1.本发明属于五金模具技术领域,具体涉及一种五金配件冲压模具。
背景技术:
2.冲压模具是在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。冲压,是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法,采用冲压工艺,通过将五金板材冲压变形,制作五金配件。
3.现有的冲压模具通常包括有成型凸模和下模,通过成型凸模和下模的配合冲压成型,在冲压的过程中,由于成型凸模的冲压,使得五金板材发生变形,冲压成型后的五金件容易卡在下模中,使得人们在取出的时候不够方便。
技术实现要素:
4.本发明的目的是:旨在提供一种五金配件冲压模具,以解决冲压成型后的五金件容易卡在下模中,使得人们在取出的时候不够方便的问题。
5.为实现上述技术目的,本发明采用的技术方案如下:
6.一种五金配件冲压模具,包括基座和上模座,所述基座开设有安装腔,所述安装腔安装有顶升台和下模座,所述顶升台位于下模座的中心处,所述顶升台底部固定连接有滑杆,所述安装腔底部安装有套筒,所述滑杆套设于所述套筒内部,所述滑杆底部与所述套筒底部之间固定连接有弹簧,所述下模座包括有若干位于顶升台周围的子模,各个所述子模共同构成所述下模座,各个所述子模均包括有侧壁和底壁,所述顶升台上端位于所述底壁上方,各个所述子模均与所述安装腔滑动连接,各个所述子模均设置有合模组件;
7.所述合模组件包括有平板和连接台,所述平板与所述侧壁上端固定连接且与所述基座平齐,所述连接台固定设置于所述平板底部并向下延伸,所述平板和连接台共同开设有往下延伸的斜槽,所述斜槽靠近所述子模一侧为较高侧,所述连接台与所述滑杆相面对一侧共同铰接有铰杆,所述铰杆倾斜设置,所述铰杆与所述滑杆相铰接一端为较低侧,所述铰杆与所述连接台相铰接一端为较高侧;
8.所述上模座包括有压盘和成型凸模,所述压盘底部固定连接有若干分别与各个所述斜槽相匹配的插杆,所述插杆与所述斜槽较高侧相对应,所述成型凸模与所述下模座相匹配,所述压盘开设有与所述成型凸模相匹配的通槽。
9.所述安装腔底部固定设有冷却液箱,所述冷却液箱内部充满冷却液,所述冷却液箱的上侧液面安装有活塞板,所述滑杆底部固定连接有设置于所述弹簧内侧的拉杆,所述拉杆向下滑动贯穿所述安装腔底部且与所述活塞板固定连接,所述活塞板开设有若干与所述子模相对应的通孔,各个所述通孔均连接有进液软管,各个所述进液软管均向上滑动贯穿所述安装腔底部,各个所述侧壁均内部中空且开设有储液腔,各个所述进液软管端部与各个所述储液腔底部相连通。
10.所述进液软管上端安装有第一单向阀,各个所述储液腔底部还均固定连接有排液软管,各个所述排液软管均贯穿所述基座向外延伸,各个所述储液腔开设有与所述排液软管相对应的排液口,所述排液口孔径小于所述排液软管管径,所述活塞板上侧还固定连接有第一连杆,所述第一连杆向上延伸且滑动贯穿所述安装腔底部,所述储液腔滑动连接有与所述第一连杆相对应的第二连杆,所述第二连杆下端滑动贯穿所述储液腔固定连接有滑块,所述第一连杆上端固定连接有滑轨,所述滑块与所述滑轨滑动连接,所述第一连杆上端固定连接有l形密封插杆,所述l形密封插杆竖直段与所述排液口相匹配,所述l形密封插杆竖直段与所述排液口之间间距为0.5cm-1cm。
11.所述基座一侧固定连接有储液箱,所述储液箱底部与所述冷却液箱底部之间固定连接有导通管,所述导通管靠近所述冷却液箱一端安装有第二单向阀。
12.所述储液箱底部高度高于所述冷却液箱上端高度,所述储液箱还安装有透明视窗和加液盖。
13.所述安装腔下侧固定连接有若干与所述连接台相对应的条形滑轨,所述连接台下端固定连接有与所述条形滑轨的滑块。
14.所述压盘边侧固定连接有第一传动杆,所述成型凸模固定连接有第二传动杆。
15.所述基座还固定连接有若干第一定位杆,所述压盘开设有与所述第一定位杆相匹配的第一定位孔。
16.所述压盘还固定连接有若干第二定位杆,所述成型凸模固定连接有定位盘,所述定位盘开设有与所述第二定位杆相匹配的第二定位孔。
17.本发明通过将下模座设计为可拆分的结构,并且设计顶升台,在冲压前,通过各个子模滑动靠近合模,顶升台往下运动与子模的底壁平齐,从而形成下模座,此时即可对五金板材进行冲压,冲压成型后,通过各个子模滑动远离拆模,避免冲压成型的五金件卡在下模座中,同时顶升台往上运动,将冲压成型后的五金件顶起,使得人们能够方便的将冲压成型后的五金件取出。
附图说明
18.本发明可以通过附图给出的非限定性实施例进一步说明;
19.图1为本发明一种五金配件冲压模具实施例的结构示意图一;
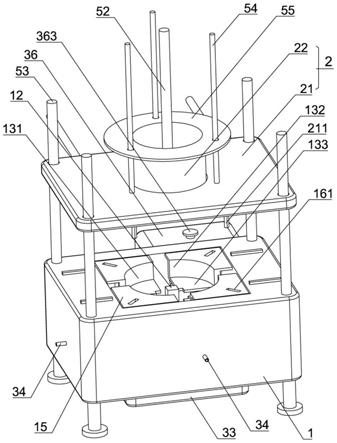
20.图2为本发明一种五金配件冲压模具实施例的结构示意图二;
21.图3为本发明实施例基座内部的下模座结构示意图一;
22.图4为图3的a处结构放大示意图;
23.图5为本发明实施例基座内部的下模座结构示意图二;
24.图6为图5的b处结构放大示意图;
25.主要元件符号说明如下:
26.基座1、安装腔11、顶升台12、滑杆121、拉杆122、子模131、侧壁132、底壁133、储液腔134、套筒14、弹簧141、平板15、连接台16、斜槽161、铰杆17、上模座2、压盘21、插杆211、成型凸模22、冷却液箱31、活塞板32、进液软管33、第一单向阀331、排液软管34、第一连杆35、l形密封插杆351、储液箱36、导通管361、透明视窗362、加液盖363、第二单向阀364、条形滑轨41、滑块42、第一传动杆51、第二传动杆52、第一定位杆53、第二定位杆54、定位盘55、第二连
杆6、滑块61、滑轨62。
具体实施方式
27.为了使本领域的技术人员可以更好地理解本发明,下面结合附图和实施例对本发明技术方案进一步说明。
28.如图1-图6所示,本发明的一种五金配件冲压模具,包括基座1和上模座2,基座1开设有安装腔11,安装腔11安装有顶升台12和下模座,顶升台12位于下模座的中心处,顶升台12底部固定连接有滑杆121,安装腔11底部安装有套筒14,滑杆121套设于套筒14内部,滑杆121底部与套筒14底部之间固定连接有弹簧141,下模座包括有若干位于顶升台12周围的子模131,各个子模131共同构成下模座,各个子模131均包括有侧壁132和底壁133,顶升台12上端位于底壁133上方,各个子模131均与安装腔11滑动连接,各个子模131均设置有合模组件;
29.合模组件包括有平板15和连接台16,平板15与侧壁132上端固定连接且与基座1平齐,连接台16固定设置于平板15底部并向下延伸,平板15和连接台16共同开设有往下延伸的斜槽161,斜槽161靠近子模131一侧为较高侧,连接台16与滑杆121相面对一侧共同铰接有铰杆17,铰杆17倾斜设置,铰杆17与滑杆121相铰接一端为较低侧,铰杆17与连接台16相铰接一端为较高侧;
30.上模座2包括有压盘21和成型凸模22,压盘21底部固定连接有若干分别与各个斜槽161相匹配的插杆211,插杆211与斜槽161较高侧相对应,成型凸模22与下模座相匹配,压盘21开设有与成型凸模22相匹配的通槽。
31.通过将下模座拆分为多个子模131,并且各个子模131与安装腔11滑动连接,因此,各个子模131能够在冲压前滑动靠近共同构成下模座,同时能够在冲压完成后滑动远离分开,便于取出成型后的五金件,基座1用于放置和支撑五金板材,各个子模131的平板15也能够进行辅助的支撑,合模组件则用于合模和拆模,压盘21和成型凸模22分别由两个动力设备进行传动;
32.在初始状态下,请参阅图1、图2和图5,弹簧141将套筒14中的滑杆121往上顶起,使得顶升台12上端位于各个底壁133的上方,同时铰杆17呈倾斜状态,铰杆17与滑杆121相铰接一端为较低侧,铰杆17与连接台16相铰接一端为较高侧,并且各个子模131处于相互远离的最大位置,下模座处于拆分状态,压盘21和成型凸模22均位于基座1上方,插杆211与斜槽161的较高侧相对应;
33.在装置使用时,先将五金板材放置于基座1上,通过各个平板15将五金板材辅助支撑,通过一个动力设备将压盘21往下移动,使得压盘21底部的插杆211向着合模组件的平板15和连接台16的斜槽161运动,直至插杆211与斜槽161相抵接时后,随着压盘21和插杆211继续往下移动,此时,插杆211会逐渐沿着斜槽161较低侧运动,通过各个斜槽161的导向,使得各个连接台16带动各个子模131相互靠近,又由于各个连接台16均与滑杆121之间铰接铰杆17,在各个子模131向着滑杆121靠近时,各个铰杆17的较低侧会往下翻转,从而使得顶升台12开始往下运动,使得滑杆121在套筒14内部往下滑动,并克服弹簧141的弹力将弹簧141压缩,直至各个子模131合模构成下模座时,顶升台12上表面能够刚好下降至与底壁133上表面相平齐,此时通过各个子模131的侧壁132共同构成下模座的侧围,通过各个子模131的
底壁133上表面以及顶升台12的上表面共同构成下模座的底面,人们即可开始将五金板材冲压成型;
34.冲压成型时,通过另一个动力设备将成型凸模22往下移动,使得成型凸模22穿过压盘21的通槽,通过成型凸模22和下模座之间的配合,将五金板材冲压成型;
35.冲压完成后,先向将成型凸模22往上移动复位,然后将压盘21往上移动复位,使得插杆211从斜槽161中抽出,在此过程中,随着插杆211的抽出,弹簧141开始弹性回弹,从而通过各个铰杆17将各个连接台16推动,使得各个连接台16带动各个子模131滑动远离复位,将下模座滑动远离拆分,避免冲压成型的五金件卡在下模座中,并且弹簧141回弹会使得顶升台12重新弹起,将冲压成型后的五金件顶起,使得人们能够方便的将冲压成型后的五金件取出,避免了冲压成型后的五金件卡在下模座中,造成拿取不便的问题。
36.实施例二:
37.请参阅图3和图4,在冲压过程中,会使五金板材发生变形,同时成型凸模22会与五金板材发生摩擦,从而使得五金板材发热,为了使下模座具有散热性,做出如下进一步优化:
38.安装腔11底部固定设有冷却液箱31,冷却液箱31内部充满冷却液,冷却液箱31的上侧液面安装有活塞板32,滑杆121底部固定连接有设置于弹簧141内侧的拉杆122,拉杆122向下滑动贯穿安装腔11底部且与活塞板32固定连接,活塞板32开设有若干与子模131相对应的通孔,各个通孔均连接有进液软管33,各个进液软管33均向上滑动贯穿安装腔11底部,各个侧壁132均内部中空且开设有储液腔134,各个进液软管33端部与各个储液腔134底部相连通。
39.本实施例中,各个进液软管33以及各个储液腔134的容积之和与冷却液箱31的容积相等,当各个子模131合模过程中,滑杆121往下运动会推动拉杆122往下运动,从而使得活塞板32往下运动,将冷却液箱31中的冷却液挤压,冷却液从冷却液箱31先通过各个进液软管33进入各个储液腔134中,直至合模完成后,活塞板32运动至冷却液箱31底部,将冷却液箱31中的冷却液全部挤入各个进液软管33和各个储液腔134中,进而使得各个子模131内部充满冷却液,在五金板材冲压时,能够将冲压产生的热量吸收散热,使五金板材降温,避免冲压成型后的五金件温度过高,冲压成型后,各个子模131滑动远离拆模,滑杆121往上运动推动拉杆122将活塞板32重新运动至冷却液箱31顶部,在此过程中,各个储液腔134中的冷却液将通过各个进液软管33再度回流至冷却液箱31,从而使得在“合模-冲压-拆模”的过程中,冷却液能够循环的进入和流出各个储液腔134。
40.实施例三:
41.请参阅图1至图6,为了避免冷却液箱31中的冷却液吸热后升温导致冷却效果不佳,在实施例二的基础上,做出如下进一步的改进:
42.进液软管33上端安装有第一单向阀331,各个储液腔134底部还均固定连接有排液软管34,各个排液软管34均贯穿基座1向外延伸,各个储液腔134开设有与排液软管34相对应的排液口,排液口孔径小于排液软管34管径,活塞板32上侧还固定连接有第一连杆35,第一连杆35向上延伸且滑动贯穿安装腔11底部,储液腔134滑动连接有与第一连杆35相对应的第二连杆6,第二连杆6下端滑动贯穿储液腔134固定连接有滑块61,第一连杆35上端固定连接有滑轨62,滑块61与滑轨62滑动连接,第一连杆35上端固定连接有l形密封插杆351,l
形密封插杆351竖直段与排液口相匹配,l形密封插杆351竖直段与排液口之间间距为0.5cm-1cm,基座1一侧固定连接有储液箱36,储液箱36底部与冷却液箱31底部之间固定连接有导通管361,导通管361靠近冷却液箱31一端安装有第二单向阀364,储液箱36底部高度高于冷却液箱31上端高度,储液箱36还安装有透明视窗362和加液盖363。
43.在本实施例中,在各个子模131合模的过程中,活塞板32往下运动,会同步带动第一连杆35、滑轨62、滑块61、第二连杆6以及l形密封插杆351往下运动,同时合模过程中,滑块61跟随储液腔134在滑轨62中向着顶升台12滑动,由于l形密封插杆351竖直段与排液口之间的间距为0.5cm-1cm,因此,在活塞板32往下运动0.5cm-1cm时,各个储液腔134的排液口处于打开状态,并且由于导通管361靠近冷却液箱31一端安装有第二单向阀364,因此冷却液箱31中的冷却液不会回流至储液箱36中,活塞板32此时会先将冷却液箱31中的冷却液挤入各个排液软管34并且冷却液还未进入各个储液腔134中,随着活塞板32继续往下运动,l形密封插杆351的竖直段此时将插入排液口,将储液腔134密封,冷却液进入储液腔134中,即可对进行冲压的五金板材进行降温,冲压成形后拆模的过程中,活塞板32逐渐回位,带动第一连杆35、滑轨62、滑块61、第二连杆6以及l形密封插杆351往上运动,使得l形密封插杆351跟随活塞板32相对于排液口逐渐往上运动,同时滑块61跟随储液腔134在滑轨62中滑动远离顶升台12回位,由于进液软管33上端安装第一单向阀331,因此储液腔134中的吸热后的冷却液不会通过进液软管33回流至冷却液箱31,各个进液软管33中的冷却液逐渐回流至冷却液箱31,直至l形密封插杆351竖直段脱离排液口后,此时排液口将储液腔134打开,储液腔134中的吸热后的冷却液通过各个排液软管34排出;并且活塞板32往上回位后,由于储液箱36底部高度高于冷却液箱31上端高度,因此储液箱36中的冷却液能够在重力作用下通过导通管361自动充满冷却液箱31,并将冷却液箱31充满;人们能够通过透明视窗362查看储液箱36中的冷却液余量,并通过加液盖363向储液箱36中添加冷却液。
44.实施例四:
45.请参阅图3和图4,在实施例一的基础上,对连接台16和安装腔11之间的滑动连接结构,做如下的进一步的设计:
46.安装腔11下侧固定连接有若干与连接台16相对应的条形滑轨41,连接台16下端固定连接有与条形滑轨41的滑块42。
47.在本实施例中,通过滑块42和条形滑轨41之间的配合,能够使得连接台16和子模131的滑动稳定,同时通过滑块42和条形滑轨41能够将连接台16和子模131进行支撑。
48.实施例五:
49.请参阅图1和图2,在实施例一的基础上,对压盘21和成型凸模22的结构,做如下的进一步的设计:
50.压盘21边侧固定连接有第一传动杆51,成型凸模22固定连接有第二传动杆52,基座1还固定连接有若干第一定位杆53,压盘21开设有与第一定位杆53相匹配的第一定位孔,压盘21还固定连接有若干第二定位杆54,成型凸模22固定连接有定位盘55,定位盘55开设有与第二定位杆54相匹配的第二定位孔。
51.在本实施例中,将第一传动杆51连接动力设备即可带动压盘21上下运动,在压盘21上下运动的过程中,通过第一定位杆53和第一定位孔的配合,能够对压盘21定位,使得压盘21上下运动更加稳定,将第二传动杆52连接动力设备即可带动成型凸模22上下运动,在
成型凸模22上下运动的过程中,通过第二定位杆54和定位盘55的第二定位孔之间的配合,能够对成型凸模22进行定位,使得成型凸模22上下运动更加稳定。
52.上述实施例仅示例性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
