一种超硬cowb-co硬质合金的制备方法
技术领域
1.本发明涉及新型材料制备技术领域,特别是涉及一种超硬cowb-co硬质合金的制备方法。
背景技术:
2.wc-co系硬质合金因具有较高的硬度、耐磨性以及较强的抗变形、抗冲击、抗高压、耐腐蚀等性能,在金属切削、凿岩工具、木材加工、成形模具、轧机轧辊、矿山采掘等领域得到了广泛应用。但随着科学技术的快速进步和现代工业技术水平的不断提高,高温、高盐、干式切削、高速切削等复杂服役环境对wc-co系硬质合金材料的使用性能提出了更高要求,传统wc-co硬质合金的硬度、耐磨损性能、抗氧化性能以及导热性能已无法满足高端应用领域对材料的性能需求。
3.三元硼化物陶瓷cowb的显微硬度高达44gpa,wc陶瓷的显微硬度仅为17gpa,cowb具有比wc更高的显微硬度和更佳的耐磨损性能,而且cowb陶瓷还具有比wc更优的导热性能与抗氧化性能,此外,cowb与金属co的润湿性与wc和co的润湿性高温下均为0
°
,均为完全润湿。因而,如何开发设计出cowb-co硬质合金,解决目前传统wc-co硬质合金在高端应用领域遇到的技术壁垒,是本领域面临的难题。
技术实现要素:
4.本发明将陶瓷相cowb和金属相co分别作为硬质合金材料组元的硬质相和粘结相,设计工艺可控的新型超硬cowb-co硬质合金,以解决传统wc-co系硬质合金无法在高温、干式切削、高速切削等恶劣工况条件下长时间服役的难题。
5.为实现上述目的,本发明提供了如下方案:
6.本发明提供一种超硬cowb-co硬质合金的制备方法,包括以下步骤:
7.(1)将w粉和b粉混合,球磨;
8.(2)将球磨混合后的w粉和b粉置于石墨坩埚中,1200-1600℃反应1-4h,得到wb粉;
9.(3)将所述wb粉和co粉混合,球磨;
10.(4)将球磨混合后的wb粉和co粉置于石墨坩埚中,1200-1600℃反应1-4h,得到三元cowb陶瓷粉体;
11.(5)以所述三元cowb陶瓷粉体和co粉为原料,加入成型剂,湿磨20-72h;
12.(6)将步骤(5)湿磨后的浆料干燥,压制成块状坯体;
13.(7)将所述块状坯体放置于石墨板上,1300-1550℃烧结,保温1-4h,得到所述超硬cowb-co硬质合金。
14.进一步地,所述步骤(1)中w粉和b粉的摩尔比为1:1,球磨球采用wc-8co的硬质合金球,球料质量比为3:1,干磨,球磨时间6-24h。
15.进一步地,所述步骤(2)中石墨坩埚内壁涂有bn粉末。
16.进一步地,所述步骤(3)中wb粉和co粉摩尔比为1:1,球磨球采用wc-8co的硬质合
金球,球料质量比为3:1,干磨,球磨时间4-36h。
17.进一步地,所述步骤(4)中石墨坩埚内壁涂有bn粉末。
18.进一步地,所述步骤(5)三元cowb陶瓷粉体和co粉中cowb粉的添加比例为75-94wt%,金属co粉的添加比例为6-25wt%;以去离子水或酒精为球磨介质,球料质量比为2:1-5:1;所述成型剂为peg,其添加量为总质量的1.0%-2.0%。
19.进一步地,所述步骤(6)中压制压力为50-400mpa。
20.进一步地,所述步骤(6)中干燥采用喷雾干燥,进气口温度为180-260℃,出气口温度为90-120℃。
21.进一步地,所述步骤(7)中石墨板表面涂有zro
2-18%y2o3。
22.进一步地,所述w粉、b粉、co粉三种原料的质量百分纯度均大于99.8%;w粉的费氏粒度为0.6-5μm,b粉的费氏粒度为0.8-3μm,co粉的费氏粒度为0.8-1.2μm。
23.进一步地,球磨和湿磨均在球磨机中进行,球磨机为滚动可倾斜式球磨机。
24.专利cn 109266939 b公开了一种高致密wc-wb-co球形粉末硬面材料的制备方法,此方法以wc粉、wb粉、co粉为原料,通过配料、湿磨、喷雾干燥、压制、烧结、机械破碎、过筛、高温球化、再过筛等工艺将原料制备成球形粉末,此粉末再利用超音速火焰喷涂、激光熔覆、等离子堆焊和等离子喷涂工艺可在金属基体表面制备成硬质合金涂层,由于制备过程中wb和co发生了反应,最终制备涂层的主要材料成分为wc和cowb。本发明与专利cn 109266939 b的发明目标以及目标成分不同,本发明首先合成wb粉,再将wb粉和co粉制备成cowb粉,然后再以cowb粉和co粉为原料经过球磨、干燥、压制、烧结工艺最终制备成材料成分为cowb-co的硬质合金,可直接应用于金属切削、凿岩工具、木材加工、成形模具、轧机轧辊、矿山采掘等领域。
25.本发明还提供由所述制备方法制备得到的超硬cowb-co硬质合金在金属切削、凿岩工具、木材加工、成形模具、轧机轧辊、矿山采掘中的应用。
26.本发明公开了以下技术效果:
27.(1)本发明设计了新型的硬质合金材料cowb-co,以三元cowb陶瓷为硬质相,以金属co作为粘结相,cowb具有比wc更高的硬度、更优的导热性能,可使cowb-co硬质合金的显微硬度和耐磨损性能比传统wc-co硬质合金分别提高20%以上和40%以上。
28.(2)本发明首先合成了wb粉,然后利用wb粉又合成了cowb粉,最后以cowb粉和co粉为原料进一步制备了cowb-co硬质合金,分步骤合成制备可避免cob等杂相的生成以及原子的多次扩散,这种方法不但可保证材料体系的物相纯度,还可大幅降低硬质合金材料的孔隙率。
29.(3)本发明在wb粉和cowb粉的制备过程中,采用的石墨坩埚内壁均涂有bn粉末,可有效防止石墨坩埚中的c与w粉、b粉及co粉发生化学反应,保证了cowb-co目标材料的顺利制备。
30.(4)本发明在wb粉和cowb粉制备过程中的干磨以及cowb-co合金制备过程中的湿磨均采用的是wc-8co的硬质合金球,可有效避免杂质元素掺入cowb-co材料体系,保障了cowb-co硬质合金材料的高纯度。
31.(5)本发明在烧结cowb-co硬质合金步骤中采用的石墨板表面涂覆有zro
2-18%y2o3涂层,此涂层可防止烧结过程中石墨板中的c元素向cowb-co体系内扩散,避免了杂相的
生成。
32.(6)本发明生产工艺可控,无污染,开发出的新型cowb-co硬质合金有望在高温、干式切削、高速切削等恶劣工况条件下长时间服役,满足高端应用领域对材料的性能需求。
附图说明
33.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
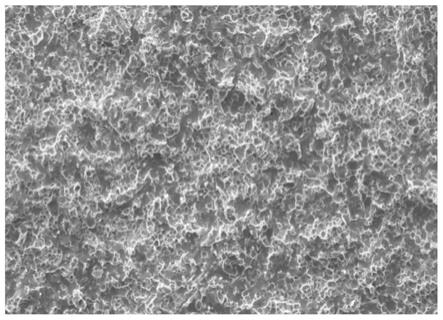
34.图1为实施例1制备的94cowb-6co硬质合金抛光后的sem电镜图像;
35.图2为实施例2制备的88cowb-12co硬质合金抛光后的sem电镜图像;
36.图3为实施例3制备的83cowb-17co硬质合金抛光后的sem电镜图像;
37.图4为实施例3制备的83cowb-17co硬质合金的xrd图谱;
38.图5为实施例4制备的75cowb-25co硬质合金断口的sem电镜图像。
具体实施方式
39.现详细说明本发明的多种示例性实施方式,该详细说明不应认为是对本发明的限制,而应理解为是对本发明的某些方面、特性和实施方案的更详细的描述。
40.应理解本发明中所述的术语仅仅是为描述特别的实施方式,并非用于限制本发明。另外,对于本发明中的数值范围,应理解为还具体公开了该范围的上限和下限之间的每个中间值。在任何陈述值或陈述范围内的中间值以及任何其他陈述值或在所述范围内的中间值之间的每个较小的范围也包括在本发明内。这些较小范围的上限和下限可独立地包括或排除在范围内。
41.除非另有说明,否则本文使用的所有技术和科学术语具有本发明所述领域的常规技术人员通常理解的相同含义。虽然本发明仅描述了优选的方法和材料,但是在本发明的实施或测试中也可以使用与本文所述相似或等同的任何方法和材料。本说明书中提到的所有文献通过引用并入,用以公开和描述与所述文献相关的方法和/或材料。在与任何并入的文献冲突时,以本说明书的内容为准。
42.在不背离本发明的范围或精神的情况下,可对本发明说明书的具体实施方式做多种改进和变化,这对本领域技术人员而言是显而易见的。由本发明的说明书得到的其他实施方式对技术人员而言是显而易见得的。本发明说明书和实施例仅是示例性的。
43.关于本文中所使用的“包含”、“包括”、“具有”、“含有”等等,均为开放性的用语,即意指包含但不限于。
44.本发明实施例中w粉、b粉、co粉三种原料的质量百分纯度均大于99.8%;w粉的费氏粒度为0.6-5μm,b粉的费氏粒度为0.8-3μm,co粉的费氏粒度为0.8-1.2μm。
45.实施例1
46.(1)将w粉和b粉按摩尔比为1:1的比例加入到球磨罐中,球磨球采用wc-8co的硬质合金球,球料质量比为3:1,干磨,球磨时间24h。
47.(2)将球磨混合后的w粉和b粉置于内壁涂有bn粉末的石墨坩埚中,再一同置于真
空炉内,在1200℃温度下高温合成4h,得到wb粉体。
48.(3)将制备的wb粉和co粉按摩尔比为1:1的比例加入到球磨罐中,球磨球采用wc-8co的硬质合金球,球料质量比为3:1,干磨,球磨时间36h。
49.(4)将球磨混合后的wb粉和co粉置于内壁涂有bn粉末的石墨坩埚中,再一同置于真空炉内,在1200℃温度下高温合成4h,得到三元cowb陶瓷粉体。
50.(5)以制备的cowb陶瓷粉体和co粉为原料,按质量百分比进行配料,其中cowb粉的添加比例为94%,金属co粉的添加比例为6%,选用peg为成型剂,其添加量为总质量的2.0%,以去离子水为球磨介质,球料质量比控制在5:1的范围内,球磨时间为20h。
51.(6)将湿磨后的料浆利用压力式喷雾干燥塔进行喷雾干燥,然后将制得的粉末利用粉末压机在400mpa的压力下压制成块状坯体,备用。
52.(7)将制得的块状坯体放置于表面涂有zro
2-18%y2o3的石墨板上,然后利用真空炉在1550℃温度范围内烧结,保温时间为1h。烧结后即得到超硬cowb-co硬质合金,记为94cowb-6co硬质合金。孔隙率为0.06%,本实施例制备的94cowb-6co硬质合金抛光后的sem电镜图像见图1。
53.实施例2
54.(1)将w粉和b粉按摩尔比为1:1的比例加入到球磨罐中,球磨球采用wc-8co的硬质合金球,球料质量比为3:1,干磨,球磨时间12h。
55.(2)将球磨混合后的w粉和b粉置于内壁涂有bn粉末的石墨坩埚中,再一同置于真空炉内,在1350℃温度下高温合成3h,得到wb粉体。
56.(3)将制备的wb粉和co粉按摩尔比为1:1的比例加入到球磨罐中,球磨球采用wc-8co的硬质合金球,球料质量比为3:1,干磨,球磨时间25h。
57.(4)将球磨混合后的wb粉和co粉置于内壁涂有bn粉末的石墨坩埚中,再一同置于真空炉内,在1300℃温度下高温合成3h,得到三元cowb陶瓷粉体。
58.(5)以制备的cowb陶瓷粉体和co粉为原料,按质量百分比进行配料,其中cowb粉的添加比例为88%,金属co粉的添加比例为12%,选用peg为成型剂,其添加量为总质量的1.5%,以去离子水为球磨介质,球料质量比控制在4:1的范围内,球磨时间为40h。
59.(6)将湿磨后的料浆利用压力式喷雾干燥塔进行喷雾干燥,然后将制得的粉末利用粉末压机在300mpa的压力下压制成块状坯体,备用。
60.(7)将制得的块状坯体放置于表面涂有zro
2-18%y2o3的石墨板上,然后利用真空炉在1450℃温度范围内烧结,保温时间为2h。烧结后即得到超硬cowb-co硬质合金,记为88cowb-12co硬质合金,孔隙率为0.04%,本实施例88cowb-12co硬质合金抛光后的sem电镜图像见图2。
61.实施例3
62.(1)将w粉和b粉按摩尔比为1:1的比例加入到球磨罐中,球磨球采用wc-8co的硬质合金球,球料质量比为3:1,干磨,球磨时间18h。
63.(2)将球磨混合后的w粉和b粉置于内壁涂有bn粉末的石墨坩埚中,再一同置于真空炉内,在1450℃温度下高温合成2h,得到wb粉体。
64.(3)将制备的wb粉和co粉按摩尔比为1:1的比例加入到球磨罐中,球磨球采用wc-8co的硬质合金球,球料质量比为3:1,干磨,球磨时间16h。
65.(4)将球磨混合后的wb粉和co粉置于内壁涂有bn粉末的石墨坩埚中,再一同置于真空炉内,在1400℃温度下高温合成2h,得到三元cowb陶瓷粉体。
66.(5)以制备的cowb陶瓷粉体和co粉为原料,按质量百分比进行配料,其中cowb粉的添加比例为83%,金属co粉的添加比例为17%,选用peg为成型剂,其添加量为总质量的1.5%,以食用酒精为球磨介质,球料质量比控制在3:1的范围内,球磨时间为48h。
67.(6)将湿磨后的料浆利用压力式喷雾干燥塔进行喷雾干燥,然后将制得的粉末利用粉末压机在200mpa的压力下压制成块状坯体,备用。
68.(7)将制得的块状坯体放置于表面涂有zro
2-18%y2o3的石墨板上,然后利用真空炉在1380℃温度范围内烧结,保温时间为3h。烧结后即得到超硬cowb-co硬质合金,记为83cowb-17co硬质合金,孔隙率为0.02%,本实施例制备的83cowb-17co硬质合金抛光后的sem电镜图像见图3,83cowb-17co硬质合金的xrd图谱见图4。
69.实施例4
70.(1)将w粉和b粉按摩尔比为1:1的比例加入到球磨罐中,球磨球采用wc-8co的硬质合金球,球料质量比为3:1,干磨,球磨时间6h。
71.(2)将球磨混合后的w粉和b粉置于内壁涂有bn粉末的石墨坩埚中,再一同置于真空炉内,在1600℃温度下高温合成1h,得到wb粉体。
72.(3)将制备的wb粉和co粉按摩尔比为1:1的比例加入到球磨罐中,球磨球采用wc-8co的硬质合金球,球料质量比为3:1,干磨,球磨时间4h。
73.(4)将球磨混合后的wb粉和co粉置于内壁涂有bn粉末的石墨坩埚中,再一同置于真空炉内,在1600℃温度下高温合成1h,得到三元cowb陶瓷粉体。
74.(5)以制备的cowb陶瓷粉体和co粉为原料,按质量百分比进行配料,其中cowb粉的添加比例为75%,金属co粉的添加比例为25%,选用peg为成型剂,其添加量为总质量的1.0%,以食用酒精为球磨介质,球料质量比控制在2:1的范围内,球磨时间为72h。
75.(6)将湿磨后的料浆利用压力式喷雾干燥塔进行喷雾干燥,然后将制得的粉末利用粉末压机在50mpa的压力下压制成块状坯体,备用。
76.(7)将制得的块状坯体放置于表面涂有zro
2-18%y2o3的石墨板上,然后利用真空炉在1300℃温度范围内烧结,保温时间为4h。烧结后即得到超硬cowb-co硬质合金,记为75cowb-25co硬质合金,孔隙率为0.03%,本实施例制备的75cowb-25co硬质合金断口的sem电镜图像见图5。
77.从本发明方法制备的硬质合金的xrd图谱以及sem电镜图像中可以看出,利用本发明方法可以成功制备出新型cowb-co硬质合金,物相分布均匀,晶粒大小均一,组织结构致密,基本无孔隙。
78.依照gb/t3850-1983检测硬质合金的密度,依照gb/t23369-2009检测硬质合金的相对磁饱和,依照gb/t3851-2015检测硬质合金的抗弯强度,依照gb/t7997-2014检测硬质合金的显微硬度,依照astm-e1530检测硬质合金的导热率。实施例1-4制备的cowb-co硬质合金和传统wc-10co硬质合金性能检测结果见表1。
79.表1实施例1-4制备cowb-co硬质合金和传统wc-10co硬质合金的性能检测数据
[0080][0081]
以上所述的实施例仅是对本发明的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。