限于为70mpa-100mpa,有利于成型陶瓷基板生坯。
[0066]
在本技术实施方式中,第一陶瓷生坯和第二陶瓷生坯的密度差小于0.08g/cm3。从而保证在后续烧结过程中,第一陶瓷生坯和第二陶瓷生坯的收缩率相差不大,保证陶瓷基板10和壳体100的生产良率。
[0067]
在本技术中,第一陶瓷生坯和第二陶瓷生坯可以左右拼接,还可以上下拼接,还可以一个围绕另一个设置,具体的位置关系可以根据实际需要进行选择。同时,上述左右拼接、上下拼接均为在实际使用中第一陶瓷生坯和第二陶瓷生坯的相对位置关系,仅仅是为了描述示例性的第一陶瓷生坯和第二陶瓷生坯的设置方式。在本技术中,通过上述的成型方式,可以制得不同形状的陶瓷基板生坯,例如可以但不限于为平面状的、立体状的、有弧度的、不等厚度的陶瓷基板生坯,也可以为圆形、半圆形、椭圆形、三角形、正方形、长方形、不规则多边形的陶瓷基板生坯,以提高壳体100的选择多样性。
[0068]
请参阅图10,为本技术一实施方式提供的陶瓷基板生坯的结构示意图,其中,图10中(a)-(i)为多种不同拼接方式的陶瓷基板生坯的结构示意图,a为呈现颜色a的陶瓷生坯,b为呈现颜色b的陶瓷生坯,c为呈现颜色c的陶瓷生坯。可以理解的,陶瓷基板生坯可以但不限于通过两种、三种、或三种以上陶瓷生坯组成。通过将多个陶瓷生坯进行拼接,且相邻陶瓷生坯颜色不同,形成陶瓷基板生坯,进而提高壳体100的产品多样性。可以理解的,图10为示例性的拼接方式示意图,在实际制备中,陶瓷生坯可以但不限于为正方形、长方形、圆形、椭圆形、半圆形、不规则形状等,同时,可以将两个、三个、或三个以上的陶瓷生坯拼接在一起,具体的可以根据实际需要进行选择。
[0069]
在操作104中,排胶包括在300℃-500℃处理12h-24h;烧结包括在1300℃-1500℃处理2h-4h。具体的,排胶的温度可以但不限于300℃、320℃、350℃、370℃、410℃、450℃、480℃或500℃,排胶的时间可以但不限于为12h、14h、15h、17h、19h、20h、22h或24h,保证在排胶过程中,陶瓷基板生坯不会发生开裂;烧结的温度可以但不限于1300℃、1350℃、1370℃、1400℃、1450℃、1460℃或1500℃,烧结的时间可以但不限于为2h、2.5h、3h、3.5h或4h,保证陶瓷基板生坯内部结合强度和致密性的提高。通过排胶和烧结,使得陶瓷基板生坯中的有机成分,如第一有机助剂、第二有机助剂等排出,同时增强陶瓷基板生坯内部的致密性和结合强度,并且在此过程中,第一着色剂和第二着色剂发生扩散,形成渐变区13,得到外观效果丰富的壳体100。在一实施例中,第一着色剂和第二着色剂的热扩散温度低于烧结温度。可选的,第一着色剂和第二着色剂的热扩散温度低于1300℃;进一步的,第一着色剂和第二着色剂的热扩散温度低于1200℃。从而,保证较宽尺寸渐变区13的产生。在另一实施例中,陶瓷基板10的气孔率小于1%,增强了整体的机械性能。在又一实施例中,经烧结后,第一陶瓷生坯和第二陶瓷生坯的结合强度大于800mpa。进一步的,第一陶瓷生坯和第二陶瓷生坯的结合强度大于900mpa。从而,提升了陶瓷基板10的内部结合强度,使其不易发生开裂现象。在本技术中,通过采用gb/t6569-2006《精细陶瓷弯曲强度试验方法》对陶瓷基板10中的第一陶瓷生坯和第二陶瓷生坯的结合强度进行检测。
[0070]
在本技术一实施方式中,对烧结后的陶瓷基板10的表面进行打磨处理。在一实施例中,打磨深度大于0.05mm。从而,保证陶瓷表面与内部颜色保持一致。进一步的,对陶瓷基板10的表面进行粗加工和精加工,降低表面粗糙度,更有利于其应用。在一具体实施例中,烧结后制得的陶瓷基板10的表面粗糙度烧结后小于10.0μm,经打磨处理后的陶瓷基板10的表面粗糙度烧结后小于1.0μm,经粗加工后的陶瓷基板10的表面粗糙度烧结后小于0.1μm,经精加工后的陶瓷基板10的表面粗糙度烧结后小于0.01μm,得到具有优异的光滑性的壳体100,可以用于后盖、边框、按键、装饰件等,提高产品的外观效果。
[0071]
在本技术提供的壳体100的制备方法操作简单,易于大规模生产,可以制得具有丰
富外观效果的壳体100,有利于其应用。
[0072]
本技术还提供了一种电子设备,包括上述任一实施例的壳体100。可以理解的,电子设备可以但不限于为手机、平板电脑、笔记本电脑、手表、mp3、mp4、gps导航仪、数码相机等。在本技术一实施方式中,电子设备包括壳体和主板,壳体包括上述任一实施例的壳体100。该壳体100可以赋予电子设备多种颜色的外观,同时撞色效果明显,且相邻不同颜色区域之间具有清晰的撞色线条,提升了电子设备的表现力。
[0073]
实施例
[0074]
按质量百分比称取4%(co
0.7
zn
0.3
)(fe
0.7
al
0.3
)2o4着色剂、7%氧化铝、2%氧化铪、5%氧化钇以及余量的氧化锆,并将其与粘结剂混合,经干压成型后得到陶瓷生坯a-1。
[0075]
按质量百分比称取9%(co
0.7
zn
0.3
)(fe
0.7
al
0.3
)2o4着色剂、7%氧化铝、2%氧化铪、5%氧化钇以及余量的氧化锆,并将其与粘结剂、分散剂和润滑剂混合,经干压成型后得到陶瓷生坯a-2。
[0076]
按质量百分比称取15%(co
0.7
zn
0.3
)(fe
0.7
al
0.3
)2o4着色剂、7%氧化铝、2%氧化铪、5%氧化钇以及余量的氧化锆,并将其与有机助剂混合,经干压成型后得到陶瓷生坯a-3。
[0077]
按质量百分比称取4%(co
0.7
zn
0.3
)(fe
0.7
al
0.3
)2o4着色剂、2%氧化铪、5%氧化钇以及余量的氧化锆,并将其与有机助剂混合,经干压成型后得到陶瓷生坯a-4。
[0078]
按质量百分比称取4%(co
0.7
zn
0.3
)(fe
0.7
al
0.3
)2o4着色剂、3%氧化铝、2%氧化铪、5%氧化钇以及余量的氧化锆,并将其与有机助剂混合,经干压成型后得到陶瓷生坯a-5。
[0079]
按质量百分比称取4%(co
0.7
zn
0.3
)(fe
0.7
al
0.3
)2o4着色剂、7%氧化铝、2%氧化铪、5%氧化钇以及余量的氧化锆,并将其与有机助剂混合,经干压成型后得到陶瓷生坯a-6。
[0080]
按质量百分比称取4%(co
0.7
zn
0.3
)(fe
0.7
al
0.3
)2o4着色剂、7%氧化铝、2%氧化铪、5%氧化钇以及余量的氧化锆,并将其与有机助剂混合,经干压成型后得到陶瓷生坯a-7。
[0081]
按质量百分比称取4%(co
0.7
zn
0.3
)(fe
0.7
al
0.3
)2o4着色剂、7%氧化铝、2%氧化铪、5%氧化钇以及余量的氧化锆,并将其与有机助剂混合,经干压成型后得到陶瓷生坯a-8。
[0082]
按质量百分比称取4%(co
0.7
zn
0.3
)(fe
0.7
al
0.3
)2o4着色剂、7%氧化铝、2%氧化铪、5%氧化钇以及余量的氧化锆,并将其与有机助剂混合,经干压成型后得到陶瓷生坯a-9。
[0083]
按质量百分比称取4%cr2o3着色剂、2%氧化铝、2%氧化铪、5%氧化钇以及余量的氧化锆,并将其与有机助剂混合,经干压成型后得到陶瓷生坯b-1。
[0084]
按质量百分比称取4%cr2o3着色剂、7%氧化铝、2%氧化铪、5%氧化钇以及余量的氧化锆,并将其与有机助剂混合,经干压成型后得到陶瓷生坯b-2。
[0085]
按质量百分比称取2%氧化铝、2%氧化铪、5%氧化钇以及余量的氧化锆,并将其与有机助剂混合,经干压成型后得到陶瓷生坯c-1。
[0086]
按质量百分比称取7%氧化铝、2%氧化铪、5%氧化钇以及余量的氧化锆,并将其与有机助剂混合,经干压成型后得到陶瓷生坯c-2。
[0087]
按质量百分比称取25%氧化铝、2%氧化铪、5%氧化钇以及余量的氧化锆,并将其与有机助剂混合,经干压成型后得到陶瓷生坯c-3。
[0088]
按质量百分比称取2%coal2o4着色剂、2%cr2o3着色剂、2%氧化铝、2%氧化铪、5%氧化钇以及余量的氧化锆,并将其与粘结剂混合,经干压成型后得到陶瓷生坯d-1。
[0089]
按质量百分比称取2%coal2o4着色剂、2%cr2o3着色剂、7%氧化铝、2%氧化铪、
5%氧化钇以及余量的氧化锆,并将其与粘结剂、分散剂和润滑剂混合,经干压成型后得到陶瓷生坯d-2。
[0090]
其中,上述(co
0.7
zn
0.3
)(fe
0.7
al
0.3
)2o4着色剂、coal2o4着色剂为尖晶石着色剂,cr2o3着色剂为非尖晶石着色剂;上述陶瓷生坯a-6中着色剂粒径为50nm,陶瓷生坯a-7中着色剂粒径为2500nm,其余(co
0.7
zn
0.3
)(fe
0.7
al
0.3
)2o4着色剂粒径均为800nm;cr2o3着色剂粒径为600nm;上述陶瓷生坯a-8中氧化铝粒径为60nm,陶瓷生坯a-9中氧化铝粒径为2200nm,其余陶瓷生中氧化铝粒径均为300nm。
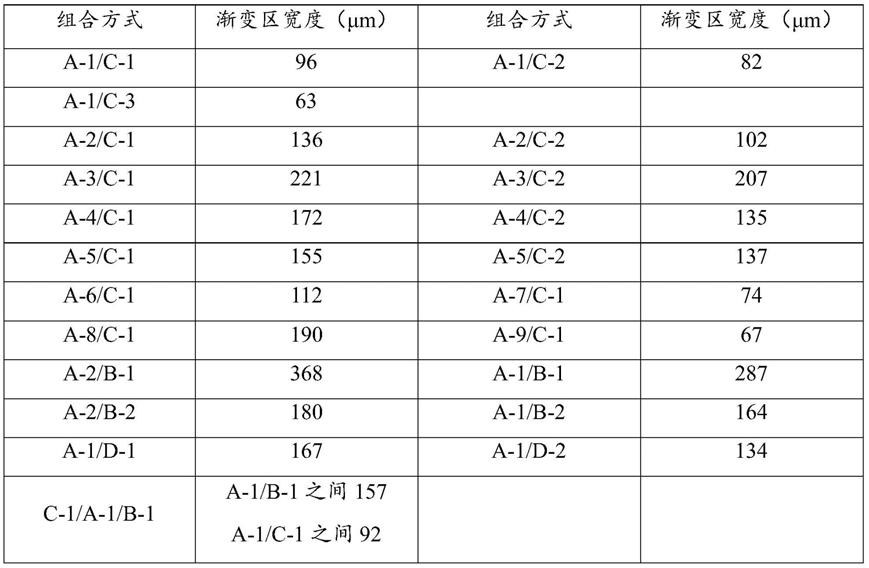
[0091]
将上述制得的陶瓷生坯按表1所示的组合方式拼接在一起,形成陶瓷基板生坯。陶瓷基板生坯在400℃处理15h后,再在1400℃处理4h,得到陶瓷基板,制得壳体。对制得的壳体进行渐变区宽度的测量,结果如表1所示。其中,渐变区宽度的测量方式为:将其置于光学显微镜下,放大至合适倍数后,确定渐变区与第一区域和第二区域的边界线,对两个边界线之间的距离进行测量,每个边界线上测量三个不同的位置进行测量后计算平均值即可。
[0092]
同时还对制得的a-1/c-1在电子扫描显微镜下检测,结果如图11所示,标尺为1μm,黑色点为其中的氧化铝。
[0093]
表1渐变区宽度
[0094][0095]
通过本技术实施例的结果能够看出,陶瓷生坯a-3中着色剂含量超过了10%,陶瓷生坯中b-1的氧化铝含量低于3%,进而使得a-3/c-1、a-3/c-2、a-1/b-1、a-2/b-1的渐变区宽度大于200μm,无法到达较窄且界限清晰的渐变区。陶瓷生坯c-1、c-2、c-3中的氧化铝含量依次增加,进而使得a-1/c-1、a-1/c-2、a-1/c-3中渐变区的宽度逐渐降低,a-1/c-3的机械性能略有降低。相较于a-6/c-1,a-1/c-1中着色剂不容易团聚,同时制得的壳体机械性能较佳。相较于a-7/c-1,a-1/c-1的外观细腻感更强。相较于a-8/c-1,a-1/c-1的渐变区宽度更窄,撞色效果更明显,渐变区的线条更加清晰。相较于a-9/c-1,a-1/c-1的颜色分布均匀,同时制得的壳体机械性能较佳。
[0096]
对a-1/c-1的机械性能进行检查,发现a-1/c-1的抗弯强度为850mpa,断裂韧性大于7mpa
·m1/2
,维氏硬度为600hv0.1,气孔率小于1%,经加工处理后,表面粗糙度小于0.01μm;同时,a-1/c-1的电镜图中可以看出,氧化铝均匀分散其中,从而在制备过程中对着色剂的扩散起到阻隔的作用,有利于界限清晰且宽度较小的渐变区的产生。
[0097]
以上对本技术实施方式所提供的内容进行了详细介绍,本文对本技术的原理及实施方式进行了阐述与说明,以上说明只是用于帮助理解本技术的方法及其核心思想;同时,对于本领域的一般技术人员,依据本技术的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本技术的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。