1.本发明属于复合材料技术领域,具体涉及核电厂密封用耐辐照氟橡胶材料及制备方法。
背景技术:
2.橡胶作为优异的软密封材料被常用于核电厂的核岛和常规岛中,以压水堆(pwr)为例,核岛中的四大部件为蒸汽发生器、稳压器、主泵和堆芯。核岛中的系统设备主要有压水堆本体、一回路系统,以及为支持一回路系统正常运行和保证反应堆安全而设置的辅助系统。常规岛主要包括汽轮机组及二回等系统,其形式与常规火电厂类似。大型反应堆竖装有150-250个燃料组件,一回路将堆芯产热导出堆外,通过蒸汽发生器将热量传递给二回路水,水受热转换为蒸汽做功推动汽轮发电机发电。核电厂中的泵、阀门、管道及配件、储罐、容器和电路装备等的连接处均需要橡胶密封。
3.fkm材质的橡胶制品主要服役于一回路水、润滑油、润滑脂等高温工况环境。而fkm材质的橡胶制品通常为国外垄断和限售、禁售,其高额售价以及性能并不能满足国内核电站运行需求,提供一种满足国内核电站运行需求且工艺和原料更为易得的制备方法,是解决国内核电站难以稳定运行的关键。
技术实现要素:
4.本发明所要解决的技术问题在于针对上述现有技术的不足,提供核电厂密封用耐辐照氟橡胶材料及制备方法,该氟橡胶材料满足核电厂一回路水、润滑油、润滑脂等高温工况环境下使用的橡胶制品的耐辐照要求,可有效避免核电厂反应堆非计划停堆。
5.为解决上述技术问题,本发明采用的技术方案是:一种核电厂密封用耐辐照氟橡胶材料,其特征在于,包括以下重量份的原料:氟橡胶100份,活性剂3份~6份,炭黑15份~25份,防老剂1.5份~5.5份,硫化剂1.3份~3.8份,功能填料17~21份;所述氟橡胶为多种26型氟橡胶的混合物。
6.上述的核电厂密封用耐辐照氟橡胶材料,其特征在于,包括以下重量份的原料:氟橡胶100份,活性剂4.5~5.5份,炭黑18份~22份,防老剂2份~5份,硫化剂1.9份~3.1份,功能填料18份~20份。
7.上述的核电厂密封用耐辐照氟橡胶材料,其特征在于,所述氟橡胶为两种牌号的26型氟胶并用。
8.上述的核电厂密封用耐辐照氟橡胶材料,其特征在于,所述活性剂为氧化镁。
9.上述的核电厂密封用耐辐照氟橡胶材料,其特征在于,所述炭黑为n990、喷雾炭黑和蔥油炭黑中的一种或几种。
10.上述的核电厂密封用耐辐照氟橡胶材料,其特征在于,所述防老剂为n-环己基-n'-苯基对苯二胺、n-异丙基-n'-苯基对苯二胺和n-(1,3-二甲基)丁基-n'-苯基对苯二胺中的一种或几种。
11.上述的核电厂密封用耐辐照氟橡胶材料,其特征在于,所述硫化剂为双酚af和苄基三苯基氯化膦。
12.上述的核电厂密封用耐辐照氟橡胶材料,其特征在于,所述功能填料为氟化钪、硫化钪、氧化钇和负热膨胀材料中的一种或几种。
13.此外,本发明还提供一种制备上述的核电厂密封用耐辐照氟橡胶材料的方法,其特征在于,包括以下步骤:
14.步骤一、将开炼机的辊筒温度升至85
±
5℃并保持,分别厚通预热26型氟橡胶,将预热后26型氟橡胶分别包至辊两端,采用斜刀法进行混合,下片,薄通,打三角包,备用,得到备用料;所述开炼机为电加热水冷双辊开炼机;
15.步骤二、将开炼机的辊筒温度设置85
±
5℃并保持,取步骤一备用料的30%,过辊预热后包辊,依次经混炼、斜刀混合和薄通,得到体系a;
16.步骤三、将所述体系a经混炼、斜刀混合和薄通,下片备用,得到备用胶b;
17.步骤四、将开炼机的辊筒温度设置至70
±
5℃并保持,取步骤一余下备用料,过辊预热后包辊,依次加入活性剂、防老剂和炭黑,依次经混炼、斜刀混合和薄通,下片备用,得到备用胶c;所述薄通的时间为30min~60min;
18.步骤五、将开炼机的辊筒温度设置至85
±
5℃并保持,将步骤三的备用胶b和步骤四的备用胶c分别过辊预热后经斜刀法混合,打三角包,薄通,将辊筒温度降至65
±
5℃并保持,加入硫化剂进行加黄工艺,斜刀混合,打三角包,薄通,下片,得到混炼胶;
19.步骤六、将所述混炼胶置于模具中,先在平板硫化机上合模硫化,然后于高温烘箱内进行二段硫化,得到耐辐照氟橡胶材料;合模硫化条件为170℃,15min,10mpa,二段硫化为阶梯式升温至200℃,保持12h。
20.上述的方法,其特征在于,还包括:
21.步骤二中,当原料中含有负热膨胀材料时,在将所述过辊预热后包辊后的物料经混炼之前,还包括将所述负热膨胀材料加入所述过辊预热后包辊后的物料中;
22.步骤三中,当原料中含有scf3、sc2s3和/或y2o3时,在对体系a进行混料、斜刀混合和薄通之前,还包括将所述scf3、sc2s3和/或y2o3加入所述体系a中。
23.所述重量份可以为克、两、斤、公斤、吨等重量计量单位。
24.本发明与现有技术相比具有以下优点:
25.1、本发明的氟橡胶材料以氟橡胶100份,活性剂3份~6份,炭黑15份~25份,防老剂1.5份~5.5份,硫化剂1.3份~3.8份,功能填料17~21份;所述氟橡胶为多种26型氟橡胶的混合物为原料,满足核电厂密封制品的耐辐照要求,各型密封制品满足核岛一回路水、润滑油、润滑脂等高温工况的密封需求。
26.2、本发明制备上述氟橡胶材料的方法在上述材料基础上,通过分别厚通预热26型氟橡胶、两步混炼备用料以及分步加入功能填料等工艺,完成氟橡胶材料的制备,具有拉伸强度和硬度稳定性高的特点,可有效保障核电厂中的泵、阀门、管道及配件、储罐、容器和电路装备等的连接处的密封功能。
27.3、本发明的氟橡胶材料的组成原材料来源广泛,国内生产商品即可满足要求,避免受制于国外,避免因进口所造成的成本和时间浪费。
28.下面结合实施例,对本发明的技术方案做进一步的详细描述。
具体实施方式
29.以下实施例中各原料均市售可得,无需经进一步处理。
30.实施例1
31.本实施例的核电厂密封用耐辐照氟橡胶材料,原料及重量为:氟橡胶100份,氧化镁5份,炭黑20份,防老剂2份,双酚af 2份,苄基三苯基氯化膦(bpp)0.5份,氟化钪(scf3)9份,硫化钪(sc2s3)4份,氧化钇(y2o3)2份,负热膨胀材料5份。
32.所述氟橡胶包括两种不同分子量的26型氟橡胶,两种26型氟橡胶分别为fm2601和fm2602,fm2601和fm2602的质量比为60:40;
33.所述炭黑包括n990 10份、喷雾炭黑5份和蔥油炭黑5份;
34.所述防老剂包括n-环己基-n'-苯基对苯二胺(4010)0.5份和n-异丙基-n'-苯基对苯二胺(4010na)1.5份;
35.所述负热膨胀材料为sc2(wo4)3;
36.本实施例的核电厂密封用耐辐照氟橡胶材料的制备方法为:
37.步骤一、将电加热水冷双辊开炼机的辊筒温度升至85
±
5℃并保持,调整辊间距,分别厚通预热fm2601和fm2602,调整辊距至2mm,将预热后fm2601和预热后fm2602分别包至辊两端,2min后,采用斜刀法进行5min的混合,下片,开冷却水将辊筒温度降至60
±
5℃并保持,调整辊距至0.5mm~1mm,薄通,打三角包,1h后,备用,得到备用料;
38.步骤二、将电加热水冷双辊开炼机的辊筒温度升至85
±
5℃并保持,调整辊距至2mm,取步骤一备用料的30%,过辊预热后包辊,加入负热膨胀材料,依次经混炼、斜刀混合和薄通30min,得到体系a;
39.步骤三、将scf3、sc2s3和y2o3依次加入所述体系a,经混炼、斜刀混合和薄通1h,下片备用,得到备用胶b;
40.步骤四、将电加热水冷双辊开炼机的辊筒温度调整至70
±
5℃并保持,调整辊距至2mm,取步骤一余下备用料,过辊预热后包辊,依次加入氧化镁、防老剂4010、防老剂4010na、炭黑n990、喷雾炭黑和蔥油炭黑,经混炼、斜刀混合和薄通30min,下片备用,得到备用胶c;
41.步骤五、将电加热水冷双辊开炼机的辊筒温度调整至85
±
5℃并保持,调整辊距至2mm,将步骤三的备用胶b和步骤四的备用胶c分别过辊预热后经斜刀法混合,打三角包,薄通10h;将辊筒温度降至65
±
5℃并保持,加入双酚af和bpp进行加黄工艺,斜刀混合,打三角包,薄通30min,下片,得到混炼胶;
42.步骤六、将所述混炼胶置于模具中,先在平板硫化机上合模硫化,然后于高温烘箱内进行二段硫化,得到耐辐照氟橡胶材料;合模硫化条件为170℃,15min,10mpa,二段硫化为阶梯式升温至200℃,保持12h;所述阶梯式升温为以20℃为起点阶梯,以30℃为梯度差,200℃之前每阶梯持续时间为45min,梯度差升温速率为5℃/min。
43.实施例2
44.本实施例的核电厂密封用耐辐照氟橡胶材料,原料及重量为:氟橡胶100份,氧化镁5份,炭黑20份,防老剂2份,双酚af 2份,苄基三苯基氯化膦(bpp)0.5份,氟化钪(scf3)8份,硫化钪(sc2s3)2份,氧化钇(y2o3)4份,负热膨胀材料6份。
45.所述氟橡胶包括两种不同分子量的26型氟橡胶,两种26型氟橡胶分别为fm2601和fm2602,fm2601和fm2602的质量比为60:40;
46.所述炭黑包括n990 10份和蔥油炭黑10份;
47.所述防老剂为n-异丙基-n'-苯基对苯二胺(4010na);
48.所述负热膨胀材料为负热膨胀材料sc2(wo4)3;
49.本实施例的核电厂密封用耐辐照氟橡胶材料的制备方法为:
50.步骤一、将电加热水冷双辊开炼机的辊筒温度升至85
±
5℃并保持,调整辊间距,分别厚通预热fm2601和fm2602,调整辊距至2mm,将预热后fm2601和预热后fm2602分别包至辊两端,2min后,采用斜刀法进行5min的混合,下片,开冷却水将辊筒温度降至60
±
5℃并保持,调整辊距至0.5mm~1mm,薄通,打三角包,薄通1.5h后,备用,得到备用料;
51.步骤二、将电加热水冷双辊开炼机的辊筒温度升至85
±
5℃并保持,调整辊距至2mm,取步骤一备用料的30%,过辊预热后包辊,加入负热膨胀材料,依次经混炼、斜刀混合和薄通30min,得到体系a;
52.步骤三、将scf3、sc2s3和y2o3依次加入所述体系a,经混炼、斜刀混合和薄通1.5h,下片备用;
53.步骤四、将电加热水冷双辊开炼机的辊筒温度调整至70
±
5℃并保持,调整辊距至2mm,取步骤一余下备用料,过辊预热后包辊,依次加入氧化镁、防老剂4010na、炭黑n990和蔥油炭黑,经混炼、斜刀混合和薄通45min,下片备用;
54.步骤五、将电加热水冷双辊开炼机的辊筒温度调整至85
±
5℃并保持,调整辊距至2mm,将步骤三的备用胶b和步骤四的备用胶c分别过辊预热后经斜刀法混合,打三角包,薄通10h;将辊筒温度降至65
±
5℃并保持,加入双酚af和bpp进行加黄工艺,斜刀混合,打三角包,薄通30min,下片,得到混炼胶;
55.步骤六、将所述混炼胶置于模具中,先在平板硫化机上合模硫化,然后于高温烘箱内进行二段硫化,得到耐辐照氟橡胶材料;合模硫化条件为170℃,15min,10mpa,二段硫化为阶梯式升温至200℃,保持12h;所述阶梯式升温为以20℃为起点阶梯,以30℃为梯度差,200℃之前每阶梯持续时间为45min,梯度差升温速率为5℃/min。
56.实施例3
57.本实施例的核电厂密封用耐辐照氟橡胶材料,原料及重量为:氟橡胶100份,氧化镁5份,炭黑20份,防老剂3份,双酚af 2份,苄基三苯基氯化膦(bpp)0.5份,氟化钪(scf3)7份,硫化钪(sc2s3)3份,氧化钇(y2o3)3份,负热膨胀材料7份。
58.所述氟橡胶包括两种不同分子量的26型氟橡胶,两种26型氟橡胶分别为fm2601和fm2602,fm2601和fm2602的质量比为60:40;
59.所述炭黑包括n990 5份和蔥油炭黑15份;
60.所述防老剂包括n-异丙基-n'-苯基对苯二胺(4010na)1份和n-(1,3-二甲基)丁基-n'-苯基对苯二胺(4020)2份;
61.所述负热膨胀材料为负热膨胀材料sc2(wo4)3;
62.本实施例的核电厂密封用耐辐照氟橡胶材料的制备方法为:
63.步骤一、将电加热水冷双辊开炼机的辊筒温度升至85
±
5℃并保持,调整辊间距,分别厚通预热fm2601和fm2602,调整辊距至2mm,将预热后fm2601和预热后fm2602分别包至辊两端,2min后,采用斜刀法进行5min的混合,下片,开冷却水将辊筒温度降至60
±
5℃并保持,调整辊距至0.5mm~1mm,薄通,打三角包,薄通2h后,备用,得到备用料;
64.步骤二、将电加热水冷双辊开炼机的辊筒温度升至85
±
5℃并保持,调整辊距至2mm,取步骤一备用料的30%,过辊预热后包辊,加入负热膨胀材料加入,依次经混炼、斜刀混合和薄通45min,得到体系a;
65.步骤三、将scf3、sc2s3和y2o3依次加入所述体系a,经混炼、斜刀混合和薄通1h,下片备用;
66.步骤四、将电加热水冷双辊开炼机的辊筒温度调整至70
±
5℃并保持,调整辊距至2mm,取步骤一余下备用料,过辊预热后包辊,依次加入氧化镁、防老剂4010na、防老剂4020、炭黑n990和蔥油炭黑,经混炼、斜刀混合和薄通1h,下片备用;
67.步骤五、将电加热水冷双辊开炼机的辊筒温度调整至85
±
5℃并保持,调整辊距至2mm,将步骤三的备用胶b和步骤四的备用胶c分别过辊预热后经斜刀法混合,打三角包,薄通10h;将辊筒温度降至65
±
5℃并保持,加入双酚af和bpp进行加黄工艺,斜刀混合,打三角包,薄通30min,下片,得到混炼胶;
68.步骤六、将所述混炼胶置于模具中,先在平板硫化机上合模硫化,然后于高温烘箱内进行二段硫化,得到耐辐照氟橡胶材料;合模硫化条件为170℃,15min,10mpa,二段硫化为阶梯式升温至200℃,保持12h;所述阶梯式升温为以20℃为起点阶梯,以30℃为梯度差,200℃之前每阶梯持续时间为45min,梯度差升温速率为5℃/min。
69.实施例4
70.本实施例的核电厂密封用耐辐照氟橡胶材料,原料及重量为:氟橡胶100份,氧化镁4.5份,炭黑18份,防老剂5份,双酚af 1.5份,苄基三苯基氯化膦(bpp)0.4份,氟化钪(scf3)7份,硫化钪(sc2s3)3份,氧化钇(y2o3)2份,负热膨胀材料6份。
71.所述氟橡胶包括两种不同分子量的26型氟橡胶,两种26型氟橡胶分别为fm2601和fm2602,fm2601和fm2602的质量比为60:40;
72.所述炭黑为n990;
73.所述防老剂为n-异丙基-n'-苯基对苯二胺(4010na);
74.所述负热膨胀材料为负热膨胀材料sc2(wo4)3;
75.本实施例的核电厂密封用耐辐照氟橡胶材料的制备方法为:
76.步骤一、将电加热水冷双辊开炼机的辊筒温度升至85
±
5℃并保持,调整辊间距,分别厚通预热fm2601和fm2602,调整辊距至2mm,将预热后fm2601和预热后fm2602分别包至辊两端,2min后,采用斜刀法进行5min的混合,下片,开冷却水将辊筒温度降至60
±
5℃并保持,调整辊距至0.5mm~1mm,薄通,打三角包,薄通1h后,备用,得到备用料;
77.步骤二、将电加热水冷双辊开炼机的辊筒温度升至85
±
5℃并保持,调整辊距至2mm,取步骤一备用料的30%,过辊预热后包辊,加入负热膨胀材料,依次经混炼、斜刀混合和薄通30min,得到体系a;
78.步骤三、将scf3、sc2s3和y2o3依次加入所述体系a,经混炼、斜刀混合和薄通2h,下片备用,得到备用胶b;
79.步骤四、将电加热水冷双辊开炼机的辊筒温度调整至70
±
5℃并保持,调整辊距至2mm,取步骤一余下备用料,过辊预热后包辊,依次加入氧化镁、防老剂4010na和炭黑n990,经混炼、斜刀混合和薄通30min,下片备用,得到备用胶c;
80.步骤五、将电加热水冷双辊开炼机的辊筒温度调整至85
±
5℃并保持,调整辊距至
2mm,将步骤三的备用胶b和步骤四的备用胶c分别过辊预热后经斜刀法混合,打三角包,薄通10h;将辊筒温度降至65
±
5℃并保持,加入双酚af和bpp进行加黄工艺,斜刀混合,打三角包,薄通30min,下片,得到混炼胶;
81.步骤六、将所述混炼胶置于模具中,先在平板硫化机上合模硫化,然后于高温烘箱内进行二段硫化,得到耐辐照氟橡胶材料;合模硫化条件为170℃,15min,10mpa,二段硫化为阶梯式升温至200℃,保持12h;所述阶梯式升温为以20℃为起点阶梯,以30℃为梯度差,200℃之前每阶梯持续时间为45min,梯度差升温速率为5℃/min。
82.实施例5
83.本实施例的核电厂密封用耐辐照氟橡胶材料,原料及重量为:氟橡胶100份,氧化镁5.5份,炭黑22份,防老剂2份,双酚af 2.5份,苄基三苯基氯化膦(bpp)0.6份,氟化钪(scf3)6份,硫化钪(sc2s3)3份,氧化钇(y2o3)6份,负热膨胀材料4份。
84.所述氟橡胶包括两种不同分子量的26型氟橡胶,两种26型氟橡胶分别为fm2601和fm2602,fm2601和fm2602的质量比为60:40;
85.所述炭黑为蔥油炭黑;
86.所述防老剂为n-(1,3-二甲基)丁基-n'-苯基对苯二胺(4020);
87.所述负热膨胀材料为负热膨胀材料sc2(wo4)3;
88.本实施例的核电厂密封用耐辐照氟橡胶材料的制备方法为:
89.步骤一、将电加热水冷双辊开炼机的辊筒温度升至85
±
5℃并保持,调整辊间距,分别厚通预热fm2601和fm2602,调整辊距至2mm,将预热后fm2601和预热后fm2602分别包至辊两端,2min后,采用斜刀法进行5min的混合,下片,开冷却水将辊筒温度降至60
±
5℃并保持,调整辊距至0.5mm~1mm,薄通,打三角包,薄通1h后,备用,得到备用料;
90.步骤二、将电加热水冷双辊开炼机的辊筒温度升至85
±
5℃并保持,调整辊距至2mm,取步骤一备用料的30%,过辊预热后包辊,加入负热膨胀材料,依次经混炼、斜刀混合和薄通30min,得到体系a;
91.步骤三、将scf3、sc2s3和y2o3依次加入所述体系a,经混炼、斜刀混合和薄通1h,下片备用,得到备用胶b;
92.步骤四、将电加热水冷双辊开炼机的辊筒温度调整至70
±
5℃并保持,调整辊距至2mm,取步骤一余下备用料,过辊预热后包辊,依次加入氧化镁、防老剂4020和蔥油炭黑,经混炼、斜刀混合和薄通30min,下片备用,得到备用胶c;
93.步骤五、将电加热水冷双辊开炼机的辊筒温度调整至85
±
5℃并保持,调整辊距至2mm,将步骤三的备用胶b和步骤四的备用胶c分别过辊预热后经斜刀法混合,打三角包,薄通10h;将辊筒温度降至65
±
5℃并保持,加入双酚af和bpp进行加黄工艺,斜刀混合,打三角包,薄通30min,下片,得到混炼胶;
94.步骤六、将所述混炼胶置于模具中,先在平板硫化机上合模硫化,然后于高温烘箱内进行二段硫化,得到耐辐照氟橡胶材料;合模硫化条件为170℃,15min,10mpa,二段硫化为阶梯式升温至200℃,保持12h;所述阶梯式升温为以20℃为起点阶梯,以30℃为梯度差,200℃之前每阶梯持续时间为45min,梯度差升温速率为5℃/min。
95.实施例6
96.本实施例的核电厂密封用耐辐照氟橡胶材料,原料及重量为:氟橡胶100份,氧化
镁3份,炭黑15份,防老剂1.5份,双酚af 1份,苄基三苯基氯化膦(bpp)0.3份,氟化钪(scf3)17份。
97.所述氟橡胶包括两种不同分子量的26型氟橡胶,两种26型氟橡胶分别为fm2601和fm2602,fm2601和fm2602的质量比为60:40;
98.所述炭黑为喷雾炭黑;
99.所述防老剂为n-(1,3-二甲基)丁基-n'-苯基对苯二胺(4020);
100.本实施例的核电厂密封用耐辐照氟橡胶材料的制备方法为:
101.步骤一、将电加热水冷双辊开炼机的辊筒温度升至85
±
5℃并保持,调整辊间距,分别厚通预热fm2601和fm2602,调整辊距至2mm,将预热后fm2601和预热后fm2602分别包至辊两端,2min后,采用斜刀法进行5min的混合,下片,开冷却水将辊筒温度降至60
±
5℃并保持,调整辊距至0.5mm~1mm,薄通,打三角包,薄通1h后,备用,得到备用料;
102.步骤二、将电加热水冷双辊开炼机的辊筒温度升至85
±
5℃并保持,调整辊距至2mm,取步骤一备用料的30%,过辊预热后包辊,依次经混炼、斜刀混合和薄通30min,得到体系a;
103.步骤三、将scf3加入所述体系a,经混炼、斜刀混合和薄通1h,下片备用,得到备用胶b;
104.步骤四、将电加热水冷双辊开炼机的辊筒温度调整至70
±
5℃并保持,调整辊距至2mm,取步骤一余下备用料,过辊预热后包辊,依次加入氧化镁、防老剂4020和喷雾炭黑,经混炼、斜刀混合和薄通30min,下片备用,得到备用胶c;
105.步骤五、将电加热水冷双辊开炼机的辊筒温度调整至85
±
5℃并保持,调整辊距至2mm,将步骤三的备用胶b和步骤四的备用胶c分别过辊预热后经斜刀法混合,打三角包,薄通10h;将辊筒温度降至65
±
5℃并保持,加入双酚af和bpp进行加黄工艺,斜刀混合,打三角包,薄通30min,下片,得到混炼胶;
106.步骤六、将所述混炼胶置于模具中,先在平板硫化机上合模硫化,然后于高温烘箱内进行二段硫化,得到耐辐照氟橡胶材料;合模硫化条件为170℃,15min,10mpa,二段硫化为阶梯式升温至200℃,保持12h;所述阶梯式升温为以20℃为起点阶梯,以30℃为梯度差,200℃之前每阶梯持续时间为45min,梯度差升温速率为5℃/min。
107.实施例7
108.本实施例的核电厂密封用耐辐照氟橡胶材料,原料及重量为:氟橡胶100份,氧化镁6份,炭黑25份,防老剂5.5份,双酚af 3份,苄基三苯基氯化膦(bpp)0.8份,氧化钇(y2o3)21份。
109.所述氟橡胶包括两种不同分子量的26型氟橡胶,两种26型氟橡胶分别为fm2601和fm2602,fm2601和fm2602的质量比为60:40;
110.所述炭黑包括n990 10份和蔥油炭黑15份;
111.所述防老剂包括n-异丙基-n'-苯基对苯二胺(4010na)3.5份和n-(1,3-二甲基)丁基-n'-苯基对苯二胺(4020)2份;
112.本实施例的核电厂密封用耐辐照氟橡胶材料的制备方法为:
113.步骤一、将电加热水冷双辊开炼机的辊筒温度升至85
±
5℃并保持,调整辊间距,分别厚通预热fm2601和fm2602,调整辊距至2mm,将预热后fm2601和预热后fm2602分别包至
辊两端,2min后,采用斜刀法进行5min的混合,下片,开冷却水将辊筒温度降至60
±
5℃并保持,调整辊距至0.5mm~1mm,薄通,打三角包,薄通1h后,备用,得到备用料;
114.步骤二、将电加热水冷双辊开炼机的辊筒温度升至85
±
5℃并保持,调整辊距至2mm,取步骤一备用料的30%,过辊预热后包辊,依次经混炼、斜刀混合和薄通30min,得到体系a;
115.步骤三、将y2o3加入所述体系a,经混炼、斜刀混合和薄通1h,下片备用,得到备用胶b;
116.步骤四、将电加热水冷双辊开炼机的辊筒温度调整至70
±
5℃并保持,调整辊距至2mm,取步骤一余下备用料,过辊预热后包辊,依次加入氧化镁、防老剂4010na、防老剂4020、炭黑n990和蔥油炭黑,经混炼、斜刀混合和薄通30min,下片备用,得到备用胶c;
117.步骤五、将电加热水冷双辊开炼机的辊筒温度调整至85
±
5℃并保持,调整辊距至2mm,将步骤三的备用胶b和步骤四的备用胶c分别过辊预热后经斜刀法混合,打三角包,薄通10h;将辊筒温度降至65
±
5℃并保持,加入双酚af和bpp进行加黄工艺,斜刀混合,打三角包,薄通30min,下片,得到混炼胶;
118.步骤六、将所述混炼胶置于模具中,先在平板硫化机上合模硫化,然后于高温烘箱内进行二段硫化,得到耐辐照氟橡胶材料;合模硫化条件为170℃,15min,10mpa,二段硫化为阶梯式升温至200℃,保持12h;所述阶梯式升温为以20℃为起点阶梯,以30℃为梯度差,200℃之前每阶梯持续时间为45min,梯度差升温速率为5℃/min。
119.实施例8
120.本实施例的核电厂密封用耐辐照氟橡胶材料,原料及重量为:氟橡胶100份,氧化镁3份,炭黑15份,防老剂1.5份,双酚af 3份,苄基三苯基氯化膦(bpp)0.8份,硫化钪(sc2s3)17份。
121.所述氟橡胶包括两种不同分子量的26型氟橡胶,两种26型氟橡胶分别为fm2601和fm2602,fm2601和fm2602的质量比为60:40;
122.所述炭黑包括n990 5份和蔥油炭黑10份;
123.所述防老剂包括n-异丙基-n'-苯基对苯二胺(4010na)1份和n-(1,3-二甲基)丁基-n'-苯基对苯二胺(4020)0.5份;
124.本实施例的核电厂密封用耐辐照氟橡胶材料的制备方法为:
125.步骤一、将电加热水冷双辊开炼机的辊筒温度升至85
±
5℃并保持,调整辊间距,分别厚通预热fm2601和fm2602,调整辊距至2mm,将预热后fm2601和预热后fm2602分别包至辊两端,2min后,采用斜刀法进行5min的混合,下片,开冷却水将辊筒温度降至60
±
5℃并保持,调整辊距至0.5mm~1mm,薄通,打三角包,薄通1h后,备用,得到备用料;
126.步骤二、将电加热水冷双辊开炼机的辊筒温度升至85
±
5℃并保持,调整辊距至2mm,取步骤一备用料的30%,过辊预热后包辊,依次经混炼、斜刀混合和薄通30min,得到体系a;
127.步骤三、将sc2s3加入所述体系a,经混炼、斜刀混合和薄通1h,下片备用,得到备用胶b;
128.步骤四、将电加热水冷双辊开炼机的辊筒温度调整至70
±
5℃并保持,调整辊距至2mm,取步骤一余下备用料,过辊预热后包辊,依次加入氧化镁、防老剂4010na、防老剂4020、
炭黑n990和蔥油炭黑,经混炼、斜刀混合和薄通30min,下片备用,得到备用胶c;
129.步骤五、将电加热水冷双辊开炼机的辊筒温度调整至85
±
5℃并保持,调整辊距至2mm,将步骤三的备用胶b和步骤四的备用胶c分别过辊预热后经斜刀法混合,打三角包,薄通10h;将辊筒温度降至65
±
5℃并保持,加入双酚af和bpp进行加黄工艺,斜刀混合,打三角包,薄通30min,下片,得到混炼胶;
130.步骤六、将所述混炼胶置于模具中,先在平板硫化机上合模硫化,然后于高温烘箱内进行二段硫化,得到耐辐照氟橡胶材料;合模硫化条件为170℃,15min,10mpa,二段硫化为阶梯式升温至200℃,保持12h;所述阶梯式升温为以20℃为起点阶梯,以30℃为梯度差,200℃之前每阶梯持续时间为45min,梯度差升温速率为5℃/min。
131.实施例9
132.本实施例的核电厂密封用耐辐照氟橡胶材料,原料及重量为:氟橡胶100份,氧化镁6份,炭黑25份,防老剂5.5份,双酚af 1份,苄基三苯基氯化膦(bpp)0.3份,负热膨胀材料21份。
133.所述氟橡胶包括两种不同分子量的26型氟橡胶,两种26型氟橡胶分别为fm2601和fm2602,fm2601和fm2602的质量比为60:40;
134.所述炭黑包括n990 5份和蔥油炭黑20份;
135.所述防老剂包括n-环己基-n'-苯基对苯二胺(4010)1.5份、n-异丙基-n'-苯基对苯二胺(4010na)2份和n-(1,3-二甲基)丁基-n'-苯基对苯二胺(4020)2份;
136.所述负热膨胀材料为负热膨胀材料sc2(wo4)3。
137.本实施例的核电厂密封用耐辐照氟橡胶材料的制备方法为:
138.步骤一、将电加热水冷双辊开炼机的辊筒温度升至85
±
5℃并保持,调整辊间距,分别厚通预热fm2601和fm2602,调整辊距至2mm,将预热后fm2601和预热后fm2602分别包至辊两端,2min后,采用斜刀法进行5min的混合,下片,开冷却水将辊筒温度降至60
±
5℃并保持,调整辊距至0.5mm~1mm,薄通,打三角包,薄通1h后,备用,得到备用料;
139.步骤二、将电加热水冷双辊开炼机的辊筒温度升至85
±
5℃并保持,调整辊距至2mm,取步骤一备用料的30%,过辊预热后包辊,加入负热膨胀材料,依次经混炼、斜刀混合和薄通30min,得到体系a;
140.步骤三、将所述体系a经混炼、斜刀混合和薄通1h,下片备用,得到备用胶b;
141.步骤四、将电加热水冷双辊开炼机的辊筒温度调整至70
±
5℃并保持,调整辊距至2mm,取步骤一余下备用料,过辊预热后包辊,依次加入氧化镁、防老剂4010、防老剂4010na、防老剂4020、炭黑n990和蔥油炭黑,经混炼、斜刀混合和薄通30min,下片备用,得到备用胶c;
142.步骤五、将电加热水冷双辊开炼机的辊筒温度调整至85
±
5℃并保持,调整辊距至2mm,将步骤三的备用胶b和步骤四的备用胶c分别过辊预热后经斜刀法混合,打三角包,薄通10h;将辊筒温度降至65
±
5℃并保持,加入双酚af和bpp进行加黄工艺,斜刀混合,打三角包,薄通30min,下片,得到混炼胶;
143.步骤六、将所述混炼胶置于模具中,先在平板硫化机上合模硫化,然后于高温烘箱内进行二段硫化,得到耐辐照氟橡胶材料;合模硫化条件为170℃,15min,10mpa,二段硫化为阶梯式升温至200℃,保持12h;所述阶梯式升温为以20℃为起点阶梯,以30℃为梯度差,
200℃之前每阶梯持续时间为45min,梯度差升温速率为5℃/min。
144.性能评价:
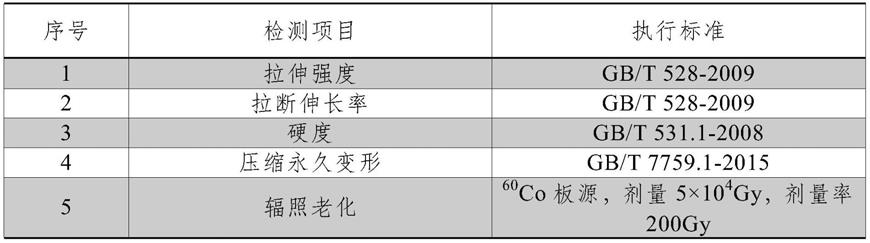
145.本发明的核电厂密封用耐辐照氟橡胶材料的检测方法所依照的标准和检测结果如表1和表2所示。
146.表1性能检测的方法及所依照的标准
[0147][0148]
表2核电厂密封用耐辐照氟橡胶材料的检测结果
[0149][0150]
注:*试验条件为25%压缩率
[0151]
表2中,结果表明:实施例氟橡胶经过累计剂量5
×
104gy、剂量率200gy辐照后,拉伸强度最大下降21%,拉断伸长率最大上升31%,硬度最大下降11a,压缩永久变形较小,实施例橡胶综合性能下降<50%,弹性良好,由实施例制成的橡胶制品具有良好的密封功能。
[0152]
以上所述,仅是本发明的较佳实施例,并非对本发明做任何限制,凡是根据发明技术实质对以上实施例所作的任何简单修改、变更以及等效结构变化,均仍属于本发明技术方案的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。