1.本技术涉及半导体制造设备技术领域,尤其涉及一种加热片、陶瓷加热盘及其制备方法和化学气相沉积设备。
背景技术:
2.在半导体芯片制程中,硅片经过多次的薄膜沉积和刻蚀后才能完成芯片的制造。芯片再经过测试、切割、电线焊接、及封装后才能形成集成电路元件。化学沉积工艺(chemical deposition,cvd)是半导体薄膜制程中非常重要的一环。加热盘的最主要功能是加热晶圆,并维持整个晶圆均匀的温度,以达成高品质的薄膜。薄膜的品质取决于薄膜厚度、片内膜厚均匀性、薄膜折射率、薄膜应力和薄膜颗粒度。
3.在cvd设备的真空腔中,硅片直接放置於加热盘的上方。加热盘内嵌有射频(rf)电极和加热电路。射频电极离加热盘上方的硅片只有约1毫米。射频电极可接地或加偏压,用以加速等离子往硅片的移动,以促进薄膜的生长速度。加热电路把硅片加热至高温以加速反应。硅片的温度均匀性决定了薄膜的品质和集成电路元件生产的良品率。目前,为了使加热温度更加均匀,主要应用了热传导性能较好的氮化铝陶瓷。但由于加热盘外周区域更容易热量流失,容易引起内热外冷的温度不均匀现象,影响加热盘的使用。
技术实现要素:
4.为了解决上述问题,本技术提供了一种加热片、陶瓷加热盘及其制备方法和化学气相沉积设备。
5.本发明提供一种加热片,所述加热片包括内加热片和外加热片,所述内加热片和所述外加热片分别独立连接外部电源,所述内加热片包括内加热线圈,所述外加热片包括外加热线圈,通过调节所述内加热线圈和所述外加热线圈的电流比来减小所述内加热片和外加热片的温差。
6.本发明提供一种加热片,所述加热片包括内加热片和外加热片,所述内加热片和所述外加热片分别独立连接外部电源,所述内加热片包括内加热线圈,所述外加热片包括外加热线圈,所述内加热线圈和所述外加热线圈之间的电流比与所述内加热片和所述外加热片所加热的区域之间的温差呈对应关系。
7.本技术的一个实施例提供一种加热片,包括:内加热片,包括多层由内到外依次设置并连接的内加热线圈,其中,第一层内加热线圈的两端分别连接第一正电极和第一负电极;外加热片,包括第一外加热线圈和连接线圈,所述第一外加热线圈位于所述内加热片的外侧,所述连接线圈位于所述内加热片下方,所述第一外加热线圈连接所述连接线圈,所述连接线圈的两端分别连接第二正电极和第二负电极。
8.根据本技术的一些实施例,所述第一层内加热线圈的线径为0.5-2.5mm,布线直径为1-60mm;第二层内加热线圈的加热丝呈蛇形延伸,线径为1-3mm,布线直径为40-100mm,其中,相邻径向加热丝的内端点的间距为1-6mm;第三层内加热线圈的加热丝呈蛇形延伸,线
径为2-4mm,布线直径为80-110mm,其中,相邻径向加热丝的内端点的间距为2-7mm;第四层内加热线圈的加热丝呈蛇形延伸,线径为2-4mm,布线直径为130-190mm,其中,相邻径向加热丝的内端点的间距为4-6mm;第五层内加热线圈的加热丝呈蛇形延伸,线径为2-4mm,布线直径为170-240mm,其中,相邻径向加热丝的内端点的间距为7-10mm;第六层内加热线圈的加热丝呈蛇形延伸,线径为2-4mm,布线直径为220-270mm,其中,相邻径向加热丝的内端点的间距为4-6mm;所述第一外加热线圈的加热丝呈蛇形延伸,线径为2-4mm,布线直径为250-320mm,其中,相邻径向加热丝的内端点的间距为2-5mm。
9.根据本技术的一些实施例,所述外加热片还包括第二外加热线圈,所述第二外加热线圈设置于所述第一外加热线圈的下方,位于所述连接线圈的外侧,所述连接线圈连接所述第二外加热线圈,所述第二外加热线圈连接所述第一外加热线圈。
10.根据本技术的一些实施例,所述第二外加热线圈的加热丝呈蛇形延伸,线径为2-4mm,布线直径为220-330mm,其中,相邻径向加热丝的内端点的间距为2-5mm。
11.本技术的一个实施例提供一种陶瓷加热盘,包括如上所述的加热片,所述加热片设置于陶瓷加热盘中。
12.根据本技术的一些实施例,陶瓷加热盘还包括:电极片,设置于所述陶瓷加热盘中;陶瓷管,连接所述陶瓷加热盘;电极杆,数量为多个,穿过所述陶瓷管分别连接所述电极片和加热片。
13.根据本技术的一些实施例,所述陶瓷加热盘由预压的第一盘体层、第二盘体层、第三盘体层和第四盘体层经热压后形成;所述电极片设置于所述第二盘体层内;所述加热片的内加热片和第一外加热线圈设置于所述第三盘体层内,所述加热片的连接线圈设置于所述第四盘体层内。
14.根据本技术的一些实施例,所述加热片的第二外加热线圈设置于所述第四盘体层内。
15.根据本技术的一些实施例,所述陶瓷加热盘上设置多个连接孔分别漏出所述电极片以及所述加热片的第一正电极、第一负电极、第二正电极和第二负电极,多个所述电极杆的一端分别伸入所述连接孔与所述电极片以及所述加热部件的第一正电极、第一负电极、第二正电极和第二负电极连接。
16.本技术的一个实施例提供一种陶瓷加热盘的制备方法,包括步骤:常温预压陶瓷原料粉形成第一盘体层;在所述第一盘体层上放置电极片,填充陶瓷原料粉,常温预压形成第二盘体层;在所述第二盘体层上放置内加热片和第一外加热线圈,填充陶瓷原料粉,常温预压形成第三盘体层,所述第一外加热线圈连接有连接电极;在所述第三盘体层上放置连接线圈,将所述连接电极连接所述连接线圈,填充陶瓷原料粉,常温预压形成第四盘体层;对所述第一盘体层、第二盘体层、第三盘体层和第四盘体层进行热压,形成加热盘体;将所述加热盘体和陶瓷管进行烧结连接;将多个电极杆穿过所述陶瓷管分别连接所述电极片、内加热片的第一正极和第一负极、连接线圈的第二正极和第二负极。
17.根据本技术的一些实施例,在所述第三盘体层上放置第二外加热线圈,所述第二外加热线圈位于所述连接线圈外侧,所述连接电极连接所述第二外加热线圈,所述第二外加热线圈连接所述连接线圈,然后填充陶瓷原料粉,常温预压形成第四盘体层。
18.根据本技术的一些实施例,所述陶瓷原料粉为氧化铝陶瓷原料,或者氮化铝陶瓷
原料。
19.根据本技术的一些实施例,热压的温度为1580-1900℃,时间为5-48h,压力为0.1-30mpa。
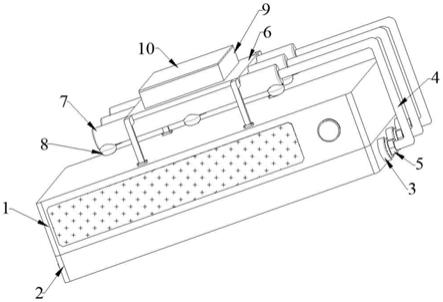
20.本技术的一个实施例提供一种化学气相沉积设备,包括如上所述的陶瓷加热盘。
21.本技术的加热片包括内加热片和外加热片,内加热片和外加热片分别独立连接外部电源,通过调节内加热片和外加热片电源功率比例,使得内加热片和外加热片可以实现既独立又联系的控制,保证陶瓷加热盘外圆区域不会因为散热而引起与中间部分的热量差异,避免陶瓷加热盘的热量不均匀现象。
附图说明
22.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,还可以根据这些附图获得其他的附图,而并不超出本技术要求保护的范围。
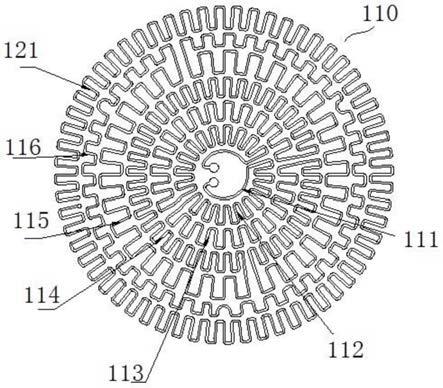
23.图1是本技术加热片的内加热片的示意图;
24.图2是本技术加热片的外加热片的示意图;
25.图3是本技术连接电极的示意图;
26.图4是本技术加热盘的外加热片的另一结构示意图;
27.图5是本技术陶瓷加热盘的示意图;
28.图6是本技术陶瓷加热盘制备方法的流程图;
29.图7是本技术陶瓷加热盘制备模具的示意图。
30.其中,
31.110-内加热片; 111-第一层内加热线圈; 112-第二层内加热线圈;113-第三层内加热线圈; 114-第四层内加热线圈; 115-第五层内加热线圈;116-第六层内加热线圈;120-外加热片;121-第一外加热线圈;122-连接线圈;123-第二外加热线圈;130-连接电极;
32.210-加热盘体;220-陶瓷管;230-电极片;240-第一电极杆;250-第二电极杆;260-第三电极杆;270-热电偶;
33.300-模具;310-石墨底座;32-0石墨外模;330-石墨衬套;340-石墨压头;350-垫片;360-定位孔。
具体实施方式
34.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
35.在本技术的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
36.在半导体应用cvd设备中,由于芯片的不同工艺制备要求,会有不同的工艺气体的等离子体沉积在芯片表面,而工艺气体的气流量和气压是根据工艺的要求而改变的,当气压小的时候,加热盘内圈位置和外圈位置差别不大,当气压大时,外圈温度明显降低,造成盘面温度差拉大,为了解决不同工艺造成的盘面温度差值,也可以为各种设备各种工艺配备单独设计的加热丝分布的加热盘,但是这样造成成本增加,加热盘互用率明显降低,另外不同厂家生产的cvd设备也是无法做到一模一样的,气体进去位置与出气位置都不尽相同,因此也会造成加热盘温度的略微区别,因为加热盘是为芯片沉积工艺准备的,加热的小的变化会明显表现在沉积的厚度上,因此通过两区的控制非常必要,通常为调节内外圈的供电电流比例,正常情况下,是在1:1的条件下,内外圈都是温度比较均匀的,当内圈比例冷时,则需要调节比例为0.9:1,来使内圈的供电功率提高,从而使温度上升,达到温度均匀性的目的。
37.本发明加热片有两种结构,一种结构是上层加热片设置有所述内加热片和所述外加热片,下层加热片仅做连接作用;另一种结构是上层设置有所述内加热片和所述外加热片,下层设置所述外加热片,下层中间为连接线圈,上下两层都有所述外加热线圈,起到加强作用。具体参见,图1和图2是上层有内外圈加热片,下层仅做连接作用;图1和图4是上下两层均匀外圈加热片,对外圈起到加强加热作用。
38.实施例1
39.如图1和图2所示,本实施例提供一种加热片,用于制备半导体化学气相沉积设备上用高温高均匀性两区陶瓷加热盘。加热片包括内加热片110和外加热片120。
40.内加热片110包括多层由内到外依次设置并连接的内加热线圈。每层内加热线圈基本为圆环状。内加热线圈的层数可根据需求设置,本实施例中,内加热线圈为六层。其中,第一层内加热圈111、第二层内加热圈112、第三层内加热圈113、第四层内加热圈114、第五层内加热圈115和第六层内加热圈116由内到外依次设置。第一层内加热圈111连接第二层内加热圈112,第二层内加热圈112连接第三层内加热圈113,第三层内加热圈113连接第四层内加热圈114,第四层内加热圈114连接第五层内加热圈115,第五层内加热圈115连接第六层内加热圈116。内加热片110中心处的第一层内加热线圈111的两端分别连接第一正电极和第一负电极。第一正电极和第一负电极分别连接电极杆,为内加热片110供电。
41.外加热片120包括第一外加热线圈121和连接线圈122。第一外加热线圈121和内加热片110设置于同一水平面内,位于内加热片110的外侧。连接线圈122设置于内加热片110的下层,即内加热片110和第一外加热线圈121位于上层,连接线圈122位于下层。第一外加热线圈121与连接线圈122相连,连接线圈122的两端分别连接第二正电极和第二负电极。连接线圈122仅起到电连接的作用,不参与加热。
42.本实施例中,连接线圈122弯折成多个对称的圆弧,其中,中心处的两个圆弧端部分别连接第二正电极和第二负电极。第二正电极和第二负电极分别连接电极杆为外加热片120供电。根据需要,连接线圈122也可设置为其它的形状,本技术不对连接线圈122的形状进行限制。
43.如图3所示,本实施例中,位于上层的第一外加热线圈121和位于下层的连接线圈122通过连接电极130连接。
44.本实施例内加热片110和外加热片120分别独立连接外部电源,通过调节内加热片
和外加热片电源功率比例,使得内加热片和外加热片成为独立和/或协调工作的整体,保证陶瓷加热盘外圆区域不会因为散热而引起与中间部分的热量差异,避免陶瓷加热盘的热量不均匀现象。
45.如果内外电流比无法调节,温差就是固定值,无法通过调节来保证加热盘的均匀性。
46.正常情况下,是在1:1的条件下,内外加热线圈都是温度比较均匀的,当内加热线圈比例冷时,则需要调节比例为0.9:1,来使内加热线圈的供电功率提高,从而使温度上升,达到温度均匀性的目的。
47.当内外加热线圈电流比为1:0.65时,内外加热线圈温差为:6℃;内外加热线圈电流比为1:0.68时,内外加热线圈温差为:5.4℃;内外加热线圈电流比为1:0.72时,内外加热线圈温差为:5.25℃,而如果是单区,内外加热线圈温差是8℃。温差越小,芯片表面膜沉积厚度越均匀。所述内加热线圈和所述外解热线圈之间的电流比与所述内加热线圈和所述外加热线圈之间的温差呈对应关系,通过调节所述内加热线圈和所述外加热线圈的电流比来减小所述内加热片和外加热片的温差,使得内加热片和外加热片温度均匀。
48.根据本技术一个可选的技术方案,加热片为厚度0.1-0.5mm的钼或钨加热片,也可以用弹簧式加热部件,两种不同加热方式中的不同厚度直径主要是为了满足不同热阻的要求,以满足提供350-700℃的工作温度。
49.第二层内加热圈112、第三层内加热圈113、第四层内加热圈114、第五层内加热圈115和第六层内加热圈116的整体均近似为圆环状,且加热丝均呈蛇形延伸。
50.可选地,本实施例中,第一层内加热线圈111的线径为0.5-2.5mm,布线直径为1-60mm。第二层内加热线圈112线径为1-3mm,布线直径为40-100mm,第二层内加热线圈112的相邻径向加热丝的内端点的间距为1-6mm。第三层内加热线圈113的线径为2-4mm,布线直径为80-110mm,第三层内加热线圈113的相邻径向加热丝的内端点的间距为2-7mm。第四层内加热线圈114的线径为2-4mm,布线直径为130-190mm,第四层内加热线圈114相邻径向加热丝的内端点的间距为4-6mm。第五层内加热线圈115的线径为2-4mm,布线直径为170-240mm,第五层内加热线圈115相邻径向加热丝的内端点的间距为7-10mm。第六层内加热线圈116的线径为2-4mm,布线直径为220-270mm,第六层内加热线圈116相邻径向加热丝的内端点的间距为4-6mm。
51.第一外加热线圈121整体近似为圆环状,位于第六层内加热线圈116的外侧。第一外加热线圈121的加热丝呈蛇形延伸,线径为2-4mm,布线直径为250-320mm,其中,相邻径向加热丝的内端点的间距为2-5mm。
52.实施例2
53.如图4所示,本实施例的加热片是在实施例1的基础上的进一步改进,区别在于:本实施例的加热片中,外加热片120还包括第二外加热线圈123。
54.第二外加热线圈123设置于第一外加热线圈121的下方,第二外加热线圈123位于连接线圈122的外侧,第二外加热线圈123和连接线圈122一同位于下层。连接线圈122连接第二外加热线圈123,第二外加热线圈123连接第一外加热线圈121。本实施例中,第一外加热线圈121和第二外加热线圈123通过连接电极130连接。通过上下分别设置外加热线圈,更有利于控制陶瓷加热盘的外圆区域温度。
55.可选地,第二外加热线圈123整体近似为圆环状,第二外加热线圈123的加热丝呈蛇形延伸,线径为2-4mm,布线直径为220-330mm,其中,相邻径向加热丝的内端点的间距为2-5mm。
56.可选地,连接线圈122与第二外加热线圈123之间还可设置更多圈外加热线圈,以进一步提升加热片的加热能力。
57.实施例3
58.如图5所示,本实施例提供一种陶瓷加热盘200。陶瓷加热盘200包括如上所述的加热片。本实施例中,陶瓷加热盘200包括加热盘体210,加热片设置于加热盘体210中。
59.一种可选的方案中,陶瓷加热盘200还包括:陶瓷管220、电极片230和电极杆。陶瓷管220连接加热盘体210的下表面。电极片230作为射频电极,设置于加热盘体210中,位于加热片的上方。多个电极杆穿过陶瓷管220分别连接电极片230和加热片。
60.进一步的,加热盘体210由预压的第一盘体层、第二盘体层、第三盘体层和第四盘体层经热压后形成。其中,第一盘体层、第二盘体层、第三盘体层和第四盘体层沿竖直方向依次排列。电极片230设置于第二盘体层内。加热片的内加热片110和第一外加热线圈121设置于第三盘体层内,加热片的连接线圈122设置于第四盘体层内。陶瓷管220连接于第四盘体层的表面。
61.更进一步的,加热片的第二外加热线圈123设置于第四盘体层内。
62.加热盘体210上设置多个连接孔分别漏出电极片230以及加热片的第一正电极、第一负电极、第二正电极和第二负电极。本实施例中,电极杆的数量为五个。其中,两个第一电极杆240穿过陶瓷管220,伸入对应的连接孔,分别连接内加热盘110的第一正电极和第一负电极。两个第二电极杆250穿过陶瓷管220,伸入对应的连接孔,分别与连接线圈上的第二正电极和第二负电极连接。第三电极杆260穿过陶瓷管220,伸入对应的连接孔,连接电极片230。加热盘体210还连接有用于测温的热电偶270。
63.本实施例的电极片230可以为金属网,金属网的形状为大小一致的方格网或者六边形网,网厚度为0.1-0.5mm,金属网需要经过酸处理表面然后清洗干净。
64.如图6所示,本实施例提供一种陶瓷加热盘的制备方法,包括步骤:
65.s101、常温预压陶瓷原料粉形成第一盘体层。本步骤中,在压机上预压的压力0.1-30mpa,保压时间为5-30min。
66.s102、在第一盘体层上放置电极片,然后填充陶瓷原料粉,常温预压形成第二盘体层。本步骤中,在压机上预压的压力0.1-30mpa,保压时间为5-30min。
67.s103、在第二盘体层上放置内加热片和第一外加热线圈,填充陶瓷原料粉,常温预压形成第三盘体层,第一外加热线圈连接有连接电极。本步骤中,在压机上预压的压力0.1-30mpa,保压时间为5-30min。
68.该步骤中,可利用特定的模具进行预压,以露出第一外加热线圈连接的连接电极。
69.另一种方案中,利用陶瓷原料粉将第三盘体层预压为毛坯,在毛坯上开好与连接电极对应的连接孔,然后将毛坯放置在第二盘体层上作为第三盘体层。
70.s104、在第三盘体层上放置连接线圈,将连接电极与连接线圈相连,然后填充陶瓷原料粉,常温预压形成第四盘体层。本步骤中,在压机上预压的压力0.1-30mpa,保压时间为5-30min。
71.连接电极和与其相连的部件进行连接时,可直接贴合或者应用金属浆料将两者粘合。所述金属浆料可为含80%-90%钼粉、1%-20%aln(氮化铝)及1%-10%有机粘接剂的混合浆料。其中,钼粉的粒径为1-5um,aln的粒径为1-5um,aln包含0.1%-5%氧化钙或者氧化镁或者氧化钇等添加剂。所述金属浆料中涉及的比例为质量比。
72.s105、对第一盘体层、第二盘体层、第三盘体层和第四盘体层进行热压,形成加热盘体。可选地,本步骤中,热压的温度为1580-1900℃,时间为5-48h,压力为0.1-30mpa。
73.s106、将加热盘体和陶瓷管进行烧结连接。本步骤中,烧结温度为1000℃-1700℃。本实施例对陶瓷管的形状不做具体限定,优选圆筒形。陶瓷管的材料为氮化铝或者氧化铝,或者含有上述陶瓷原料的混合物。陶瓷管的制备方法不做具体限定,如干压或者静压成型呈管状,常压气氛烧结即可。
74.s107、将多个电极杆穿过陶瓷管分别连接电极片、内加热片的第一正极和第一负极、连接线圈的第二正极和第二负极,形成陶瓷加热盘。
75.可选地,陶瓷原料粉为氧化铝陶瓷原料,或者氮化铝陶瓷原料。氮化铝陶瓷原料一般是指在氮化铝粉中加入氧化钇粉、氧化钙粉、氧化镁粉和氧化锂粉中的一种或者多种的混合物。氧化铝陶瓷原料一般指在氧化铝粉中加入氧化钇粉、氧化钙粉、氧化镁粉和氧化锂粉中的一种或者多种的混合物。
76.本实施例中,氮化铝加热盘体的热压温度为1700℃-1900℃,氧化铝加热盘体的热压温度为1580℃-1650℃。氮化铝陶瓷管连接到加热盘体烧结温度为1500℃-1700℃。氧化铝陶瓷管连接到加热盘体烧结温度为1000℃-1550℃。
77.一种可选的方案中,上述的方法形成第四盘体层之前还包括,在第三盘体层上放置第二外加热线圈,第二外加热线圈位于连接线圈外侧,连接电极连接第二外加热线圈,第二外加热线圈与连接线圈相连。然后填充陶瓷原料粉,常温预压形成第四盘体层。
78.如图7所示,本实施例的制备上述加热盘体的模具300包括:石墨底座310、石墨外模320、石墨衬套330和石墨压头340。
79.石墨底座310的形状不做具体限制,可以是方形,可以是圆形,优选圆形。
80.石墨外模320设置于石墨底座310上。本实施例对石墨外模320的形状不做具体限制,整体可以是圆环形,也可以是中间圆形,外边方形,优选圆环形。
81.石墨衬套330设置于石墨底座310上,位于石墨外模320内。石墨衬套330放置于石墨底座310上,且与石墨外模320内壁贴合,石墨衬套330的内径与加热盘体的外径相配合。
82.石墨压头340在热压时用于向加热盘体传递压力。
83.可选地,模具300一次可制备多个加热盘体,相邻的加热盘体之间通过垫片350隔开。
84.上述模具300通过设置不同膨胀系数的各结构来实现最后的脱模,具体如下:石墨衬套330的热膨胀系数为2-3
×
10-6
/k,石墨外模320的热膨胀系数接近与0即可。
85.一种可选的方案中,为了方便定位,石墨底座310还设置有定位孔360。
86.实施例4
87.本实施例另一种陶瓷加热盘的制备方法,与实施例3中方法的区别在于,不包括步骤s105和s106,而包括在步骤s107之前的步骤:
88.s108、在第四盘体层上放置陶瓷管,然后进行热压。
89.在该步骤中,热压的温度为1580-1900℃,如热压的温度为1580℃、1800℃、1900℃,时间为5-48h,如时间为5h、10h、35h、48h,压力为0.1-30mpa,如压力为0.1mpa、10mpa、15mpa、20mpa、30mpa。优选的,热压的温度为1650-1800℃,时间为10-30h,压力为5-20mpa,具体地,热压的温度为1700℃,时间为25h,压力为20mpa。本实施例对陶瓷管的形状不做具体限定,优选圆筒形。陶瓷管的材料为氮化铝或者氧化铝,或者含有上述陶瓷原料的混合物。陶瓷管的制备方法不做具体限定,如干压或者静压成型呈管状,常压气氛烧结即可。
90.本实施例的陶瓷加热盘的加工方法,常温下将陶瓷原料粉进行预压,并将电极片及加热片预成型,然后与烧制好的陶瓷管进行热压一次成型陶瓷加热盘,经过一次高温1580-1900℃的烧制。由于电极片材料、加热片材料均为高温金属材料,常用为钨和钼,在反复加热过程中,会因为金属的二次扩散到陶瓷中形成部分含金属的化合物(主要为碳化物或者氮化物等),这将使电阻值变大,而使电阻较难精准的控制住,使得电阻值与实际设计电阻发生偏差,从而导致加热盘体产生的热量无法按照既定的设计产生而使加热盘的热均匀性变差,从而造成芯片生长过程中均匀性下降。另外电极片向附近陶瓷扩散易会引起表面陶瓷电阻的降低,而且电极片通上高压电后增加表面陶瓷击穿的可能,由此可以看出,一次的高温烧制避免重复多次的高温过程容易引起加热盘体内部电阻的变化,进而提高了陶瓷加热盘的热均匀性和使用寿命。
91.具体地,正常铺粉后预压由于受限于粉体流动性的影响,无法很好的保证加热片的平面度和平行度,且预压过程放置加热片后再次铺粉预压时容易造成加热片位置的改变,因此在此基础上做出优化方案如下:
92.将同样配方的氮化铝含胶造粒粉先压制成型后冷等静压,得到了强度可适应加工的氮化铝陶瓷生坯,将氮化铝陶瓷生坯按照加热片的形状加工出相应的凹槽,在500-600℃下排除胶质,然后再将加热片放在排过胶的生坯上,转移到模具内进行预压,由于生坯是有事先加工过的,所以平面度和平行度可以保证在
±
0.01mm以内,且将加热片放置于有预加工加热片形状的凹槽内,凹槽深度与加热片相同或小于加热片厚度,这样可以保证加热片有一定的支撑,防止加热片放置位置的误差及压制过程加热片跑动。该方法也可以较好的保证与加热片接触的氮化铝材料的纯度,因为如果是直接填粉,预刮平,在刮平的过程中很容易引入其他杂质,特别是碳元素,碳元素极易于与钨钼材料反映,进而改变材料的阻值,影响最终加热盘的电阻均匀性。
93.而这个过程如果应用氮化铝陶瓷板,则会由于氮化铝陶瓷板反复烧结,造成氮化铝材料本身电阻率降低,从而使不同层的加热丝会有漏电流互相干扰,另外会影响电极片,导致电流从电极片漏到设备表面及晶圆表面,从而使加热盘无法应用。
94.实施例5
95.本实施例提供一种化学气相沉积设备,包括如上所述的陶瓷加热盘。
96.以上对本技术实施例进行了详细介绍,本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明仅用于帮助理解本技术的方法及其核心思想。同时,本领域技术人员依据本技术的思想,基于本技术的具体实施方式及应用范围上做出的改变或变形之处,都属于本技术保护的范围。综上所述,本说明书内容不应理解为对本技术的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。