1.本发明涉及一种对工件进行树脂密封的树脂密封装置。
背景技术:
2.作为对工件进行树脂密封的树脂密封装置,已知有转移模制装置。
3.所述转移模制装置是利用上模与下模夹紧工件,并利用柱塞将熔融树脂从树脂密封模具的罐中挤出,将树脂填充至模腔中来进行树脂密封的装置。
4.例如,在专利文献1(日本专利特开2005-246709号公报)中,记载了一种树脂密封装置,所述树脂密封装置在将从利用零件送料器供给方式甚至小片料盒供给方式的树脂小片供给机构送出的树脂小片由小片保持器保持的同时加以搬送并交接至装载机之后,由装载机搬送至树脂密封模具中进行树脂密封。
5.[现有技术文献]
[0006]
[专利文献]
[0007]
[专利文献1]日本专利特开2005-246709号公报
技术实现要素:
[0008]
[发明所要解决的问题]
[0009]
在专利文献1所例示的树脂密封装置中,当向树脂密封模具投入树脂小片时,热从升温后的树脂密封模具被所述树脂吸取,产生投入部(罐)及其周围的温度下降的现象。迄今为止,能够使用直径20mm左右且长度20mm左右的树脂小片成形比较小型的工件,因此即便产生温度下降,也能够比较早地使温度恢复来进行成形。
[0010]
然而,近年来,例如在成形功率半导体、电子控制单元(electronic control unit,ecu)、绝缘栅双极型晶体管(insulated gate bipolar transistor,igbt)等比较大的产品的情况下需要大容量的树脂。在此种情况下,需要例如使用大直径的树脂小片的情况、或使树脂从两个甚至三个等多个罐流入至一个成形品,进而在一个罐重叠多个树脂小片而使用。因此,树脂密封模具的温度下降变大,而导致恢复成形温度来开始成形为止需要时间,从而有生产率下降之虞。另外,若在模具的温度未充分恢复的状态下开始成形,则容易发生由热量不足引起的成形不良状况(未填充、空隙、硬化不足等)而有成形品质下降之虞。
[0011]
[解决问题的技术手段]
[0012]
本发明是鉴于所述情况而成,其目的在于实现一种树脂密封装置,其即便在向树脂密封模具投入了大容量的树脂小片的情况下,也可抑制树脂密封模具的温度下降而防止温度下降引起的成形品质的下降及生产率的下降。
[0013]
本发明通过以下所记载那样的解决手段来解决所述问题。
[0014]
本发明的树脂密封装置是利用装载机将树脂小片搬入至树脂密封模具中进行树脂密封的树脂密封装置,其中,包括:树脂小片供给机构,从收容许多树脂小片的收容容器
将树脂小片排布并送出;以及小片搬送机构,在保持多个从所述树脂小片供给机构送出的树脂小片的状态下进行搬送,并交接至所述装载机,所述小片搬送机构具有将多个树脂小片装填并保持于以规定间距设置的保持孔中的小片保持器,在所述小片保持器设置有以比树脂密封温度低的规定温度对树脂小片进行预热的加热器。
[0015]
据此,可在将从树脂小片供给机构供给的树脂小片交接至装载机之前的期间进行预热。因此,可减小树脂密封模具与所投入的树脂小片的温度差,因此可抑制树脂小片向树脂密封模具的投入时产生的树脂密封模具的温度下降。
[0016]
另外,优选为所述树脂小片保持器被设置为交接小片保持器,所述交接小片保持器将多个树脂小片装填并保持于设置成与所述树脂密封模具的罐间距为相同间距且与所述树脂密封模具的罐数为相同数量的所述保持孔中,所述小片搬送机构包括小片升降器机构,所述小片升降器机构将装填于所述交接小片保持器的所述保持孔中的树脂小片从下方多个同时交接至所述装载机,在所述交接小片保持器设置有所述加热器。据此,在将树脂小片交接至装载机的小片保持器(交接小片保持器)中,通常保持一次树脂密封所需的树脂小片并成批地交接至装载机,因此可使树脂小片各自的温度条件(预热条件)相同,且可使成形品质稳定。
[0017]
另外,优选为所述小片保持器被设置为搬送小片保持器、及所述交接小片保持器,所述搬送小片保持器将多个树脂小片装填并保持于以规定间距设置的所述保持孔中,所述小片搬送机构包括小片保持器搬送机构,所述小片保持器搬送机构搬送在所述保持孔中装填有从所述树脂小片供给机构送出的树脂小片的所述搬送小片保持器,并将装填于所述搬送小片保持器的所述保持孔中的树脂小片交接至所述交接小片保持器,至少在所述交接小片保持器设置有所述加热器。据此,可在距树脂密封模具近的地方对树脂小片进行预热。因此,可在维持升温效果的状态下向树脂密封模具中搬入,且也可容易地进行温度管理。
[0018]
另外,优选为在所述交接小片保持器或所述搬送小片保持器设置温度传感器,将所述加热器的预热温度维持在规定温度。据此,可更稳定地对树脂小片进行预热。
[0019]
另外,优选为所述交接小片保持器的预热温度被设定为比所述搬送小片保持器的预热温度高的规定温度。据此,可使树脂小片根据搬送路径的行进而阶段性地升温而在向装载机交接时以规定的预热温度进行预热。
[0020]
另外,所述加热器可设置于以规定间距设置于形成为框体状的所述小片保持器上的所述保持孔的排列方向两侧、或者设置于将以规定间距设置于形成为框体状的所述小片保持器上的所述保持孔分隔的位置上。如此,通过在保持孔的周围或之间配设加热器,可对各树脂小片均等地进行预热。
[0021]
另外,优选为所述树脂小片供给机构通过被盖覆盖而与所述小片搬送机构区别地隔离,且设置有以使所述树脂小片供给机构内的环境温度成为规定温度的方式进行温度管理的冷却装置。据此,通过将收容有多个供给前的树脂小片的树脂小片供给机构与周边环境隔离,可抑制树脂小片的温度上升而防止树脂的硬化。进而,可利用冷却装置积极地将树脂小片冷却而更可靠地防止硬化的加剧。
[0022]
[发明的效果]
[0023]
根据本发明,即便在向树脂密封模具投入了大容量的树脂小片的情况下,也可抑制树脂密封模具的温度下降。其结果,能够在不使生产率下降的情况下,防止在树脂密封时
模具的温度下降引起的成形品质的下降。
附图说明
[0024]
图1是表示本发明实施方式的树脂密封装置的布局结构的概略平面图。
[0025]
图2是表示图1的压制部及装载机的结构例的主要部分剖面图。
[0026]
图3是关于图1的树脂小片供给部的结构及动作的例子的平面图。
[0027]
图4是关于图1的树脂小片供给部及小片搬送机构的结构及动作的例子的说明图。
[0028]
图5是关于图4的小片搬送机构中所包括的小片升降器机构的结构及动作的例子的说明图。
[0029]
图6是关于图1的树脂小片供给部的结构及动作的例子的说明图。
[0030]
图7的(a)~图7的(c)是关于图1所示的树脂密封装置中的小片保持器及设置于小片保持器的加热器的配置结构例的说明图。
[0031]
[符号的说明]
[0032]
10:树脂密封装置
[0033]
10a:供给单元
[0034]
10b:压制单元
[0035]
10c:成形品收纳单元
[0036]
12:工件供给部
[0037]
14:树脂小片供给部
[0038]
16、42:储料器
[0039]
18:安置台
[0040]
20:压制部
[0041]
22:树脂密封模具
[0042]
23:树脂密封模具内加热器
[0043]
24:下模
[0044]
26:上模
[0045]
28:工件支撑部
[0046]
30:罐
[0047]
32:柱塞
[0048]
34:模腔
[0049]
36:树脂流路(剔料池、流道)
[0050]
38:取出部
[0051]
40:浇口切断部
[0052]
44:装载机(树脂小片保持部)
[0053]
46:卡盘爪
[0054]
48:树脂小片保持部
[0055]
50、66a:开闭器
[0056]
52:卸载机
[0057]
54:引导部
[0058]
60:零件送料器(树脂小片供给机构)
[0059]
62:激振器
[0060]
64:收容容器(小片收容容器)
[0061]
65:树脂小片排布路
[0062]
65a:供给口
[0063]
65b:止动件
[0064]
66:盖
[0065]
68:冷却装置
[0066]
70:拾取/压制机构(树脂小片装填机构)
[0067]
70a:支撑轴
[0068]
72:小片搬送机构
[0069]
73:小片保持器搬送机构
[0070]
74:小片升降器机构
[0071]
74a:升降器本体
[0072]
76:小片保持器
[0073]
76a:搬送小片保持器(小片保持器)
[0074]
76b:交接小片保持器(小片保持器)
[0075]
78:保持孔
[0076]
78a:搬送小片保持器的保持孔
[0077]
78b:交接小片保持器的保持孔
[0078]
80:小片保持器内开闭器
[0079]
82:开闭器驱动部
[0080]
88:驱动源
[0081]
90:升降部
[0082]
92:上推杆
[0083]
96:加热器
[0084]
98:温度传感器
[0085]
a、b、c、d:箭头
[0086]
r:模制树脂(树脂小片、树脂、熔融树脂)
[0087]
w:工件(被成形品)
[0088]
wa:第一构件
[0089]
wb:第二构件
[0090]
wp:成形品
具体实施方式
[0091]
以下,参照附图对本发明的实施方式进行详细说明。图1是表示树脂密封装置10的布局结构的概略平面图。另外,图2是表示图1所示的树脂密封装置10的压制部20特别是树脂密封模具22及装载机44的结构例的主要部分剖面图。
[0092]
本实施方式的树脂密封装置10是对工件(被成形品)w进行树脂密封的装置。以下,
举转移模制装置为例进行说明。
[0093]
首先,关于作为成形对象的工件w,对一般的结构例进行说明。工件w包括在作为基材的第一构件wa上主要搭载有作为电子零件的第二构件wb的结构(参照图2)。更具体而言,作为第一构件wa,例如可列举形成为细条状的树脂基板、陶瓷基板、金属基板、引线框架、载体、晶片等各种包围构件为例。进而,形状并不限于细条状,也可为圆形、四边形。另外,作为第二构件wb,可列举半导体芯片(有时简称为“芯片”)、微机电系统(micro-electro-mechanical system,mems)、电子零件、散热板、用于配线/散热的引线框架、用于电连接的凸块等各种构件为例。即,本发明中的工件w是指在这些第一构件wa上搭载(管芯(die)安装、倒装芯片安装、打线接合安装等)并重合有第二构件wb的状态的工件。因此,所述工件w也包括:在基板上搭载有一层或多层芯片的工件、在基板上搭载有半导体装置的工件、在基板上搭载有摄像元件并在摄像元件的受光面接合透光玻璃而成的工件等。此处,作为树脂密封的形态,假定了将安装于基板的多个搭载零件收容在一个模腔34中来成批地进行树脂密封的情况。此外,也可适用于按照各个搭载零件个别地收容在模腔34中来进行树脂密封的情况。
[0094]
另一方面,用于树脂密封的模制树脂(有时简称为“树脂”)r例如是热硬化性树脂(例如为含有填料的环氧类树脂)。状态是固体形状的树脂小片r,此处列举圆柱状的情况为例进行说明,但不限定于所述形状。
[0095]
继而,对树脂密封装置10的概要进行说明。如图1所示,树脂密封装置10包括供给模制树脂r及工件w的供给单元10a、对工件w进行树脂密封的压制单元10b、收纳树脂密封后的成形品wp的成形品收纳单元10c作为主要结构。以下,对各单元进行说明,但设置于各单元的结构的配置为一例,且可采用各种各样的配置。
[0096]
[供给单元10a]
[0097]
首先,在图1中,供给单元10a包括供给工件w的工件供给部12及供给树脂小片r的树脂小片供给部14。工件供给部12具有储料器(stocker)16,所述储料器16收容收纳有工件w的料盒(magazine)(未图示)。利用推杆(未图示)从各料盒送出的工件w例如以两片为一组而与安置台18相向地排列。安置台18的工件w由后述的搬送机构的装载机44保持并向压制单元10b搬送。
[0098]
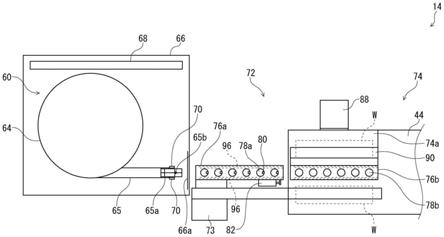
另一方面,树脂小片供给部14包括树脂小片供给机构(此处是后述的零件送料器60),所述树脂小片供给机构从收容许多树脂小片r的收容容器将树脂小片r排布并送出。从树脂小片供给机构送出的树脂小片r保持在小片保持器76,并经由后述的小片保持器搬送机构73及小片升降器机构74而交接至装载机44。此外,符号78为用来装填树脂小片r的保持孔。交接后的树脂小片r由装载机44保持并向压制单元10b搬送。关于树脂小片供给部14的详细情况将在后面叙述。
[0099]
[压制单元10b]
[0100]
接着,压制单元10b包括压制部20,所述压制部20对树脂密封模具22进行打开/关闭驱动,并夹紧工件w进行树脂密封。图2所示的树脂密封模具22包含下模24与上模26,且为通过公知的合模机构将至少任一个模具向开模/闭模方向按压来进行开模/闭模的结构。另外,在上模26的夹紧面,形成有收容工件w的被树脂密封的部位(搭载有第二构件wb的部位)并供树脂r填充的模腔34、及与模腔34连通的树脂流路(剔料池(cull)、流道等)36。另一方
面,在下模24的夹紧面,形成有支撑工件w的工件支撑部28、及用来收容树脂小片r的筒状的罐30。在本实施方式中,以规定的间距(称为“罐间距”)设置有多个(此处为六个,但不限定于六个)罐30,在罐30的排列方向两侧(此处为左右侧)设置有工件支撑部28。在各罐30内配设有由公知的转移机构(未图示)按压的柱塞32。所述柱塞32受到按压,而将罐30内的树脂r供给至模腔34内。
[0101]
另外,上模26及下模24包括:加热器23(例如电热丝加热器)、温度传感器、控制部、电源等(除加热器23以外未图示),进行加热及其控制。具体而言,上模26的加热器23对上模26整体施加热,另一方面,下模24的加热器23除了对下模24整体施加热以外还对工件w及树脂r施加热。由此,下模24及上模26被调整为规定温度(根据树脂的种类而不同,例如120℃~180℃)而被加热。另外,收容于罐30中的固体形状的树脂小片r以能够流动的状态熔融。在包括以上结构的压制部20中,将上模26与下模24合模来夹紧工件w,当树脂密封模具22的罐30内的树脂r在被施加热与压力的状态下熔融并由柱塞32压送以填充至模腔34时,熔融树脂r在被加热加压的状态下硬化,由此将工件w树脂密封。
[0102]
[成形品收纳单元10c]
[0103]
接着,在图1中,成形品收纳单元10c包括:取出部38,通过后述的作为搬送机构的卸载机52取出树脂密封后的成形品wp;浇口切断部40,从成形品wp去除浇口等无用树脂;以及储料器42,收纳去除了无用树脂的成形品wp。成形品wp被收纳至收纳用的料盒(未图示)中,收纳有成形品wp的料盒依次被收容于储料器42中。
[0104]
接着,本实施方式的树脂密封装置10中,作为跨越各单元间进行搬送的机构,包括将树脂小片r与工件w向压制单元10b的树脂密封模具22内搬入的装载机44、及将成形品wp与无用树脂(成形后的剔料池、流道)从压制单元10b的树脂密封模具22内搬出的卸载机52。在装载机44的下表面,设置有对工件w进行保持的卡盘爪46及对树脂小片r进行保持的树脂小片保持部48(参照图2及图4)。树脂小片保持部48为以能够收容树脂小片r的方式形成的凹部,且设置成与树脂密封模具22的罐间距为相同间距且与树脂密封模具22的罐数为相同数量。另外,在所述凹部的入口甚至其附近设置有限制树脂小片r的落下的开闭器50。开闭器50能够通过开闭器驱动部(未图示)进行开闭。由此,可在对树脂小片r与工件w进行保持的同时搬送至压制部20为止,并向树脂密封模具22(此处为下模24)的工件支撑部28投入工件w,向罐30投入树脂小片r。
[0105]
另外,供给单元10a、压制单元10b及成形品收纳单元10c通过经单元化的台架彼此连结而装配出树脂密封装置10。在各单元的装置内侧分别设置有引导部54,通过将引导部54彼此以呈直线状连结的方式组装而形成了导轨。装载机44及卸载机52可分别沿着共用的导轨移动,装载机44被设置成能够在供给单元10a与压制单元10b之间移动,卸载机52被设置成能够在压制单元10b与成形品收纳单元10c之间移动。
[0106]
因此,通过改变各单元的结构,可在维持使引导部54彼此连结的状态的同时,变更树脂密封装置10的构成形态。例如,图1是将压制部20设置于两处的例子,但也能够构成压制部20设置于一处或三处以上的多个压制部20的树脂密封装置(未图示)。此外,也可设为关于各单元而不存在一部分机构的树脂密封装置。
[0107]
[树脂小片供给部14]
[0108]
继而,对设置于树脂密封装置10的供给单元10a上的树脂小片供给部14的结构进
行说明。
[0109]
首先,在图3中,树脂小片供给部14包括从收容许多树脂小片r的收容容器将树脂小片r排布并送出的零件送料器60(树脂小片供给机构)。零件送料器60在激振器62上设置有小片收容容器64。当由激振器62激振时,小片收容容器64内的树脂小片r在树脂小片排布路65上排布成一行并朝向供给口65a送出(参照图6)。但是,不限定于所述结构,例如也可包括设置收容许多树脂小片r的小片料盒,利用推杆从小片料盒将树脂小片r排布并送出的小片料盒方式的供给机构(未图示)。此外,在供给口65a的前端部设置有止动件65b,所述止动件65b防止以台球状送出的树脂小片r的落下。
[0110]
此外,在本实施方式中,包括覆盖零件送料器60的盖66,零件送料器60与后述的小片搬送机构72等区别地隔离。由此,通过抑制收容于收容容器(此处为小片收容容器64)的树脂小片r的温度上升,使得不加剧树脂r的硬化。另外,在盖66内部设置冷却装置68,树脂小片供给机构(此处为零件送料器60)内的环境温度被温度管理在规定温度(例如,大致室温即20℃~25℃)。由此,更可靠地防止硬化的加剧。此外,作为一例,在盖66设置能够开闭的开闭器66a,在从零件送料器60送出树脂小片r时开放。
[0111]
另外,在图4中,在供给口65a的附近设置有拾取/压制机构70(树脂小片装填机构)。拾取/压制机构70握持从供给口65a送出的树脂小片r并装填至后述的搬送小片保持器76a上所设置的保持孔78a中。在本实施方式中,作为一例,在供给口65a的上方附近,设置能够在零件送料器60(供给口65a)与搬送小片保持器76a之间移动的拾取/压制机构70,若对在颠倒的状态下送出的圆柱状的树脂小片r进行保持,则以支撑轴70a为轴旋转90
°
,使树脂小片r沿铅垂方向立起,移动至待机的搬送小片保持器76a的规定的孔上为止,并装填至朝向铅垂方向的保持孔78a中(参照箭头a)。但是,不限定于所述结构,例如也可包括从供给口65a将树脂小片r插入至旋转工作台的一个孔中,通过旋转工作台旋转90
°
而依次装填至搬送小片保持器76a的保持孔78a中的结构(未图示)。将树脂小片r从供给口65a装填至搬送小片保持器76a的保持孔78a中的结构可从现有技术中选择各种。
[0112]
[小片搬送机构72]
[0113]
接着,树脂小片r在被搬送小片保持器76a保持的状态下由小片保持器搬送机构73搬送至小片升降器机构74,并交接至交接小片保持器76b,进而由小片升降器机构74从交接小片保持器76b交接至装载机44的树脂小片保持部48。以下,进行具体说明。
[0114]
图4所示的小片保持器搬送机构73构成为在载置有搬送小片保持器76a的状态下在零件送料器60侧与小片升降器机构74侧之间往复移动(参照箭头b)。作为一例,搬送小片保持器76a载置于沿着搬送轨道移动的移动体,通过带等驱动而往复移动。
[0115]
图7的(a)~图7的(c)所示的搬送小片保持器76a形成为以规定间距(此处为与罐间距相同的间距)排列成一行地设置有多个(此处为与罐数为相同数量的六个)能够装填树脂小片r的保持孔78a的框体状(此处为长方体)。
[0116]
此处,保持孔78a形成为与树脂小片r为相同形状的圆筒状,但不限定于此,例如也可形成为长方体状。另外,保持孔78a的数量也无限定。因此,根据保持孔78a的数量,搬送小片保持器76a的形状也可形成为纵横比率各种各样的长方体或立方体。此外,搬送小片保持器76a可以比罐间距窄或宽的间距装填树脂小片r,在交接至交接小片保持器76b之前间距变换为与罐间距相同的间距,也可设置交接小片保持器76b的两倍数量的保持孔78a并分成
两次交接树脂小片r。
[0117]
另外,保持孔78a沿铅垂方向贯通搬送小片保持器76a,在保持孔78a的下端甚至其附近设置有限制树脂小片r的落下的开闭器80。在搬送小片保持器76a设置有开闭器驱动部82,开闭器80能够开闭。据此,可将树脂小片r装填并保持于保持孔78a中。
[0118]
图4及图5所示的小片升降器机构74设置于在上方待机的装载机44的下方,构成为能够升降交接小片保持器76b(参照箭头c)。交接小片保持器76b也成为与搬送小片保持器76a同样的结构,但在交接小片保持器76b未设置可动的开闭器80,通过保持孔78b的下端部的内径形成得相对小的结构,而能够对树脂小片r进行保持(参照图5)。但是,也可在交接小片保持器76b设置可动的开闭器80,在树脂小片r的上升时使开闭器80可动地退避。此外,不限定于所述结构,也可为在后述的上推杆92直接搭载树脂小片r来代替开闭器80的结构等。
[0119]
小片升降器机构74包括沿着设置于升降器本体74a的搬送轨道上下移动的升降部90。在升降部90的上部,设置有交接小片保持器76b。另一方面,在升降部90的下部,以能够上下移动的方式设置有以与交接小片保持器76b的各保持孔78b的位置对应的间距形成的梳齿状的上推杆92(参照箭头d)。因此,当升降部90进行升降运行时,交接小片保持器76b及上推杆92能够升降,且进而能够相对于装填于交接小片保持器76b的保持孔78b中的树脂小片r从下方将上推杆92上推。此外,作为一例,升降部90由伺服马达等驱动源88及滚珠丝杠机构等驱动传递部件(未图示)驱动。另外,上推杆92也同样地由滚珠丝杠机构等驱动部(未图示)驱动。
[0120]
根据以上的结构,树脂小片r在保持于搬送小片保持器76a上所设置的保持孔78a中的状态下,由小片保持器搬送机构73搬送至在装载机44的下方待机的交接小片保持器76b的上表面附近为止(箭头b)。接下来,在搬送小片保持器76a的保持孔78a与交接小片保持器76b的保持孔78b在铅垂方向上同轴且一致的状态下开闭器80开放,树脂小片r落下而交接至交接小片保持器76b(保持孔78b)。在本实施方式中,将树脂小片r从搬送小片保持器76a交接至交接小片保持器76b,但未必限定于所述结构,作为一例,也可为拾取/压制机构70直接将树脂小片r装填在交接小片保持器76b的保持孔78b中的结构。继而,树脂小片r在保持于交接小片保持器76b的状态下,由升降部90从升降器本体74a的下部上升至在上方待机的装载机44的下表面附近为止(箭头c)。接下来,在交接小片保持器76b的保持孔78b与装载机44的树脂小片保持部48在铅直方向上同轴且一致的状态下,由上推杆92将树脂小片r上推,装载机44(树脂小片保持部48)的开闭器50可动关闭,然后上推杆92下降,由此进行交接(箭头d)。
[0121]
另外,在本实施方式中,设为以下结构,即,在小片搬送机构72设置小片保持器搬送机构73及小片升降器机构74并以两层的搬送线将树脂小片r交接至装载机44,但不限定于所述结构。例如未必需要小片保持器搬送机构73,也可为拾取/压制机构70直接将树脂小片r装填至交接小片保持器76b的保持孔78b中的结构。进而,也可为以三层以上的搬送线进行交接的结构。此外,在搬送线呈多层构成的情况下,设置于最终的搬送线并将树脂小片r交接至装载机44的小片保持器76b被限制为保持孔78b与罐间距为相同间距且与树脂密封模具22的罐30为相同数量,但设置于比此更靠上游侧的搬送线的小片保持器76a未必需要配设成与罐间距为相同间距,或者与罐数为相同数量。在此情况下,作为一例,只要设置罐间距变换机构等、或者作为相对于小片保持器76b具有整数倍的保持孔78a的小片保持器
76a,设为分成多次交接树脂小片r的结构即可。另一方面,例如作为将小片搬送机构72沿铅垂方向来搬送树脂小片r,也可设置为从零件送料器60分别直接送出树脂小片r并装填至小片保持器76b,沿90
°
垂直方向变更姿势并交接至装载机44。
[0122]
[加热器96]
[0123]
此处,在本实施方式的搬送小片保持器76a及交接小片保持器76b,设置有对装填于保持孔78a、保持孔78b中的树脂小片r进行预热的加热器96(图3~图7的(c))。据此,可在将从零件送料器60供给的树脂小片r交接至装载机44之前的期间进行预热,进而,通过在装载机44也设置加热器(未图示),可从零件送料器60至树脂密封模具22对树脂小片r进行预热。由于在小片保持器76b通常保持一次树脂密封所需的树脂小片r并成批地交接至装载机44,因此可使树脂小片r各自的温度条件(预热条件)相同,且可使成形品质稳定。在使用搬送小片保持器76a及交接小片保持器76b作为将树脂小片r交接至工件w时的结构的情况下,至少需要在即将向装载机44交接之前的交接小片保持器76b设置加热器96。
[0124]
此外,如上所述,向零件送料器60的小片收容容器64投入了许多树脂小片r,但根据周边温度环境的不同,有与投入时的状态相比,伴随时间的经过而依次加剧硬化之虞。因此,作为通过利用盖66覆盖零件送料器60而与周边环境隔离的结构,通过抑制树脂小片r的温度上升而使得不加剧树脂r的硬化。进而,也可利用冷却装置68积极地将供给前的树脂小片r冷却。
[0125]
作为本实施方式的结构例,在以规定间距设置于形成为框体状的小片保持器76a、小片保持器76b上的保持孔78a、保持孔78b的排列方向两侧,内置有一个或多个管状的加热器96(图7的(a))。但是,不限定于所述结构,作为其他例子,也可在将以规定间距设置的保持孔78a、保持孔78b分隔的位置内置一个或多个管状的加热器96(图7的(b))。如此,通过在保持孔78a、保持孔78b的周围或之间配设加热器96,可对各树脂小片r均等地进行预热。当然,加热器96不限于管状,可采用各种各样的形状,而且,不限于小片保持器76a、小片保持器76b的内部,也可设置于外部。因此,作为本实施方式的变形例,例如可为在位于保持孔78a、保持孔78b的排列方向两侧的小片保持器76a、小片保持器76b的外部设置板状的加热器96的结构(图7的(c))。
[0126]
此外,在本实施方式中,使用电热丝加热器作为加热器96,但并不限定于此,可使用铠装加热器、碳加热器等各种各样的公知的加热机构。
[0127]
另外,加热器96的预热温度被设定为比树脂密封温度低的规定温度,但进而作为本实施方式中的预热温度的设定例,交接小片保持器76b的预热温度被设定为比搬送小片保持器76a的预热温度高的规定温度。作为一例,在树脂密封温度为130℃~150℃的模制树脂r的情况下,搬送小片保持器76a的预热温度被设定为50℃~60℃左右,交接小片保持器76b的预热温度被设定为60℃~70℃左右。据此,可使树脂小片r根据搬送路径的行进而阶段性地升温,在向装载机44交接时以规定的预热温度进行预热。此外,在本例中在装载机44包括加热器的情况下,装载机44的预热温度被设定为70℃~80℃左右。但是,不限定于分别例示的规定温度。
[0128]
另外,在本实施方式的小片保持器76a、小片保持器76b,与加热器96一并设置有温度传感器98(参照图7的(a)~图7的(c)),因此能够将加热器96的预热温度维持在所述的规定温度。因此,可更稳定地对树脂小片r进行预热。
[0129]
此外,在小片搬送机构72以多层(两层以上)的搬送线交接的结构的情况下,并非必须在所有的小片保持器76均设置加热器96。即,根据树脂小片r的种类、尺寸、装填于小片保持器76的容量等而在适宜需要的小片保持器76设置加热器96即可。在此情况下,加热器96优选为设置于相对下游侧(装载机44侧)的小片保持器76,更适合的是优选为设置于最终的搬送线上所设置的将树脂小片r交接至装载机44的小片保持器76(此处为交接小片保持器76b)。据此,可在距树脂密封模具22近的地方对树脂小片r进行预热。因此,可在维持升温效果的状态下向树脂密封模具22中搬入,且也可容易地进行温度管理。
[0130]
如以上说明那样,根据本发明,可在将从树脂小片供给机构供给的树脂小片交接至装载机之前的期间进行预热。因此,即便在向树脂密封模具(罐)投入了大容量的树脂小片的情况下,也可减小树脂密封模具与所投入的树脂小片的温度差,因此可抑制树脂小片向罐投入引起的温度下降。其结果,树脂密封模具的加热时间不会变长,可防止生产率的下降及成形品质的下降。
[0131]
此外,本发明并不限定于以上说明的实施例,能够在不脱离本发明的范围内进行各种变更。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。