一种基于zn箔中间层的三元层状陶瓷钛硅碳及其固溶体与铁素体不锈钢的扩散连接方法
技术领域
1.本发明属于陶瓷连接与固体氧化物燃料电池连接体技术领域,具体涉及一种基于zn箔中间层的三元层状陶瓷钛硅碳及其固溶体与铁素体不锈钢的扩散连接方法。
背景技术:
2.固体氧化物燃料电池(solid oxide fuel cell,sofc)属于第三代燃料电池,是一种在中、高温下直接将储存在燃料和氧化剂中的化学能高效、环境友好地转化成电能的全固态化学发电装置。连接体是板式固体氧化物燃料电池sofc电堆的关键部件之一,其作用是电连接电池单体,分隔并分配阳极的燃气和阴极的氧化气。
3.钛硅化碳(ti3sic2)是一种新型的三元层状可加工陶瓷材料,是max相陶瓷家族中的一员,其中,m指的是过渡金属,a指主族金属,x指c或者n元素。ti3sic2综合了陶瓷和金属的诸多优点,如低密度、高模量、高强度、高导热率和良好的抗氧化性及易加工等特点。因而ti3sic2陶瓷在航空、航天、核工业和电子信息等高技术领域有广泛的应用前景,是一种新型结构功能一体化材料,尤其非常适合做固体氧化物燃料电池的连接体材料。特别的是,对ti3sic2进行掺杂优化的(ti,m)3sic2(m=nb,w,ta,v)材料在sofc服役环境下,氧化生成(ti,m)o2和非晶sio2均匀混合单层氧化膜,导电性和抗氧化性均比相同厚度cr2o3的高。同时,(ti,m)3sic2具有优异的导电导热性,高强度和高抗蠕变性能和合适的热膨胀系数,是一种极具潜力的sofc连接体用材料。但是,ti3sic2及其固溶体材料成品率低,加工和制造成本高,合成大尺寸或形状复杂的块体材料或构件还存在一定的困难,限制了ti3sic2的大规模应用。
4.含cr的铁素体不锈钢由于价格低、具有优良的耐腐蚀性能、抗氧化性与氧化膜导电性、热膨胀系数与其他部件相近等优点,成为连接体材料应用与研究的重点。这类合金是靠表面形成导电性较好的致密cr2o3层保护基体。但是在sofc(600~800℃)长期运行中,在阴极侧cr2o3易于形成cr
6
挥发物(cr2o3,或者cro2(oh)2),会降低阴极材料的活性,导致阴极中毒,加快电堆失效进程。因此,解决合金连接体cr挥发对阴极的毒害是维持sofc电堆长期稳定工作的重要保障。
5.针对cr挥发问题,目前国内外的解决方法主要有两种,一是开发新型低cr合金,使合金氧化后表面生成双层结构氧化膜,外层是非cr2o3层,内层是连续的cr2o3层,外层致密的非cr2o3层在一定程度上能起到阻挡cr的化合物挥发的作用,但挥发问题仍然存在,连接体长期性能仍需要进一步改进。另外一种方案是在合金表面制备防护涂层,但是涂层长期稳定性有待考察。
技术实现要素:
6.本发明的目的在于解决现有技术中存在的上述问题,提出了一种基于zn箔中间层的三元层状陶瓷钛硅碳及其固溶体与铁素体不锈钢的扩散连接方法,将ti3sic2陶瓷与铁素
体不锈钢进行焊接,ti3sic2陶瓷或其固溶体置于阴极侧,解决铬挥发的问题,铁素体不锈钢置于阳极侧,减少ti3sic2陶瓷的使用数量,进而减少制备和加工费用,最后达到提供一种低成本、制造形状复杂、且具有优异性能的固体氧化物燃料电池连接体材料,应用到固体氧化物燃料电池连接体领域;同时,该焊接连接技术可以提高陶瓷结构的可靠性,并可用于破损陶瓷件的修复。因此,其不仅具有很高的理论意义,而且还具有十分重要的实用价值。
7.本发明的技术方案是:
8.一种基于zn箔中间层的三元层状陶瓷钛硅碳及其固溶体与铁素体不锈钢的扩散连接方法,所述方法包括如下具体步骤:
9.步骤一:将三元层状陶瓷与铁素体不锈钢的待连接样品(10*10*2mm3块体)表面分别用400#、600#、800#、1000#、1200#、1500#、2000#金相砂纸逐级磨光,再用金刚石研磨膏抛光;zn箔超声清洗、吹干后待用;
10.步骤二:将步骤一处理后的样品10*10mm2平面按照三元层状陶瓷/zn箔/铁素体不锈钢顺序排列,然后在三元层状陶瓷和铁素体不锈钢10*2mm2侧面焊接铂丝,将焊接铂丝的样品置于热模拟试验机真空仓内,等腔体真空度为5
×
10-3
pa时开始加热,设定升温速率为10℃/min,升温至800~1200℃,压力为2~20mpa,升压速率为1mpa/min,保温时间为15~150min,对样品进行扩散连接;所焊接上的铂丝作为控温铂丝;
11.步骤三:连接实验完成后,在原真空条件下以10℃/min的降温速率使热模拟试验机降温至室温,然后匀速撤压,待温度降至室温时使压力为0,得到扩散连接接头。
12.进一步的,所述三元层状陶瓷包括钛硅碳及其固溶体,所述固溶体为钛硅碳掺杂改性固溶体,分子式为(ti,m)3sic2,m=nb,ta,w,v。
13.进一步的,所述铁素体不锈钢为固体氧化物燃料电池常用合金连接体材料,所述铁素体不锈钢为sus430、ss430、fe-10cr、1.4724、fe-17cr-0.2y、1.4016、ferrotherm(1.4742)、fe-18cr-9w、fe-20cr-7w、fe-20cr、al 453、1.4763(446)、fecrmn(lati)、fe-cr-mn、fe-25cr-din 50049、fe-25cr-0.1y-2.5ti、fe-25cr-0.2y-1.6mn、fe-25cr-0.4la、fe-25cr-0.3zr、fe26crtiy、fe26crtinby、fe26crmotiy、e-brite、al29-4c、fe-30cr中的任一种。
14.进一步的,所述步骤一中,进行表面处理前,首先将三元层状陶瓷与铁素体不锈钢分别切割成10*10*2mm3的样品尺寸大小。
15.进一步的,所述步骤一中选用的zn箔纯度≥99%,厚度为10~80μm。
16.进一步的,所述zn箔的厚度为10~80μm;优选的,zn箔厚度为30μm、40μm、50μm、60μm。
17.进一步的,所述步骤二中的压力为2~20mpa,保温时间为15~150min,优选30min、60min和90min。
18.进一步的,所述步骤三中的压力为单向压力,单向压力的加载方向垂直于连接表面。
19.本实验采用的是热模拟试验机gleeble3000,也可以选择在热压炉中进行扩散连接实验。
20.本发明的有益效果:
21.本发明为获得完整的、具有良好的使用性能和力学性能的扩散连接接头,通过选
用zn箔作为中间层材料,利用固相扩散连接技术,实现三元层状陶瓷ti3sic2及其固溶体材料与铁素体不锈钢的连接;采用本发明获得的接头界面结合好,连接温度低,利用本发明提供的方法连接后,界面生成连续的反应层,没有裂纹、气孔等焊接缺陷,制成的sofc连接体材料的抗氧化性能优异,面比电阻低,扩大了三元层状陶瓷ti3sic2及其固溶体材料的应用范围,具有很高的实用价值。
附图说明
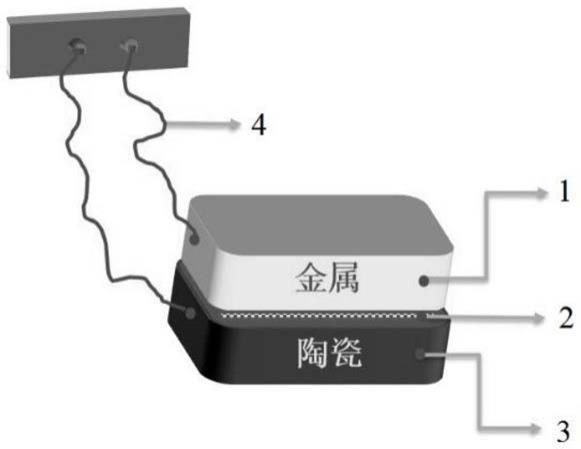
22.图1为本发明提供的按顺序排列的用于扩散连接的样品示意图;
23.图2为本发明实施例3提供的连接后界面背散射电子像照片。
24.上图1中,1、铁素体不锈钢;2、zn箔;3、钛硅碳及其固溶体;4、测温铂丝。
具体实施方式
25.下面将结合具体实施例对本发明的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下,所获得的所有其他实施例,都属于本发明保护的范围。
26.为了进一步理解本发明,下面结合实施例对本发明进行详细说明。
27.实施例1
28.将(ti,nb)3sic2陶瓷和crofer22apu不锈钢用线切割,分别切割成10*10*2mm3的尺寸大小,然后将(ti,nb)3sic2陶瓷和crofer22apu不锈钢的待连接表面用400#、600#、800#、1000#、1200#、1500#、2000#金相砂纸逐级磨光,再用粒度1μm的金刚石研磨膏抛光,选用厚度为40μm的zn箔,将zn箔在超声清洗并吹干,备用。将上述进行表面处理后的材料放入前处理机中,在水平台上按照(ti,nb)3sic2陶瓷/zn箔/crofer22apu不锈钢的顺序排列,然后用焊枪在(ti,nb)3sic2陶瓷和crofer22apu不锈钢金属块的2mm侧面边上焊接铂丝。将焊接后的将样品固定在热模拟试验机真空仓内,当真空度达到5
×
10-3
pa时开始加热,在温度为950℃、压力为10mpa下恒压保温30min,扩散连接(ti,nb)3sic2陶瓷和crofer22apu不锈钢。连接结束后,在原真空条件下使热模拟试验机以10℃/min的速率降到室温,然后停止抽真空,匀速撤压,温度降到室温后压力撤至0。用扫描电镜观察连接后界面微观形貌,界面连接良好,没有气孔、裂纹或残余焊接线存在。
29.实施例2
30.将ti3sic2陶瓷和sus430不锈钢分别切割成10*10*2mm3的尺寸大小,然后将ti3sic2陶瓷和sus430不锈钢的待连接表面用400#、600#、800#、1000#、1200#、1500#、2000#金相砂纸逐级磨光,再用粒度1μm的金刚石研磨膏抛光;选用厚度为80μm的zn箔,将zn箔超声清洗并吹干,备用。将上述进行表面处理后的材料放入前处理机中,在水平台上按照ti3sic2陶瓷/zn箔/sus430不锈钢的顺序排列,然后用焊枪在ti3sic2陶瓷和sus430不锈钢金属块的2mm侧面边上焊接铂丝。将焊接后的样品固定在热模拟试验机真空仓内,当真空度达到5
×
10-3
pa时开始加热,在温度为1050℃、压力为5mpa下恒压保温60min,扩散连接ti3sic2陶瓷和sus430不锈钢。连接结束后,在原真空条件下使热模拟试验机以10℃/min的速率降到室温,然后停止抽真空,匀速撤压,温度降到室温后压力撤至0。用扫描电镜观察连接后界面微
观形貌,界面连接良好,没有气孔、裂纹或残余焊接线存在。
31.实施例3
32.将ti3sic2陶瓷和sus430不锈钢分别切割成10*10*2mm3的尺寸大小,然后将ti3sic2陶瓷和sus430不锈钢的待连接表面用400#、600#、800#、1000#、1200#、1500#、2000#金相砂纸逐级磨光,再用粒度1μm的金刚石研磨膏抛光;选用厚度为30μm的zn箔,将zn箔超声清洗并吹干,备用。将上述进行表面处理后的材料放入前处理机中,在水平台上按照ti3sic2陶瓷/zn箔/sus430不锈钢的顺序排列,然后用焊枪在ti3sic2陶瓷和sus430不锈钢金属块的2mm侧面边上焊接铂丝。将焊接后的样品固定在热模拟试验机真空仓内,当真空度达到5
×
10-3
pa时开始加热,在温度为950℃、压力为20mpa下恒压保温30min,扩散连接ti3sic2陶瓷和sus430不锈钢。连接结束后,在原真空条件下使热模拟试验机以10℃/min的速率降到室温,然后停止抽真空,匀速撤压。用扫描电镜观察连接后界面微观形貌,界面连接良好,没有气孔、裂纹或残余焊接线存在。
33.实施例4
34.将(ti,ta)3sic2陶瓷和fe-18cr-9w不锈钢分别切割成10*10*2mm3的尺寸大小,然后将(ti,ta)3sic2陶瓷和fe-18cr-9w不锈钢的待连接表面用400#、600#、800#、1000#、1200#、1500#、2000#金相砂纸逐级磨光,再用粒度1μm的金刚石研磨膏抛光,选用厚度为50μm的zn箔,将zn箔在超声清洗并吹干,备用。将上述进行表面处理后的材料放入前处理机中,在水平台上按照(ti,ta)3sic2陶瓷/zn箔/fe-18cr-9w不锈钢的顺序排列,然后用焊枪在(ti,ta)3sic2陶瓷和fe-18cr-9w不锈钢金属块的2mm侧面边上焊接铂丝。将焊接后的样品固定在热模拟试验机真空仓内,当真空度达到5
×
10-3
pa时开始加热,在温度为1200℃、压力为2mpa下恒压保温30min,扩散连接(ti,ta)3sic2陶瓷和fe-18cr-9w不锈钢。连接结束后,在原真空条件下使热模拟试验机以10℃/min的速率降到室温,然后停止抽真空,匀速撤压,温度降到室温后压力撤至0。用扫描电镜观察连接后界面微观形貌,界面连接良好,没有气孔、裂纹或残余焊接线存在。
35.实施例5
36.将(ti,v)3sic2陶瓷和ss430不锈钢分别切割成10*10*2mm3的尺寸大小,然后将(ti,v)3sic2陶瓷和ss430不锈钢的待连接表面用400#、600#、800#、1000#、1200#、1500#、2000#金相砂纸逐级磨光,再用粒度1μm的金刚石研磨膏抛光;选用厚度为60μm的zn箔,将zn箔在超声清洗并吹干,备用。将上述进行表面处理后的材料放入前处理机中,在水平台上按照(ti,v)3sic2陶瓷/zn箔/ss430不锈钢的顺序排列,然后用焊枪在(ti,v)3sic2陶瓷和ss430不锈钢金属块的2mm侧面边上焊接铂丝。将焊接后的样品固定在热模拟试验机真空仓内,当真空度达到5
×
10-3
pa时开始加热,在温度为1200℃、压力为10mpa下恒压保温60min,扩散连接(ti,v)3sic2陶瓷和ss430不锈钢。连接结束后,在原真空条件下使热模拟试验机以10℃/min的速率降到室温,然后停止抽真空,撤压。用扫描电镜观察连接后界面微观形貌,界面连接良好,没有气孔、裂纹或残余焊接线存在。
37.实施例6
38.将(ti,w)3sic2陶瓷和fe-18cr-9w不锈钢分别切割成10*10*2mm3的尺寸大小,然后将(ti,w)3sic2陶瓷和fe-18cr-9w不锈钢的待连接表面用400#、600#、800#、1000#、1200#、1500#、2000#金相砂纸逐级磨光,再用粒度1μm的金刚石研磨膏抛光;选用厚度为40μm的zn
箔,将zn箔在抛光膏上打磨,清除掉其表面氧化膜,超声清洗并吹干,备用。将上述进行表面处理后的材料放入前处理机中,在水平台上按照(ti,w)3sic2陶瓷/zn箔/fe-18cr-9w不锈钢的顺序排列,然后用焊枪在(ti,w)3sic2陶瓷和fe-18cr-9w不锈钢金属块的2mm侧面边上焊接铂丝。将焊接后的样品固定在热模拟试验机真空仓内,当真空度达到5
×
10-3
pa时开始加热,在温度为700℃、压力为5mpa下恒压保温90min,扩散连接(ti,w)3sic2陶瓷和fe-18cr-9w不锈钢。连接结束后,在原真空条件下使热模拟试验机以10℃/min的速率降到室温,然后停止抽真空,撤压。用扫描电镜观察连接后界面微观形貌,界面连接良好,没有气孔、裂纹或残余焊接线存在。
39.上述说明仅为本发明的优选实施例,优选实施例并没有详尽叙述所有的细节,并非是对本发明的限制,显然,根据本说明书的内容,可作很多的修改和变化,凡在本发明的内容范围内所做出的任何修改、等同替换、改型等,均应包含在本发明的专利保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。