一种抗紫外线型纤维复合聚丙烯管
【技术领域】
1.本实用新型涉及管材技术领域,具体的说,是一种抗紫外线型纤维复合聚丙烯管。
背景技术:
2.市场对室外明装给水纤维复合聚丙烯管材有需求。但在室外明装时,聚丙烯管会发生老化。所以虽然有市场需求,但因聚丙烯管不宜室外明装,从而限制了其应用范围。而一般应用户外的高分子材料,阳光中的紫外线是引起老化的最主要外因。
3.拟研发的抗uv型纤维复合聚丙烯管道,既综合了纤维复合聚丙烯管的优良性能,同时又能应用于室外明装给水领域,具有优异的综合性能。抗uv型纤维复合聚丙烯管材具有以下优点:(1)抗uv,可室外明装;(2)低线性膨胀系数:抗uv型纤维复合聚丙烯管材减少了聚丙烯管材因温差所产生的热膨胀,管路系统支口处更安全。可以很好地适用于昼夜温差大的户外;(3)具备抗菌性能;(4)透光率低,不易滋生藻类及细菌。
4.本技术所述的抗uv型纤维复合聚丙烯管材,可用于建筑物内、外冷热水管道系统,建筑物主立管系统,空调管路系统以及其他工业用管,特别适用于建筑物外明装冷热水管道系统。
技术实现要素:
5.本实用新型的目的在于克服现有技术的不足,提供一种抗紫外线型纤维复合聚丙烯管。
6.本实用新型的目的是通过以下技术方案来实现的:
7.一种抗紫外线型纤维复合聚丙烯管,其具有五层结构,由内而外分别为:管材内层,第二层,第三层,第四层以及最外层;其中:
8.管材内层为抗菌复合聚丙烯层,第二层为聚丙烯层;第三层为硅酸盐类纤维复合聚丙烯层,第四层为阻光复合聚丙烯层;最外层为抗uv复合聚丙烯层;
9.(管材内层 第二层):(第三层):(第四层 最外层)的厚度占比为2:5:3。
10.(管材内层 第二层):(第三层):(第四层 最外层)的厚度占比为1:1:1。
11.最外层的抗uv复合聚丙烯层的壁厚的厚度范围为0.1~3mm。
12.详细的技术方案为:
13.(1)聚丙烯为pp-r(无规共聚聚丙烯);
14.(2)管材内层抗菌复合聚丙烯中,抗菌粒子的加入使管材具备了抗菌性能。所述的抗菌复合聚丙烯含有纳米无机银系抗菌粒子和聚丙烯粒子。纳米无机银系抗菌粒子在内层材料中的质量分数为1~18%;
15.(3)管材第二层为聚丙烯;
16.(4)管材第三层为硅酸盐类纤维复合聚丙烯,为产品的功能层,纤维的加入降低了管材的线膨胀系数。所述的第三层的材料为二氧化硅纤维增强的聚丙烯粒子,二氧化硅纤维在中间层的材料中的质量分数为20~28%;
17.(5)管材第四层为阻光复合聚丙烯,降低了管材的透光率。阻光粒子在阻光复合聚丙烯材料中的质量分数为1~18%。
18.(6)管材最外层(第五层)为抗uv复合聚丙烯,提高了管材的抗紫外线、抗光老化性能。同时保证了塑料管道的可热熔连接性。
19.所述的最外层(第五层)的抗uv复合聚丙烯含有双抗(抗紫外线、抗氧化)母粒和聚丙烯粒子,其中双抗(抗紫外线、抗氧化)母粒在抗uv复合聚丙烯中的质量分数为1~18%。最外层(第五层)抗uv复合聚丙烯层的壁厚的厚度范围为0.1~3mm。
20.抗uv复合聚丙烯采用抗紫外线剂(受阻胺类光稳定剂(hals))、抗氧化剂与聚丙烯进行复配,抗紫外线剂与抗氧化剂的质量比为1:1。
21.(1)管材内层材料“抗菌复合聚丙烯母粒”的制备方法:
22.通过物理吸附、离子交换等方法将银等金属或金属离子负载于沸石、硅胶、二氧化钛、磷酸锆等多孔材料的表面,制备得到纳米无机银系抗菌剂。再以聚丙烯为原料,添加纳米无机银系抗菌剂,两者进行共混,熔融后造粒挤出、切粒,制备得到抗菌复合聚丙烯
23.母粒。
24.管材第三层材料“硅酸盐类纤维复合聚丙烯母粒”的制备方法:
25.以聚丙烯母粒为原料,添加抗氧剂、二氧化硅玻纤、相容剂、白油,采用搅拌机进行搅拌处理;再采用双螺杆造粒机熔融挤出,经切粒机切粒,制备得到硅酸盐类纤维复合聚丙烯母粒。
26.管材第四层材料“阻光复合聚丙烯母粒”的制备方法:
27.以聚丙烯母粒为原料,添加阻光粒子,采用搅拌机进行搅拌处理;再采用双螺杆造粒机熔融挤出,经切粒机切粒,制备得到阻光复合聚丙烯母粒。
28.管材最外层材料“抗uv复合聚丙烯母粒”的制备方法:
29.以聚丙烯母粒为原料,添加抗紫外线剂、抗氧化剂,采用搅拌机进行搅拌处理;再采用双螺杆造粒机熔融挤出,经切粒机切粒,制备得到抗uv复合聚丙烯母粒。
30.所述管材的具体制备方法:
31.本技术一种抗uv型纤维复合聚丙烯管,将抗菌复合聚丙烯母粒作为内层原料;聚丙烯母粒作为第二层原料;硅酸盐类纤维复合聚丙烯母粒作为第三层原料;阻光复合聚丙烯母粒作为第四层原料;抗uv复合聚丙烯母粒作为最外层(第五层)原料;通过五台单螺杆挤出机熔融挤出,套筒温度为60
±
30℃,机头温度为200
±
25℃,模头温度为210
±
25℃,控制五台挤出机的螺杆转速,以此来控制五层材料的挤出量,使得(第一层 第二层):(第三层):(第四层 第五层)的厚度占比为2:5:3或者1:1:1,制备得到抗uv型纤维复合聚丙烯管。
32.与现有技术相比,本发明的积极效果是:
33.本实用新型所述的抗uv型纤维复合聚丙烯管的优点:通过引入硅酸盐类纤维复合聚丙烯层降低了管材的线膨胀系数;通过调节管材硅酸盐类纤维层的厚度占比,可使管材线膨胀系数降至普通聚丙烯管材的1/3到1/6。其次管材最外层(第五层)为抗uv复合聚丙烯,使得管材的抗紫外线、抗光老化性能得到了提升;管材第四层为阻光复合聚丙烯,降低了管材的透光率;同时内层抗菌粒子的加入使管材具备了抗菌性能。该实用新型所述的管材可用于建筑物内、外冷热水管道系统,建筑物主立管系统,空调管路系统以及其他工业用管,特别适用于建筑物外明装冷热水管道系统。
【附图说明】
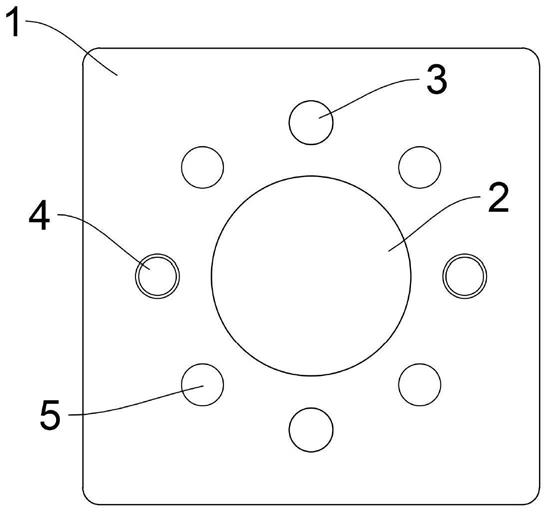
34.图1管材横截面和五层结构示意图
35.附图中的标记为:
36.1——内层;
37.2——第二层;
38.3——第三层;
39.4——第四层;
40.5——最外层。
【具体实施方式】
41.以下提供本实用新型一种抗紫外线型纤维复合聚丙烯管的具体实施方式。
42.实施例1
43.请参见图1,一种抗紫外线型纤维复合聚丙烯管,其具有五层结构,由内而外分别为:管材内层1,第二层2,第三层3,第四层4以及最外层5;其中:
44.管材内层为抗菌复合聚丙烯层,第二层为聚丙烯层;第三层为硅酸盐类纤维复合聚丙烯层,第四层的材料为阻光复合聚丙烯层;最外层的材料为抗uv复合聚丙烯层;
45.一种抗紫外线型纤维复合聚丙烯管(抗uv型f-ppr),其特征在于,管材具有五层结构,由内而外分别为:
46.(a)管材内层为抗菌复合pp-r;
47.(b)第二层为pp-r;
48.(c)第三层为硅酸盐类纤维复合pp-r;
49.(d)第四层为阻光复合pp-r;
50.(e)最外层(第五层)为抗uv复合pp-r材料。
51.(f)(第一层 第二层):(第三层):(第四层 第五层)的厚度占比为2:5:3或者1:1:1。
52.(1)本实施例中的复合管为五层结构。本实施例中使用的聚丙烯为pp-r(无规共聚聚丙烯);
53.(2)管材内层抗菌复合pp-r含有纳米无机银系抗菌粒子和pp-r粒子。纳米无机银系抗菌粒子在内层材料中的质量分数为5%;
54.(3)管材第二层为pp-r;
55.(4)管材第三层为硅酸盐类纤维复合pp-r,为二氧化硅纤维增强的pp-r粒子,二氧化硅纤维在中间层材料中的质量分数为24%;
56.(5)管材第四层为阻光复合pp-r;阻光粒子在阻光复合pp-r中的质量分数为5%;
57.(6)管材最外层(第五层)抗uv复合pp-r含有双抗(抗紫外线、抗氧化)母粒和pp-r粒子,其中双抗(抗紫外线、抗氧化)母粒在最外层材料中的质量分数为10%。最外层(第五层)抗uv复合pp-r层的壁厚的厚度范围为0.1~3mm。
58.2.(1)所述管材内层材料“抗菌复合pp-r母粒”的制备方法:
59.通过物理吸附、离子交换等方法将银等金属或金属离子负载于沸石、硅胶、二氧化钛、磷酸锆等多孔材料的表面,制备得到纳米无机银系抗菌剂。
60.再以pp-r母粒为原料,添加纳米无机银系抗菌剂,两者进行共混,熔融后造粒挤出、切粒,制备得到抗菌复合pp-r母粒。
61.(2)所述管材第三层材料“硅酸盐类纤维复合pp-r母粒”的制备方法:
62.以pp-r母粒为原料,添加抗氧剂、二氧化硅玻纤、相容剂、白油,采用搅拌机进行搅拌处理;再采用双螺杆造粒机熔融挤出,经切粒机切粒,制备得到硅酸盐类纤维复合pp-r母粒。
63.(3)管材第四层材料“阻光复合pp-r母粒”的制备方法:
64.以pp-r母粒为原料,添加阻光粒子,采用搅拌机进行搅拌处理;再采用双螺杆造粒机熔融挤出,经切粒机切粒,制备得到阻光复合pp-r母粒。
65.(4)所述管材最外层材料“抗uv复合pp-r母粒”的制备方法:
66.以pp-r为原料,添加抗紫外线剂、抗氧化剂,采用搅拌机进行搅拌处理;再采用双螺杆造粒机熔融挤出,经切粒机切粒,制备得到抗uv复合pp-r母粒。
67.3.所述管材的具体制备方法:
68.本技术一种抗uv型纤维复合pp-r管,将抗菌复合pp-r母粒作为内层原料;pp-r母粒作为第二层原料;硅酸盐类纤维复合pp-r母粒作为第三层原料;阻光复合pp-r母粒作为第四层原料;抗uv复合pp-r母粒作为最外层(第五层)原料;通过五台单螺杆挤出机熔融挤出,套筒温度为60
±
30℃,机头温度为200
±
25℃,模头温度为210
±
25℃,控制五台挤出机的螺杆转速,以此来控制五层材料的挤出量,使得(第一层 第二层):(第三层):(第四层 第五层)的厚度占比为2:5:3或者1:1:1,制备得到抗uv型纤维复合pp-r管。
69.4.性能测试:
70.实施例1所述的复合管应满足cj/t 258-2014《纤维增强无规共聚聚丙烯复合管》对管材的一系列性能要求。其中复合管产品轴向线膨胀系数≤0.05mm/m
·
℃。
71.按gb/t 16422.2-2014《塑料实验室光源暴露试验方法第2部分氙弧灯》标准进行测试,所述的复合管管材试样暴露于氙弧灯下,应至少满足暴露1000h后,颜色变化等级≥3级。
72.按“抗菌性试验:qb/t 2591-2003《抗菌塑料-抗菌性能试验方法和抗菌效果,附录a:抗菌塑料-抗菌性能试验方法》进行测试,所述的复合管的内层的抗菌性能:当试验菌种为大肠杆菌时,24h的抗细菌率>99%,有强抗细菌作用;当试验菌种为金黄色葡萄球菌时,24h抗菌率>99%,有强抗细菌作用。(注:普通的pp-r管内层无抗菌作用。)
73.按gb/t 21300-2007《塑料管材和管件不透光性的测定》进行测试,所述的复合管管材的透光率<0.1%。(注:普通明装pp-r管材的透光率≤0.2%。)
74.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员,在不脱离本实用新型构思的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。