1.本发明具体涉及合金材料技术领域,具体涉及一种硬质合金材料、硬质合金机筒以及其表面处理方法。
背景技术:
2.螺杆挤出机是一种广泛应用于塑料、食品和饲料加工等行业的机械生产设备,其工作原理一般是通过螺杆的旋转产生压力与剪切力,使物料经过混合、挤压、剪切等作用后发生物理或化学变化,最后在设备终端挤出成品。
3.随着锂离子电池材料的不断进步,原材料颗粒粒径越来越小,这不仅提高了锂离子电池性能,也非常容易形成二级团聚体,从而增加了混合分散工艺的难度。而全自动双螺杆连续式匀浆工艺作为新型替代工艺,特别适合应用于大容量、大功率、高稳定性、高分散度锂电池电极浆料的生产。匀浆螺纹元件和机筒/衬套是双螺杆连续式匀浆工艺的核心部件,在复杂的匀浆工作过程中会面临如下挑战:
4.a)磨损,由于物料之间频繁碰撞、摩擦,以及匀浆部件与物料之间的摩擦,机筒在与浆料长期作用下会出现疲劳磨损、腐蚀磨损、黏着磨损和磨粒磨损四种磨损类型的同时综合作用。从而减少双螺杆挤出机机筒的工作寿命,磨损部件的残屑进入电极浆料,对锂电池的结构成分和纯度造成不利影响。
5.b)腐蚀,腐蚀被定义为材料与其环境之间发生的导致材料及其性能恶化的化学或电化学反应。对于制浆系统来说,其中电池材料处于热力学非平衡状态,电解液长期与匀浆部件表面接触,并随着温度、粘度等的变化,极易发生电腐蚀,即li氧化成li 。由于锂颗粒的局部强化的电溶解效应,导致金属表面形成孔洞,从而导致局部材料严重退化。因此要求机筒材质具有较强耐腐蚀、耐磨、稳定的物理和化学性质。
6.c)粘黏,浆料在制备过程中,为增加涂布后续涂布工序中与薄膜的结合力,往往在浆料中掺入适当的粘合剂。浆料是非常复杂的悬浮系统,在高粘度介质中包含很大百分比的不同化学物质,尺寸和形状的固体颗粒。聚合物粘合剂溶液的粘度影响涂层性能,它影响粉末在其中分散的难易程度,混合所需的功率以及均匀涂层的施加速度。为减小匀浆过程中的摩擦阻力、降低能耗、减少部件磨损和腐蚀、保持清洁,要求机筒具有较低的表面能和表面张力,从而减少电极浆料与机筒之间的粘附作用。
技术实现要素:
7.本发明的目的,就是为了解决上述问题而提供了一种用于硬质合金机筒及其表面处理方法,通过在该硬质合金机筒中添加少量稀土,改进金相组织结构和晶粒均匀度,并通过激光技术对机筒内表面粗糙度进行毛化设计从而降低表面张力,本发明得到的机筒同时兼具高韧性、高硬度、高耐磨性、高耐蚀性和低表面张力等优点,可极大提高锂电池浆料的生产效率和产品品质。
8.本发明的目的通过以下技术方案实现:
9.一种硬质合金材料,所述硬质合金材料的材质组成及重量比如下:
10.钴粉,占总重量的8~10%;
11.镍粉,占总重量的2~3%;
12.稀土钕,占总重量的0.08~0.1%;
13.稀土镨,占总重量的0.04~0.08%;
14.碳化铬,占总重量的2~4%;
15.其余成份均为碳化钨。
16.进一步的,所述硬质合金材料的材质组成及重量比如下:
17.钴粉,占总重量的8~10%;
18.镍粉,占总重量的2~2.5%;
19.稀土钕,占总重量的0.08~0.09%;
20.稀土镨,占总重量的0.06~0.07%;
21.碳化铬,占总重量的2~3.5%;
22.其余成份均为碳化钨。
23.上述硬质合金材料中加入0.08~0.1%稀土元素nd,使得稀土元素的加入可抑制合金中α-co向ε-co相(hcp结构)转变,粘结相中的α-co相(fee结构)由60%提高到95%左右,使得晶粒度更均匀更细化,即co相分布均匀,其平均面积由降低到到0.4μm2以下,长度和宽度也降低至到0.6μm和0.5μm以下,从而提高机筒的耐磨性、韧性和抗冲击能力。
24.所述硬质合金材料中加入0.04~0.08%稀土元素pr,pr元素参与合金化过程以降低共晶温度,使得粘结相的熔点降低大约30℃,从而降低了液相出现温度。
25.所述硬质合金材料中加入了2~3%的镍粉,其平均粒度约为0.5μm,以在烧结过程中增加液相比例,流动性也相对增强,从而压缩微孔并使其直径逐渐变小;此外,wc晶粒随液相增多而适度长大,挤压其周围的微孔,从而使合金致密度增加,达到降低硬质合金机筒孔隙率,进一步提高机筒抗弯强度和耐腐蚀性的效果。
26.本发明还提出了一种硬质合金机筒,所述硬质合金机筒由前述的硬质合金材料制作而成,其材质组成及重量比如下:
27.钴(co)粉,占总重量的8~10%;
28.镍(ni)粉,占总重量的2~3%;
29.稀土钕(nd),占总重量的0.08~0.1%;
30.稀土镨(pr),占总重量的0.04~0.08%;
31.碳化铬(cr3c2),占总重量的2~4%;
32.其余成份均为碳化钨(wc)。
33.进一步的,所述硬质合金机筒的材质组成及重量比如下:
34.钴粉,占总重量的8~10%;
35.镍粉,占总重量的2~2.5%;
36.稀土钕,占总重量的0.08~0.09%;
37.稀土镨,占总重量的0.06~0.07%;
38.碳化铬,占总重量的2~3.5%;
39.其余成份均为碳化钨。
40.本发明还提供了一种前述的硬质合金机筒的表面处理方法,经过下述处理步骤:
41.步骤01.打磨、清洗;
42.在磨光机上使用金刚石砂轮对所述硬质合金机筒表面进行打磨;将经过打磨后的所述硬质合金机筒置入超声波震荡清洗机中,依次使用丙酮、无水乙醇、去离子水分别清洗5min,用氮气吹干;
43.步骤02.激光扫描,将经过清洗后的所述硬质合金机筒置于激光加工机床上,通过设定的加工频率、扫描速度以及加工功率,对所述硬质合金机筒内表面进行激光扫描加工;
44.步骤03.再次清洗,将经过激光扫描加工后的所述硬质合金机筒,先用去离子水冲洗,然后再放入超声波清洗机中清洗去除表面残留的加工粉尘,最后将洗净的所述硬质合金机筒烘干。
45.进一步的,所述步骤02中激光加工的频率范围为35~45khz。
46.进一步的,所述步骤02中激光加工的激光扫描速度范围为650-750mm/s。
47.进一步的,所述步骤02中激光加工的频激光加工功率为150-200w。
48.进一步的,所述步骤02中激光加工的频率范围为38-40khz。
49.进一步的,所述步骤02中激光加工的激光扫描速度范围为700-720mm/s。
50.进一步的,所述步骤02中激光加工功率围为150-170w。
51.本发明相比于现有技术具有以下有益效果:
52.(1)本发明通过ni(2~3%)、nd(0.08~0.1%)、pr(0.04~0.08%)、cr3c2(2~4%)成分在一起发挥的协同增效作用,增大合金烧结体组织转变过程中的重结晶阻力、抑制合金烧结体中的液相数量和碳化钨晶粒尺寸的不均匀长大,还降低了合金中对碳含量的敏感性,还可以相应地降低合金烧结过程的控制难度。
53.(2)本发明通过激光加工频率(38~40hz)、激光加工功率(150~170w)和激光扫描速度(700~720mm/s)等加工工艺的协同增效作用,从而使得机筒内表面具有微米级的微孔结构,通过增加机筒内表面的粗糙度最大限度地提高了接触角,可以减少机筒与锂电池浆料的接触面积,具有良好的防粘效果。
附图说明
54.为了更清楚地说明本发明实施方案或现有技术中的技术方案,下面将对实施方案或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施方案,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
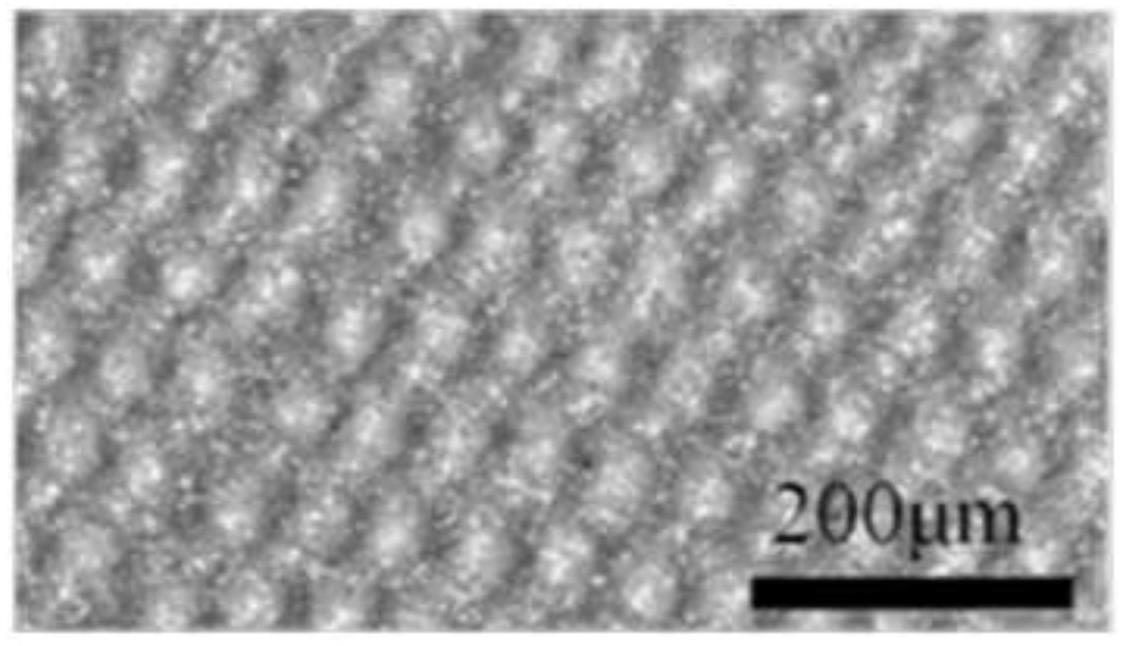
55.图1为实施例13的硬质合金材料表面的晶相图。
56.图2为pr含量对合金中wc晶粒尺寸的影响图。
57.图3为cr3c2含量对合金中wc晶粒尺寸的影响图。
具体实施方式
58.下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范
围。
59.一种硬质合金材料,所述硬质合金材料的材质组成及重量比如下:
60.钴粉,占总重量的8~10%;
61.镍粉,占总重量的2~3%;
62.稀土钕,占总重量的0.08~0.1%;
63.稀土镨,占总重量的0.04~0.08%;
64.碳化铬,占总重量的2~4%;
65.其余成份均为碳化钨。
66.上述硬质合金材料中加入0.08~0.1%稀土元素nd,使得稀土元素的加入可抑制合金中α-co向ε-co相(hcp结构)转变,粘结相中的α-co相(fee结构)由60%提高到95%左右,使得晶粒度更均匀更细化,即co相分布均匀,其平均面积由降低到到0.4μm2以下,长度和宽度也降低至到0.6μm和0.5μm以下,从而提高机筒的耐磨性、韧性和抗冲击能力。
67.所述硬质合金材料中加入0.04~0.08%稀土元素pr,pr元素参与合金化过程以降低共晶温度,使得粘结相的熔点降低大约30℃,从而降低了液相出现温度。
68.所述硬质合金材料中加入了2~3%的镍粉,其平均粒度约为0.5μm,以在烧结过程中增加液相比例,流动性也相对增强,从而压缩微孔并使其直径逐渐变小;此外,wc晶粒随液相增多而适度长大,挤压其周围的微孔,从而使合金致密度增加,达到降低硬质合金机筒孔隙率,进一步提高机筒抗弯强度和耐腐蚀性的效果。
69.表1
[0070][0071][0072]
通过表1,实施例1、2、3、4与对比例1、2、3、4中不同ni含量下的合金冲击韧性和腐蚀电位结果对比可以得知,ni含量越高合金的腐蚀电位越高,但会显著降低合金的抗冲击性,冲击韧性降低至22.6j
·
cm-2
,显然不利于合金机筒应付双螺杆挤出机的苛刻工况,ni含量2~3%兼具较高的腐蚀电位和较好的冲击韧性。
[0073]
表2
[0074][0075]
通过表2,实施例5、6、7和对比例5、6、7、8中不同nd含量下的合金冲击韧性和腐蚀电位结果对比可知,nd含量在0.08%以下时的合金腐蚀电位明显降低,合金的耐腐蚀性下降,nd含量在0.1%以上时合金腐蚀电位和冲击韧性均下降,不利于合金的耐腐蚀性能和抗冲击性能。0.08~0.1%含量的nd是实现合金良好物理和化学性能的优选比例。
[0076]
表3
[0077][0078]
通过表3,实施例8、9、10与对比例9、10、11、12中不同pr含量下的合金冲击韧性和腐蚀电位结果对比,结合图2所知,pr含量超出0.04~0.08%范围后的合金腐蚀电位下降明显。
[0079]
表4
[0080][0081]
通过表4,实施例11、12、13、14与对比例13、14、15、16中不同cr3c2含量下的合金冲
击韧性和腐蚀电位结果对比,结合图3所知,cr3c2含量过低则合金的腐蚀电位越低,cr3c2含量过高则合金的抗冲击韧性也越低,cr3c2含量在2~4%范围则具有较好的综合性能。
[0082]
参照图1所示为实施列13的微观结构,该结构具有微米级的微孔结构,可以减少机筒与锂电池浆料的接触面积,从而达到防粘效果。
[0083]
由此可见,本发明通过ni(2~3%)、nd(0.08~0.1%)、pr(0.04~0.08%)、cr3c2(2~4%)成分在一起发挥协同增效作用,增大合金烧结体组织转变过程中的重结晶阻力、抑制合金烧结体中的液相数量和碳化钨晶粒尺寸的不均匀长大,还降低了合金中对碳含量的敏感性,还可以相应地降低合金烧结过程的控制难度。
[0084]
本发明还提出了一种硬质合金机筒表面处理方法,包括:使用是上述的实施例13的材料组成制得的硬质合金机筒经过下述处理步骤:
[0085]
步骤01.打磨、清洗;
[0086]
在磨光机上使用金刚石砂轮对所述硬质合金机筒表面进行打磨;将经过打磨后的所述硬质合金机筒置入超声波震荡清洗机中,依次使用丙酮、无水乙醇、去离子水分别清洗5min,用氮气吹干;
[0087]
步骤02.激光扫描,将经过清洗后的所述硬质合金机筒置于激光加工机床上,通过设定的加工频率、扫描速度以及加工功率,对所述硬质合金机筒内表面进行激光扫描加工;
[0088]
步骤03.再次清洗,将经过激光扫描加工后的所述硬质合金机筒,先用去离子水冲洗,然后再放入超声波清洗机中清洗5min去除表面残留的加工粉尘,最后将洗净的所述硬质合金机筒在恒温箱中烘干。
[0089]
下面以具体的对比例阐述在不同的工况下的结果。
[0090]
表5
[0091][0092]
通过表5,实施例1~5和对比例1~4对不同加工频率下的机筒内表面接触角对比可知,激光加工频率在38~40hz范围内的机筒内表面与水的接触角更大,防粘效果更为出色。
[0093]
表6
[0094][0095]
通过表6,实施例6~9和对比例5~9对不同加工频率下的机筒内表面接触角对比可知,激光加工功率在150~170w范围内的机筒内表面与水的接触角更大,防粘效果也更为出色。
[0096]
表7
[0097][0098]
通过表7,实施例10~13和对比例10~13对不同激光扫描速度下的机筒内表面接触角对比可知,激光扫描速度在700~720mm/s范围内的机筒内表面与水的接触角也更大。
[0099]
本发明通过激光加工频率(38~40hz)、激光加工功率(150~170w)和激光扫描速度(700~720mm/s)等加工工艺的协同增效作用,从而使得机筒内表面具有微米级的微孔结构,通过增加机筒内表面的粗糙度最大限度地提高了接触角,可以减少机筒与锂电池浆料的接触面积,具有良好的防粘效果。
[0100]
以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。