1.本发明涉及一种阴端子的制造方法。
背景技术:
2.作为一端带有筒状压接部且另一端带有板状连接部的压接端子的制造方法,已经在专利文献1(jp6326320)中公开了一种方法。在专利文献1中公开的压接端子的制造方法中,如下制造压接端子:在实心柱形部件的一端处挖空实心柱形部件,以形成有底筒状的电线插孔,并且在实心柱形部件的另一端处将实心柱形部件辊压成板状,以形成电池端子的连接部。
技术实现要素:
3.然而,传统的压接端子的制造方法需要挖空实心柱形部件以形成电线插孔,这增加了制造成本。此外,由于有底的筒状部用作电线插孔,所以当镀覆该部分时,电镀溶液停滞,这妨碍了镀层均匀地形成在该部分上。
4.已经鉴于这种传统的问题做出了本发明,并且本发明的目的是提供一种阴端子的制造方法,该方法能够降低制造成本从而降低生产成本,并且能够在除电线之外的阴端子的整周上均匀地形成镀层。
5.根据本发明,提供了一种阴端子的制造方法,包括:在位于管状部件的第一端侧处的第一管状部的一部分上,在与管状部件的轴向相交的方向上形成具有预定宽度的切口部,压扁第一管状部以形成电线连接部,并且将位于管状部件的第二端侧的第二管状部形成为端子接触部,其中,阳端子插入端子接触部中;以及将从电线的端部露出的芯线电连接至电线连接部。
6.根据本发明,该方法还包括将电线连接部和端子接触部的整周镀覆以形成镀层。
7.根据本发明,电线的芯线通过超声波结合电连接到通过压扁第一管状部而形成为扁平形状的电线连接部。
8.根据本发明,能够提供一种阴端子的制造方法,该方法能够降低制造成本从而降低生产成本,并且能够在除了电线以外的阴端子的整周上均匀地形成镀层。
附图说明
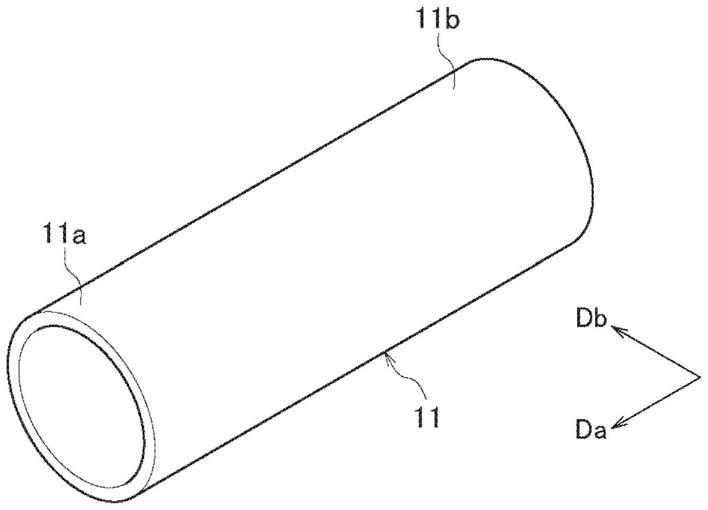
9.图1是在根据实施例的阴端子的制造方法中使用的圆管部件的立体图。
10.图2是示出切口部形成在位于圆管部件的一端侧处的圆管部的一部分上的状态的侧视图。
11.图3是示出了位于圆管部件的一端侧的圆管部被压扁的状态的立体图。
12.图4是示出在电线的芯线连接到用作电线连接部的部分之前的状态的侧视图,在所述部分处,位于圆管部件的一端侧的圆管部被压扁。
13.图5是示出电线的芯线连接到电线连接部的状态的侧视图。
具体实施方式
14.下面将参照附图描述根据各种实施例的制造阴端子的方法。注意,为了便于解释,附图中的尺寸比率被夸大,并且可以不同于实际比率。
15.如图5所示,阴端子10包括具有压扁部的圆管部件11(管状部件)。具有压扁部的圆管部件11也称为局部压扁的圆管部件11。阴端子10在局部压扁的圆管部件11的一端11a(第一端)侧具有电线连接部15。阴端子10在局部压扁的圆管部件11的另一端11b(第二端)侧具有端子接触部16。从电线20的端部20a露出的芯线22电连接到电线连接部15。压接至电线30的端部30a的阳端子33将被插入端子接触部16中。阴端子10是带有电线的阴端子。
16.如图2和图4所示,具有预定宽度的切口部12在与圆管部件11的轴向da垂直相交的方向db上形成在位于圆管部件11的一端11a(第一端)侧的圆管部13(第一管状部)的一部分上。通过压扁圆管部13,在圆管部件11的一端11a侧上形成电线连接部15。通过将位于圆管部件11的另一端11b(第二端)侧的圆管部14(第二管状部)保留为其原始形状而在圆管部件11的另一端11b侧形成端子接触部16,所述圆管部14(第二管状部)是圆管部件11的除了圆管部13被压扁的部分(电线连接部15)之外的剩余部分。阳端子33的柱状凸部33b将被插入端子接触部16中,以接触端子接触部16。
17.如图4和图5所示,电线20具有绝缘被覆21和芯线(导体)22,该芯线(导体)22包括绞合在一起的多个股线22a。芯线22被绝缘被覆21覆盖。通过剥离电线20的端部20a侧的绝缘被覆21而露出的芯线22通过超声波结合电连接到电线连接部15。注意,作为芯线22的具体材料,可以是铜或铜基铜合金或铝或铝基铝合金。
18.如图5所示,电线30具有绝缘被覆31和芯线(导体)32,该芯线(导体)32包括绞合在一起的多个股线。芯线32被绝缘被覆31覆盖。阳端子33的压接部33a被压接并连接到芯线32,芯线32通过剥离电线30的端部30a侧的绝缘被覆31而露出。阳端子33的柱状凸部33b被插入到阴端子10的筒状端子接触部16中,以电连接到阴端子10的端子接触部16。注意,作为芯线32和阳端子33各自的具体材料,可以是铜或铜基铜合金或者铝或铝基铝合金。
19.接下来,将沿着图1至4描述阴端子10的制造方法。
20.首先,如图1所示,准备作为管状部件的圆管部件11。圆管部件11形成为具有正圆的筒状形状,并且由诸如金属这样的具有优异导电性的材料制成。圆管部件11的具体材料包括导电金属管,如铜或铜基铜合金,或铝或铝基铝合金。此外,圆管部件11可由通过压制成形将金属板成形为筒状而产生的部件制成。
21.尽管形成为筒状的圆管部件11用作如上所述的管状部件,但管状部件的形状不限于筒状。管状部件的形状可以是椭圆形管状或方管状。
22.接下来,如图2所示,将位于圆管部件11的一端11a侧的圆管部13的一部分以从与圆管部件11的轴向da垂直相交的方向db观察时的v形切除,从而形成具有预定宽度的切口部12。切口部12的v形末端(深度)位于圆管部件11的一端11a侧的圆管部13的底部附近。换句话说,切口部12延伸到圆管部13的底部附近。然后,将在圆管部件11的一端11a侧的圆管部13从上向下压扁,以形成电线连接部15。例如,压扁方向是切口部12的深度方向。在圆管部件11的另一端11b侧处的圆管部14成为端子接触部16,在该端子接触部16中插入阳端子33的柱状凸部33b。
23.然后,如图3所示,将在圆管部件11的一端11a侧压扁圆管部13的部分(扁平的电线
连接部15)以及在圆管部件11的另一端11b侧的圆管部14(端子接触部16)的整周镀覆,以形成诸如镀锡层这样的镀层17。因此,圆管部件11的整周被镀覆以形成镀层17。
24.然后,如图4所示,通过超声波结合将从电线20的端部20a露出的芯线22电连接到通过在圆管部件11的一端11a侧压扁圆管部13而形成为扁平形状的电线连接部15,从而完成带有电线的阴端子10,如图5中所示。
25.在制造阴端子10的方法中,将在圆管部件11的一端11a侧的圆管部13压扁以形成电线连接部15。在圆管部件11的另一端11b侧的圆管部14用作端子接触部16,在该端子接触部16中插入阳端子33的凸部33b。因此,不需要执行传统的实心柱状部件的挖空。
26.此外,形成为在圆管部件11的另一端11b侧处的无底孔的圆管部14用作端子接触部16。当镀覆该部分时,该构造允许电镀溶液流动而不会停滞。换句话说,通过在位于圆管部件11的一端11a侧的圆管部13的一部分上形成v形切口部12并且压扁圆管部13,电镀溶液能够容易地围绕圆管部件11的外侧、内侧、前侧和后侧循环,这允许电镀溶液中的添加剂被均匀地涂布。
27.此外,如图3和图4所示,电线连接部15的厚度通过压扁一端11a侧处的圆管部13而加强为端子接触部16的壁厚的两倍,使得其足够坚固以承受电线20的芯线22的超声波结合。因此,电线20的芯线22可以通过超声波结合而被牢固地电连接到电线连接部15。
28.因此,不需要执行传统的实心柱状部件的挖空,这降低了阴端子10的制造成本从而降低生产成本。在切口部12形成在位于圆管部件11的一端11a侧的圆管部13的一部分上并且圆管部13被压扁之后,镀敷圆管部件11,这在圆管部件11的整周上均匀地形成了镀层17。
29.尽管以上描述了实施例,但是本发明不限于这些。在本发明的主旨的范围内,可以进行各种修改。
30.例如,在上述实施例中,如从与圆管部件11的轴向da垂直相交的方向db观察,位于圆管部件11的一端11a侧的圆管部13的一部分以当从与圆管部件11的轴向da垂直相交的方向db观察时的v形切除,以形成具有预定宽度的切口部12。切口部12的形状不限于v形,并且可以是从与圆管部件11的轴向方向da垂直相交的方向db观察的线状或狭缝形状。
31.在上述实施例中,作为管状部件,使用圆管部件11形成筒状阴端子10。代替筒状阴端子,可以使用方管部件形成方管阴端子。在这种情况下,可以根据连接器的布局(规格)独立地使用筒状阴端子和方管阴端子。
32.此外,在上述实施例中,圆管部件11的整周被镀覆。圆管部件11的除了与电线20的芯线22连接的电线连接部15之外的整周可以被镀覆。
33.尽管已经描述了特定的实施例,但是这些实施例仅通过示例的方式提出,并且不旨在限制发明的范围。实际上,本文描述的新颖实施例可以以各种其他形式来实施;此外,可以在不脱离本发明的精神的情况下对本文描述的实施例的形式进行各种省略、替换和改变。该所附权利要求及其等同期望覆盖落入本发明的范围和精神内的这样的形式或修改。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
