1.本发明涉及一种纤维球,具体涉及一种可用于保温棉服、睡袋或被子等填充的纤维球。
背景技术:
2.羽绒由于手感柔软、蓬松性和保温性好而作为羽绒服、羽绒外套等御寒服装以及羽绒被褥等御寒寝具的填充材料得到广泛应用。但是,由于羽绒是取自鸭或鹅的天然材料,因此,难以大量生产。而且还易滋生虫害,引起皮肤过敏。
3.作为羽绒的替代品,开发出了一种纤维球(又称粒状棉、珍珠球),该纤维球以化学纤维为主要原料,不仅具有羽绒一样的手感,还具有吸湿发热、抗菌、除臭、抗静电等各种功能。
4.如,专利文献cn107208321a中公开了一种聚酯中空纤维球状体。该球状体使用单纤维纤度为2.0-6.6dtex、中空率为15-35%、卷曲数为2-8个/25mm、卷曲率为6-14%、且纤维长度为20-50mm的聚酯中空纤维,所得球状体轻量且具有优异的蓬松性,但由于只是由单一纤维构成,纤维球相对较为紧实,蓬松性有待进一步提高,而且难以赋予各种功能。
5.再如,中国专利文献cn108277578a中公开了一种混纺填充棉。该填充棉包括主纤维和功能纤维,其中主纤维为pet纤维或ptt纤维,功能纤维为具有抗菌、除臭、抗静电、吸湿、透湿、绝热、发热、蓄热、光能发热和保温的某种功能的一种或两种以上的纤维,虽然解决了混纺填充棉功能单一的问题,但由于功能纤维均匀分布在球体结构中,而功能纤维又多以纤维素纤维为主,纤维的表面摩擦系数、湿模量、硅油吸附性等与pet纤维或ptt纤维相差较大,水洗时纤维间的摩擦纠缠成团现象比较严重。
6.又如,专利文献cn105192916a中公开了一种保暖羊毛珍珠棉服。该棉服的第一夹层和第二夹层之间封闭有羊毛发热珍珠球,羊毛发热珍珠球为由3~6d长度5~6厘米的发热纤维和6~8d长度5~7厘米的绵羊毛混合后加工成弯曲状或球形的纤维,利用特制的羊毛发热珍珠球作为保暖填充物,不但增加了服装的弹性,提高了摩擦产热量,而且体积更小,穿着更加轻便,但是同样由于发热纤维和绵羊毛均匀分布在球体中,水洗时纤维间的摩擦纠缠成团现象比较严重。
技术实现要素:
7.本发明的目的在于提供一种不仅具有高蓬松性,而且耐水洗的纤维球。
8.本发明的技术解决方案是:本发明的纤维球,包括纤维a和纤维b,其直径为5~30mm,横截面上从里到外依次为里层和外层,45%以下的纤维a分布在所述外层上;纤维b具有三维卷曲形态,卷曲数为2~8个/25mm。
9.本发明的纤维球不仅具有优异的蓬松性,而且轻量、柔软,适合用作填充被子、坐垫、保温棉服等。本发明纤维球中的纤维b为三维卷曲纤维,作为纤维球的骨架,确保了纤维
球的成球性以及蓬松性。同时,由于纤维a在纤维球的外层上含量较少,即便是使用如粘胶、腈纶等纤维,洗涤后也很少出现纤维纠缠的现象,有效降低了填充后的洗涤偏移性,洗涤耐久性优异。
附图说明
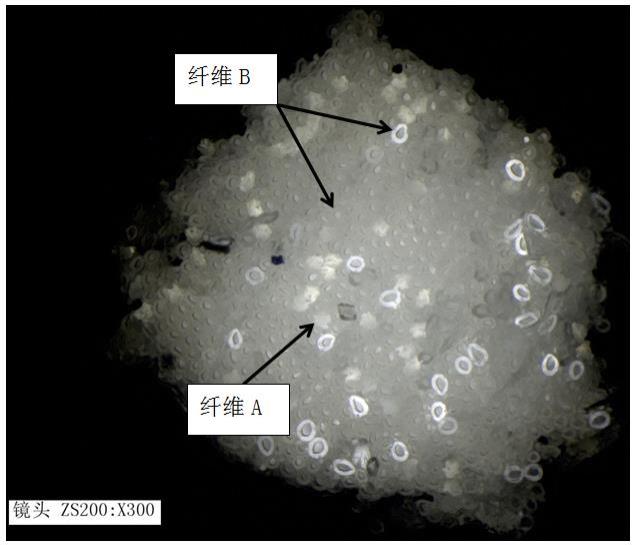
10.图1为本发明纤维球的截面电子扫描显微镜照片。
具体实施方式
11.本发明的纤维球,包括纤维a和具有三维卷曲形态的纤维b。当纤维b的卷曲数小于2个/25mm时,纤维无立体卷曲,卷曲程度低,纤维间无法相互摩擦形成球体;当纤维b的卷曲数大于8个/25mm时,纤维卷曲数过多,无法形成高蓬松度的纤维球。因此,本发明要求所用纤维b的卷曲数为2~8个/25mm,优选为4.5~7.5个/25mm。所谓三维卷曲形态,又称螺旋形卷曲或立体卷曲,是呈螺旋状卷曲。相同成球工艺下,卷曲数越少,形成的纤维球的直径越大;相反,卷曲数越多,形成的纤维球的直径越小。另外,纤维球的直径还与成球时间有关,相同卷曲数下,成球时间越长,形成的纤维球的直径越小;相反,成球时间越短,形成的纤维球的直径越大。本发明中纤维球的直径为5~30mm。当纤维球的直径小于5mm时,纤维球之间容易堆积紧密,蓬松性不足。当纤维球的直径大于30mm时,纤维球的蓬松度过大,纤维间易被挤压,水洗后易纠缠,压缩捆包或洗涤处理后蓬松度下降明显。作为优选,本发明的纤维球的直径为5~10mm。
12.本发明的纤维球,其横截面上从里到外依次为里层和外层。这里的里层是指占整个横截面的80%的区域。任取1个纤维球,通过电子显微镜拍摄其横截面照片1张(原图),然后再在电脑上等比例缩小至80%得到另一张照片(缩放图),将缩放图同心居中放在原图横截面照片内,画出缩放图在原图上的边缘线,确定里层和外层的分界线。
13.本发明中,45%以下的纤维a分布在外层上。具体是先数出横截面照片上纤维a的总根数,再数出外层中纤维a的根数,计算出纤维a在外层中的比例。如果有超过45%的纤维a分布在纤维球的外层中的话,水洗过程中,纤维球之间容易发生纠缠。
14.本发明的纤维a,其种类没有特别限定,可根据需要进行选择。优选为羊毛、纤维素纤维、聚丙烯腈纤维、聚丙烯纤维和聚乙烯纤维中的一种或更多种。这里的纤维素纤维包括粘胶、天丝、木棉等。
15.当纤维a为羊毛、纤维素纤维、聚丙烯腈时,可以提高耐水洗性能,还同时赋予纤维球的高保温性、吸湿发热性能。当纤维a为聚丙烯或聚乙烯时,可以利用此类纤维的低比重达到高蓬松性能。
16.本发明的纤维a,优选其单纤维纤度为1.0~10dtex。当纤维a的单纤维纤度小于1.0dtex时,纤维的湿态强度较低,洗涤后回复性有下降的趋势。当纤维a的单纤维大于10 dtex时,由于纤维过粗,手感有变硬的趋势。在实际使用时,所用纤维a可以是同一纤维原料,但纤度不同。
17.本发明的纤维a,优选其单纤维长度为15~40mm。当纤维a的单纤维长度小于15 mm时,由于纤维过短,有可能无法配合纤维b很好地成球。当单纤维长度大于40mm,水洗时有可能出现纤维间的缠绕,形成硬块。更优选,纤维a的单纤维长度为20~30mm。同样,实际使用
时,纤维a可以是同一原料、同样纤度,但长度不同。
18.作为优选,本发明的纤维球中纤维a的混率为5~30重量%。当纤维a的占比小于5重量%时,纤维a的用量少,有可能难以实现赋予纤维球功能性的目的。当纤维a的占比大于30重量%时,由于纤维a不易成球,即便是成球了散纤维也容易露出,洗涤时有可能出现纤维间纠缠形成硬块的问题。进一步优选纤维a的混率为5~25重量%,更优选为5~10重量%。
19.本发明的纤维b,其原料种类没有特别限定,优选为聚酯纤维,更优选为中空聚酯纤维。这里的聚酯纤维可以是聚对苯二甲酸乙二醇酯(pet)、聚对苯二甲酸丁二醇酯(pbt)、聚对苯二甲酸丙二醇酯(ptt)、 pet/pet并列型复合纤维、 pet/pbt 并列型复合纤维、pet/ptt并列型复合纤维等,优选为聚对苯二甲酸乙二醇酯(pet)。
20.当纤维b为中空聚酯纤维时,可以保证纤维球的轻量化以及高蓬松性;而且中空结构可以形成空气层,获得更好的保温效果。中空聚酯纤维优选为中空率10%~45%的聚酯纤维,更优选为中空率20%~40%的聚酯纤维。当聚酯纤维的中空率低于10%时,保温效果有下降的趋势。当聚酯纤维的中空率超过45%时,由于于中空部分的空腔体积大,纤维的拉伸强度和压缩后回复性有变差的趋势。
21.本发明的纤维b,优选其单纤维纤度为2.0~7.0dtex。当纤维b的单纤维纤度小于2.0 dtex时,纤维的柔软性有余,但刚性不足,有可能会影响到成球性,水洗时纤维容易纠缠。当纤维b的单纤维纤度超过7dtex时,纤维的刚性有余,支撑性变好,但柔软性不足,手感有变硬的趋势。更优选,纤维b的单纤维纤度为1.0~3.3dtex。在实际使用时,所用纤维b可以是同一纤维原料,但纤度不同。
22.本发明的纤维b,优选其单纤维长度为20~60mm。当单纤维长度小于20mm时,有可能形成不了大而蓬松的球。当单纤维长度大于60mm时,洗涤时有可能出现纤维间纠缠形成硬块的问题。更优选,纤维b的单纤维长度为20~30mm。同样,实际使用时,纤维b可以是同一原料、同样纤度,但长度不同。本发明中,纤维a和纤维b的纤度和长度可以相同,也可以不同。
23.本发明的纤维球中除了纤维a和纤维b,还可以根据需要含有其他纤维,这里描述的纤维a和纤维b可以是一种或者一种以上上述成分的纤维。其他纤维没有特别限定,可以是没有三维卷曲的普通聚酯纤维等。
24.作为优选,根据jis l1930 c4m标准水洗3回后测得本发明纤维球的蓬松度280~420in3/30g。制作尺寸30cm*30cm(绗缝宽度6cm*5行)的坐垫,并将本发明的纤维球填充进去,填充量为144g/m2。
25.本发明的纤维球可通过如下方法制得:先将纤维a与40~60%纤维b按一定比率(10~60:90~40)混棉并开松后,经过成球机得到预制纤维球,该预制纤维球的直径控制在3~15mm之间。再将余下60~40%的纤维b或者是纤维b与其它纤维的混合物经过开松机得到开松棉。然后将预制纤维球和开松棉经过混棉机均匀混合,开松棉包裹在预制纤维球的表面,最后经成球机得到成品。
26.本发明中所涉及的各物性参数的测试方法如下。
27.(1)单纤维纤度根据gb/t 4743-2009标准。
28.(2)单纤维长度
根据jis l 1015:2010标准。
29.(3)卷曲数根据jis l 1015:2010 8.12.1标准。
30.(4)混率取5g纤维球,用镊子及肉眼观察分类各纤维,计算公式:各类纤维混率(%)=各类纤维重量(g)/总重*100%。
31.(5)蓬松度根据 idfb-2013 part10-b法。
32.(6)洗涤方法根据jis l1930 c4m法水洗3回。
33.(7)纤维球直径使用redcircle(型号:rc823610)绘图专用尺,任意选取100个纤维球,分别放置到孔内测量纤维球主体结构的直径,纤维球主体结构外的散纤维不计入直径的测量范围内,取平均值作为本发明纤维球的直径。
34.(8)纤维a在外层中的占比任意选取3个纤维球进行观察。取其中1个纤维球,利用铜板法制样,在电子纤维镜(keyence vhx-2000)30倍倍率下拍摄其横截面照片1张(原图),数出照片上纤维a的总根数x。然后再在电脑上将原图等比例缩小至80%得到另一张照片(缩放图),将缩放图同心居中放在原图横截面照片内,画出缩放图在原图上的边缘线,确定里层和外层的分界线,数出外层中纤维a的根数y。纤维a在外层中的占比=(y/x)
×
100%。按照同样的方法计算出余下两个纤维球中纤维a在外层中的占比,取3组数据的平均值作为本发明纤维a在外层中的占比。当纤维a出现在分界线上时,肉眼观察在外层区域内大于等于0.5个时,按0.5个计数,不足0.5个时,不计入。
35.(9)中空率 将中空纤维沿纵向切断成薄片(即纤维横截面),在电子纤维镜(keyence vhx-2000)放大到500-1000的倍率进行拍照,然后打印照片出来。使用面积测试仪测量出中空部分的面积s1和纤维整体的面积s2(包括中空部),然后计算:中空率(%)=(s1/s2)
×
100%。
36.(10)水洗拍打偏移判定参照科恳成衣的水洗偏移判断方法。将水洗吊干后的坐垫(尺寸3 0cm*30cm、绗缝宽度6cm*5行),拿到平整的桌面上。按照从左到右,从上到下,先正面再反面,用手掌各用力拍打2回后,将拍打后的座布团拿到透光台下,与未水洗的坐垫进行对比。纤维球无结块且无堆积判断为优,无结块但有轻微堆积为良,有结块且有堆积为不良。
37.下面结合实施例及比较例对本发明作进一步说明。
38.实施例1选用单纤维纤度为7.8dtex、单纤维长度25mm的粘胶短纤维作为纤维a,单纤维纤度为3.3dtex、单纤维长度51mm、卷曲数为8个/25mm且中空率为30%的三维卷曲中空pet短纤维作为纤维b,单纤维纤度为0.6dtex、单纤维长度22mm的普通pet短纤维作为其他纤维。先将粘胶短纤维与50%的三维卷曲pet短纤维按照20:80的比例混棉并开松后,经过成球机得到直径15mm的预制纤维球。再将余下50%的三维卷曲pet短纤维与普通pet短纤维开松棉按照40:
60的比例经过混棉机均匀混合,开松棉包裹在预制纤维球的表面,最后经成球机得到本发明的纤维球,各项参数见表1。
39.实施例2选用单纤维纤度为1.2dtex、单纤维长度15mm的粘胶短纤维作为纤维a,纤维a的混率为5%,其余同实施例1,得到本发明的纤维球,各项参数见表1。
40.实施例3仅选用单纤维纤度为9.8dtex、单纤维长度40mm的粘胶短纤维作为纤维a,单纤维纤度为3.3dtex、单纤维长度51mm、卷曲数为8个/25mm且中空率为30%的三维卷曲中空pet短纤维作为纤维b,无其他纤维,其余同实施例1,得到本发明的纤维球,各项参数见表1。
41.实施例4选用单纤维纤度为10.0dtex、单纤维长度40mm的羊毛短纤维作为纤维a,其余同实施例1,得到本发明的纤维球,各项参数见表1。
42.实施例5选用单纤维长度21mm的中空涤纶纤维作为纤维b,其余同实施例1,得到本发明的纤维球,各项参数见表1。
43.实施例6选用单纤维纤度为0.6dtex的粘胶短纤维作为纤维a,其余同实施例2,得到本发明的纤维球,各项参数见表1。
44.实施例7选用单纤维长度13mm的粘胶短纤维作为纤维a,其余同实施例1,得到本发明的纤维球,各项参数见表1。
45.实施例8选用单纤维纤度为13.0dtex的粘胶短纤维作为纤维a,其余同实施例1,得到本发明的纤维球,各项参数见表1。
46.实施例9选用单纤维长度45mm的粘胶短纤维作为纤维a,其余同实施例3,得到本发明的纤维球,各项参数见表1。
47.实施例10纤维a的混率为3%,其余同实施例2,得到本发明的纤维球,各项参数见表1。
48.实施例11纤维a的混率为35%,其余同实施例1,得到本发明的纤维球,各项参数见表1。
49.实施例12选用单纤维纤度为1.7dtex的中空涤纶纤维作为纤维b,其余同实施例1,得到本发明的纤维球,各项参数见表1。
50.实施例13选用单纤维长度为18mm的中空涤纶纤维作为纤维b,其余同实施例1,得到本发明的纤维球,各项参数见表1。
51.实施例14选用单纤维纤度为7.8dtex的中空涤纶纤维作为纤维b,其余同实施例1,得到本发明的
纤维球,各项参数见表1。
52.实施例15选用单纤维长度为65mm的中空涤纶纤维作为纤维b,其余同实施例1,得到本发明的纤维球,各项参数见表1。
53.实施例16选用卷曲数为2.5的中空涤纶纤维作为纤维b,其余同实施例1,得到本发明的纤维球,各项参数见表1。
54.比较例1选用单纤维纤度为3.3dtex、单纤维长度51mm、卷曲数为8个/25mm且中空率为30%的三维卷曲中空pet短纤维100%在开松机上开松,然后再经过成球机得到直径5mm的纤维球,各项参数见表1。
55.比较例2选用单纤维纤度为7.8dtex、单纤维长度25mm的粘胶短纤维作为纤维a,与单纤维纤度为3.3dtex、单纤维长度51mm、卷曲数为1.5个/25mm且中空率为30%的三维卷曲中空pet短纤维作为纤维b,按照10:90的比率混棉并开松后,经过成球机得到直径5mm的纤维球,各项参数见表1。
56.比较例3选用单纤维纤度为1.2dtex、单纤维长度15mm的粘胶短纤维作为纤维a,与单纤维纤度为3.3dtex、单纤维长度51mm、卷曲数为8个/25mm且中空率为30%的三维卷曲中空pet短纤维作为纤维b,按照1:19的比率混棉并开松后,经过成球机得到直径5mm的纤维球,各项参数见表1。
57.表1
表2
根据表1和表2,(1)由实施例1与实施例7可知,同等条件下,单纤维长度为25mm的粘胶短纤维形成的纤维球与单纤维长度为13mm的粘胶短纤维形成的纤维球相比,前者洗涤后的蓬松度优于后者,而且水洗拍打后的偏移小于后者。
58.(2)由实施例1与实施例8可知,同等条件下,单纤维纤度为7.8dtex的粘胶短纤维形成的纤维球与单纤维纤度为13.0dtex的粘胶短纤维形成的纤维球相比,前者洗涤后的蓬松度优于后者,而且水洗拍打后的偏移小于后者。
59.(3)由实施例2与实施例6可知,同等条件下,单纤维纤度为1.2dtex的粘胶短纤维形成的纤维球与单纤维纤度为0.6dtex的粘胶短纤维形成的纤维球相比,前者洗涤后的蓬松度优于后者,而且水洗拍打后的偏移小于后者。
60.(4)由实施例3与实施例9可知,同等条件下,单纤维长度为40mm的粘胶短纤维形成的纤维球与单纤维长度为45mm的粘胶短纤维形成的纤维球相比,前者洗涤后的蓬松度优于后者,而且水洗拍打后的偏移小于后者。
61.(5)由实施例2与实施例10可知,同等条件下,纤维a混率为5%的粘胶短纤维形成的纤维球与混率为3%的粘胶短纤维形成的纤维球相比,前者洗涤后的蓬松度优于后者,而且水洗拍打后的偏移小于后者。
62.(6)由实施例1与实施例11可知,同等条件下,纤维a混率为10%的粘胶短纤维形成的纤维球与混率为35%的粘胶短纤维形成的纤维球相比,前者洗涤后的蓬松度优于后者,而且水洗拍打后的偏移小于后者。
63.(7)由实施例1与实施例12可知,同等条件下,纤维b纤度为3.3dtex的涤纶中空纤维形成的纤维球与纤度为1.7dtex的涤纶中空纤维形成的纤维球相比,前者洗涤后的蓬松度优于后者,而且水洗拍打后的偏移小于后者。
64.(8)由实施例5与实施例13可知,同等条件下,纤维b纤维长度为21mm的涤纶中空纤维形成的纤维球与纤维长度为18mm的涤纶中空纤维形成的纤维球相比,前者洗涤后的蓬松度优于后者,而且水洗拍打后的偏移小于后者。
65.(9)由实施例1与实施例14可知,同等条件下,纤维b纤度为3.3dtex的涤纶中空纤维形成的纤维球与纤度为7.8dtex的涤纶中空纤维形成的纤维球相比,前者洗涤后的蓬松度优于后者,而且水洗拍打后的偏移小于后者。
66.(10)由实施例1与实施例15可知,同等条件下,纤维b纤维长度为51mm的涤纶中空纤维形成的纤维球与纤维长度为65mm的涤纶中空纤维形成的纤维球相比,前者洗涤后的蓬松度优于后者,而且水洗拍打后的偏移小于后者。
67.(11)由比较例1与实施例1可知,同等条件下,仅使用纤维b得到的纤维球与使用纤维a、b得到的纤维球相比,前者的蓬松度低,水洗拍打后的偏移比后者大。
68.(12)由比较例2与实施例16可知,同等条件下,纤维b的卷曲数为1.5个/25mm 的纤维球与纤维b的卷曲数为2.5个/25mm 的纤维球相比,前者的蓬松度低,水洗拍打后的偏移较大。
[0069] (13)由比较例3与实施例3可知,同等条件下,混棉-成球工艺所得纤维球与2次成球工艺所得纤维球相比,前者的蓬松度低,水洗拍打后的偏移较大。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。