1.本发明涉及一种流化床甲醇转化装置急冷塔水浆净化及催化剂细粉回收的方法。
背景技术:
2.低碳烯烃,即乙烯和丙烯,是两种重要的基础化工原料,其需求量在不断增加。一般地,乙烯、丙烯是通过石油路线来生产,但由于石油资源有限的供应量及较高的价格,由石油资源生产乙烯、丙烯的成本不断增加。替代原料转化制乙烯、丙烯的技术受到越来越多的重视。其中,一类重要的用于低碳烯烃生产的替代原料是含氧化合物,例如醇类(甲醇、乙醇)、醚类(二甲醚、甲乙醚)、酯类(碳酸二甲酯、甲酸甲酯)等,这些含氧化合物可以通过煤、天然气、生物质等能源转化而来。某些含氧化合物已经可以达到较大规模的生产,如甲醇,可以由煤或天然气制得,工艺十分成熟,可以实现上百万吨级的生产规模。因此,近年来,甲醇转化制烯烃(mto)的工艺得到很大的发展,已有三家技术实现了工业应用。
3.mto常用的反应器是流化床反应器,反应产物夹带催化剂经反应器顶部旋风分离器后去产品分离单元,因旋风分离器的分离反应产物和催化剂颗粒的局限性,反应产物经旋风分离后还夹带少量颗粒粒径小于10μm或5μm的催化剂微粉颗粒。反应产物进入急冷塔进行换热,并将产物中携带的催化剂细粉洗掉。急冷塔底部会产生含有催化剂细粉的水浆,这部分水浆目前通过旋液分离技术、过滤。而mto催化剂相对比较贵重,需要采用有效的手段进行回收。
4.us5744680a公开了一种由氧化物制轻烃的方法,其中含催化剂物流从湿法洗涤步骤排出。us6870072也公开了利用湿法洗涤区移走产物排出催化剂。这两种方法没有有效回收催化剂细粉。
5.cn1942558针对mto急冷水,公开了一种采用一套串联或并联组合运行的一个或多个固液旋风分离器或旋液分离器,催化剂经分离后回收使用。mto急冷水中催化剂颗粒的粒径一般不大于5μm,常规的固液旋风分离器或旋液分离器的有效捕捉粒径在5~10μm左右,因此很难达到净化水的目的。
6.cn102093153b公开的方法对含催化剂微粉的洗涤液进行固液分离,分离后含催化剂微粉的洗涤液再经浓缩处理,最终采用离心脱水或干燥使催化剂微粉以固态形式回收。该技术催化剂细粉回收的办法操作过于复杂、能耗高。
技术实现要素:
7.本发明所要解决的技术问题是针对现有技术中流化床甲醇转化装置急冷塔水浆催化剂细粉难回收的技术问题,提供一种流化床甲醇转化装置急冷塔水浆净化及催化剂细粉回收的方法,该方法具有流化床甲醇转化装置急冷塔水浆中催化剂细粉可以实现回收的优点。
8.现有技术中,流化床甲醇转化装置的产物物流携带的催化剂细粉在急冷塔进入水
相,形成有一定固含量的水浆,接着这部分水浆进入过滤单元脱除催化剂细粉得到净化后水和固含量更高的渣浆。渣浆一般作为固废进行处理,渣浆中的催化剂细粉不再进行重新利用,因此造成了催化剂大量损耗。研究表明,这部分催化剂细粉具有非常高的活性。为回收这部分催化剂细粉,减少催化剂损耗,本发明拟提供了一种水浆净化和催化剂回收的方法。采用本发明的技术方案能得到95重量%以上的细粉回收率,能够取得较好的技术效果。
9.为实现前述目的,本发明提供一种流化床甲醇转化装置急冷塔水浆净化及催化剂细粉回收的方法,该方法包括:
10.a)包括甲醇的原料进入反应器,与催化剂接触形成包括低碳烯烃的产物物流,反应后失活的催化剂经再生器再生后返回所述反应器,同时形成再生烟气物流;
11.b)所述产物物流经气固分离后进入急冷塔,与洗涤介质接触,形成第一水浆物流;
12.c)所述第一水浆物流进入水浆净化器,其中,所述水浆净化器设置为能够过滤所述第一水浆物流且能够实现反吹介质反吹,由此形成第二水浆物流和含固物流,所述反吹介质具有能将催化剂细粉从水浆净化器的过滤单元中吹离的动能和高于水浆净化器中液相物质露点的温度;
13.d)所述第二水浆物流进入沉降罐,形成第三水浆物流和第四水浆物流。
14.本发明提供的流化床甲醇转化装置急冷塔水浆净化及催化剂细粉回收的技术方案,利用再生系统回收反应系统跑损的催化剂细粉,能得到95重量%以上的细粉回收率,取得了较好的技术效果。
15.本发明主要解决了现有技术中流化床甲醇转化装置急冷塔水浆中催化剂细粉难以回收的问题。本发明通过反吹介质回收水浆净化器过滤得到的催化剂细粉,反吹后形成的含固物流进入再生烟气物流收集催化剂细粉,收集到的催化剂细粉有选择地返回再生器的技术方案,较好地解决了该问题,可用于流化床甲醇转化装置工业生产中。具有良好的工业应用前景。
附图说明
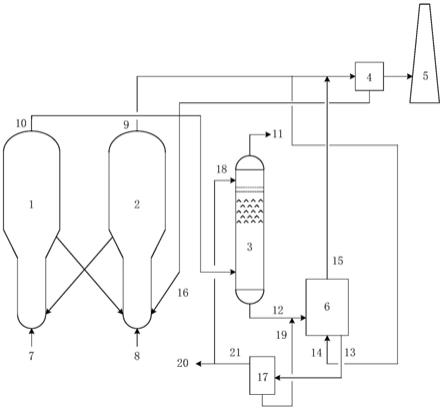
16.图1为根据本发明的一种优选实施方式的流程示意图。
17.附图标记说明
18.图中1中,1为反应器;2为再生器;3为急冷塔;4为烟气除尘器;5为烟囱;6为水浆净化器;7为包括甲醇的原料;8为主风;9为再生烟气物流;10为产物物流;11为急冷后反应产物;12为第一水浆物流;13为第二水浆物流;14为反吹介质;15为反吹后形成的含固物流;16为催化剂细粉;17为沉降罐;18为洗涤介质;19为第三水浆物流;20为出装置;21为第四水浆物流。
具体实施方式
19.在本文中所披露的范围的端点和任何值都不限于该精确的范围或值,这些范围或值应当理解为包含接近这些范围或值的值。对于数值范围来说,各个范围的端点值之间、各个范围的端点值和单独的点值之间,以及单独的点值之间可以彼此组合而得到一个或多个新的数值范围,这些数值范围应被视为在本文中具体公开。
20.本发明提供一种流化床甲醇转化装置急冷塔水浆净化及催化剂细粉回收的方法,
该方法包括:a)包括甲醇的原料7进入反应器1,与催化剂接触形成包括低碳烯烃的产物物流10,反应后失活的催化剂经再生器2再生后返回所述反应器1,同时形成再生烟气物流9;b)所述产物物流10经气固分离后进入急冷塔3,与洗涤介质18接触,形成第一水浆物流12;c)所述第一水浆物流12进入水浆净化器6,其中,所述水浆净化器6设置为能够过滤所述第一水浆物流12且能够实现反吹介质14反吹,由此形成第二水浆物流13和含固物流15,所述反吹介质14具有能将催化剂细粉从水浆净化器6的过滤单元中吹离的动能和高于水浆净化器中液相物质露点的温度;d)所述第二水浆物流13进入沉降罐17,形成第三水浆物流19和第四水浆物流21。
21.根据本发明的方法,所述反吹介质用于将水浆净化器6中的催化剂细粉吹出,其可选范围较宽,例如所述反吹介质14为无机气体和/或蒸汽,优选为选自空气、再生烟气、氮气、一氧化碳、二氧化碳、氧气中的至少一种中一种或多种。
22.根据本发明的优选实施方式,所述反吹介质为选自氮气、空气、再生烟气、水蒸气和燃料气中的至少一种。
23.根据本发明的优选实施方式,所述反吹介质为氮气、再生烟气、燃料气中的至少一种。
24.本发明中,所述燃料气为反应器1生成的,在mto反应产物分离单元分离出来的小于c2的物流。
25.根据本发明的一种优选实施方式,所述反吹介质14在水浆净化器6的线速度为0.3~10米/秒。
26.根据本发明的一种优选实施方式,所述反吹介质14的压力与水浆净化器6的过滤单元的总压降的差值大于200kpa,优选为200-500kpa。
27.根据本发明的一种优选实施方式,所述反吹介质14的温度小于600℃,优选为250-600℃。
28.根据本发明的一种优选实施方式,反吹后形成的含固物流15的固含量为1000~5000mg/nm3。
29.本发明中,所述水浆净化器能够满足本发明前述要求即可,对其结构无特殊要求,根据本发明的优选实施方式,所述水浆净化器6包括并联的至少两个,各自内置过滤填料和/或滤芯,其中,一个水浆净化器6过滤操作完成后切换为反吹操作,切换其他的所述水浆净化器6进行过滤,过滤操作完成后切换为反吹操作。
30.根据本发明的一种优选实施方式,所述水浆净化器6的过滤单元为内置的过滤填料,优选过滤填料选自粒径为0.1~0.5毫米,堆密度为1400~2000千克/立方米的多形态颗粒。
31.根据本发明的优选实施方式,所述多形态颗粒例如为拉西环、铁砂、砂子、煤粉、分子筛、氧化铝和氧化硅中的一种或多种。
32.根据本发明的优选实施方式,优选步骤a)-步骤d)的操作条件使得:进入急冷塔3的产物物流10中催化剂细粉含量为50~500mg/nm3。
33.根据本发明的优选实施方式,优选步骤a)-步骤d)的操作条件使得:所述第一水浆物流12中固含量为110~5000毫克/升。
34.根据本发明的优选实施方式,优选步骤a)-步骤d)的操作条件使得:第二水浆物流
13中催化剂细粉含量为0.01~100毫克/升。
35.根据本发明的优选实施方式,优选步骤a)-步骤d)的操作条件使得:第三水浆物流19中催化剂细粉含量为10~100毫克/升。
36.根据本发明的优选实施方式,优选步骤a)-步骤d)的操作条件使得:第四水浆物流21中催化剂细粉含量为0.01~20毫克/升。
37.根据本发明的优选实施方式,所述第三水浆物流19返回所述水浆净化器6。
38.根据本发明的优选实施方式,所述第四水浆物流21的至少一部分返回所述急冷塔3。
39.根据本发明的优选实施方式,所述反吹后形成的含固物流15与再生烟气物流9混合后进入co余热锅炉。
40.根据本发明的优选实施方式,所述co余热锅炉出口的物流中的催化剂细粉16通过烟气除尘器4收集,收集下来的催化剂细粉16含湿率小于1%,烟囱5中排出尾气;更优选,所述收集下来的催化剂细粉16可选择地返回再生器2和/或返回催化剂制备工序。
41.本发明中,所述催化剂的种类的可选范围较宽,根据本发明优选步骤a)中,所述催化剂包括sapo-34分子筛。
42.本发明中,所述液相物质包括水、油混合相,所述油为包括c5~c
15
烃的混合物。
43.本发明中,步骤b)中,所述洗涤介质可选范围较宽,常用的用于降温、洗涤产品气的洗涤介质均可以用于本发明,例如为除盐水、净化水、锅炉给水和循环水中的一种或多种。
44.本发明中,反应器1用于甲醇制烯烃、甲醇制芳烃、甲醇制丙烯、甲醇甲苯制二甲苯等过程,例如可以为固定床、流化床,根据本发明的一种优选的实施方式,优选为流化床。
45.本发明中,再生器2用于催化剂再生,例如可以为固定床、流化床,根据本发明的一种优选的实施方式,优选为流化床。
46.根据本发明的一种优选的实施方式,步骤a)中,所述反应器1和再生器2为流化床。
47.根据本发明,气固分离设备无特殊要求,常用的气固分离设备均可以用于本发明,针对本发明,步骤b)中,通过包括至少一级气固旋风分离器的气固分离单元进行分离。
48.根据本发明的一种优选的实施方式,所述水浆净化器6中设置有除油设备,所述除油设备通过油水界面分层抽出的方式脱除油相组分。
49.除上述主要设备,本发明中使用的例如急冷塔、沉降罐均无特殊要求,常用的相关设备均可以用于本发明,本发明在此不再赘述。
50.另外,除了主要的物料,本发明未进行详细描述的物料例如包括甲醇的原料等均无特殊要求,本发明在此不进行赘述。
51.下面通过实施例对本发明作进一步的阐述,但不仅限于本实施例。
52.本发明中,细粉回收率指的是烟气除尘器4收集到催化剂细粉占反应器1和再生器2跑损催化剂细粉总量的比例,计算公式为:
[0053][0054]
本发明中,细粉含湿率是指催化剂细粉中水的质量百分含量,公式为:
[0055][0056]
实施例1
[0057]
采用图1所示的流程。
[0058]
包括甲醇的原料7进入反应器1,与催化剂接触形成包括低碳烯烃的产物物流10,反应后失活的催化剂经再生器2再生后返回所述反应器1,同时形成再生烟气物流9;所述产物物流10经至少一级气固分离后进入急冷塔3,与洗涤介质18接触,形成第一水浆物流12;所述第一水浆物流12进入水浆净化器6,形成第二水浆物流13;所述第二水浆物流13进入沉降罐17,形成第三水浆物流19和第四水浆物流21;其中:所述水浆净化器6包括两个,均内置过滤填料,过滤操作完成后切换为反吹操作;反吹后形成的含固物流15进入再生烟气物流9。第三水浆物流19返回所述水浆净化器6。第四水浆物流21的至少一部分返回所述急冷塔3。
[0059]
催化剂包括sapo-34分子筛。反应器1和再生器2为流化床。气固分离包括三级气固旋风分离器。
[0060]
进入急冷塔3的产物物流10中催化剂细粉含量为300mg/nm3;第一水浆物流12中固含量为2000毫克/升;第二水浆物流13中催化剂细粉含量为70毫克/升;所述第三水浆物流19中催化剂细粉含量为40毫克/升;所述第四水浆物流21中催化剂细粉含量为10毫克/升。
[0061]
反吹介质14选自再生烟气。反吹介质14压力与滤芯和/或填料层总压降的差值最大为300kpa。反吹介质14的温度为550℃。反吹介质14在水浆净化器6的线速度为2米/秒。反吹后形成的含固物流15的固含量为2000mg/nm3。
[0062]
水浆净化器6内置过滤填料,选自粒径为0.3毫米的氧化硅颗粒,堆密度为1800千克/立方米。
[0063]
反吹后形成的含固物流15与再生烟气物流9混合后进入co余热锅炉。
[0064]
水浆净化器6中设有除油设备,采用油水界面分层抽出的方式脱除油相组分。
[0065]
co余热锅炉出口的物流中的催化剂细粉16通过烟气除尘器4收集,收集下来的催化剂细粉16含湿率0.9%。
[0066]
收集下来的催化剂细粉16有选择地返回再生器2和/或返回催化剂制备工序。细粉回收率为95重量%。
[0067]
实施例2
[0068]
采用图1所示的流程和实施例1所示步骤。只是反吹介质14选自再生烟气。反吹介质14压力与滤芯和/或填料层总压降的差值最大为200kpa。反吹介质14的温度为600℃。反吹介质14在水浆净化器6的线速度为10米/秒。反吹后形成的含固物流15的固含量为1000mg/nm3。
[0069]
收集下来的催化剂细粉16含湿率为0.8%,细粉回收率为92重量%。
[0070]
实施例3
[0071]
采用图1所示的流程和实施例1所示步骤。只是反吹介质14选自再生烟气。反吹介质14压力与滤芯和/或填料层总压降的差值最大为500kpa。反吹介质14的温度为250℃。反吹介质14在水浆净化器6的线速度为0.3米/秒。反吹后形成的含固物流15的固含量为5000mg/nm3。
[0072]
收集下来的催化剂细粉16含湿率为0.75%,细粉回收率为96重量%。
[0073]
实施例4
[0074]
采用图1所示的流程和实施例1所示步骤。只是水浆净化器6内置过滤填料,选自粒径为0.3毫米的铁砂颗粒和粒径为0.1毫米的砂子,堆密度为2000千克/立方米。
[0075]
收集下来的催化剂细粉16含湿率为0.63%,细粉回收率为98重量%。
[0076]
实施例5
[0077]
采用图1所示的流程和实施例1所示步骤。只是水浆净化器6内置过滤填料,选自粒径为0.5毫米的拉西环、粒径为0.3毫米的分子筛和粒径为0.1毫米的氧化铝,堆密度为1400千克/立方米。
[0078]
收集下来的催化剂细粉16含湿率为0.5%,细粉回收率为96重量%。
[0079]
实施例6
[0080]
采用图1所示的流程和实施例1所示步骤。只是进入急冷塔3的产物物流10中催化剂细粉含量为50mg/nm3;第一水浆物流12中固含量为110毫克/升;第二水浆物流13中催化剂细粉含量为0.01毫克/升;所述第三水浆物流19中催化剂细粉含量为10毫克/升;所述第四水浆物流21中催化剂细粉含量为0.01毫克/升。
[0081]
收集下来的催化剂细粉16含湿率为0.3%,细粉回收率为98重量%。
[0082]
实施例7
[0083]
采用图1所示的流程和实施例1所示步骤。只是进入急冷塔3的产物物流10中催化剂细粉含量为500mg/nm3;第一水浆物流12中固含量为5000毫克/升;第二水浆物流13中催化剂细粉含量为100毫克/升;所述第三水浆物流19中催化剂细粉含量为100毫克/升;所述第四水浆物流21中催化剂细粉含量为20毫克/升。
[0084]
收集下来的催化剂细粉16含湿率为0.76%,细粉回收率为94重量%。
[0085]
实施例8
[0086]
采用图1所示的流程和实施例1所示步骤。只是反吹介质为氮气。
[0087]
收集下来的催化剂细粉16含湿率为0.69%,细粉回收率为95重量%。
[0088]
实施例9
[0089]
采用图1所示的流程和实施例1所示步骤。只是反吹介质14为氮气,温度为450℃。
[0090]
收集下来的催化剂细粉16含湿率为0.45%,细粉回收率为95重量%。
[0091]
对比例1
[0092]
包括甲醇的原料7进入反应器1,与催化剂接触形成包括低碳烯烃的产物物流10,反应后失活的催化剂经再生器2再生后返回所述反应器1,同时形成再生烟气物流9;所述产物物流10经至少一级气固分离后进入急冷塔3,与洗涤介质18接触,形成第一水浆物流12;所述第一水浆物流12进入水浆净化器6,形成第二水浆物流13;所述第二水浆物流13进入沉降罐17,形成第三水浆物流19和第四水浆物流21,第四水浆物流21出装置;其中:所述水浆净化器6包括两个,均内置过滤填料,过滤操作完成后切换为反冲操作;反冲介质为净化水,反冲得到高浓度含催化剂细粉的物流经沉降后,含催化剂细粉的渣浆作为废固处理。催化剂回收率为0%。
[0093]
实施例10
[0094]
采用图1所示的流程和实施例1所示步骤。只是反吹介质14的温度为200℃。反吹介
质14在水浆净化器6的线速度为0.2米/秒。
[0095]
收集下来的催化剂细粉16含湿率为1.2%,细粉回收率为85重量%。
[0096]
实施例11
[0097]
采用图1所示的流程和实施例1所示步骤。只是反吹介质14的温度为150℃。反吹介质14在水浆净化器6的线速度为12米/秒。
[0098]
收集下来的催化剂细粉16含湿率为0.6%,细粉回收率为72重量%。
[0099]
实施例12
[0100]
采用图1所示的流程和实施例1所示步骤。只是反吹介质(14)的压力与水浆净化器6的过滤单元的总压降的差值为180kpa。
[0101]
收集下来的催化剂细粉16含湿率为0.7%,细粉回收率为53重量%。
[0102]
以上详细描述了本发明的优选实施方式,但是,本发明并不限于此。在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,包括各个技术特征以任何其它的合适方式进行组合,这些简单变型和组合同样应当视为本发明所公开的内容,均属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。