1.本发明涉及钢材,更具体而言,涉及奥氏体系不锈钢钢材、和使用该奥氏体系不锈钢钢材的焊接接头。
背景技术:
2.用于石油精炼厂、石油化工厂等化工厂设备中的钢材需要高温强度。奥氏体系不锈钢钢材被用作这种化工厂设备用钢材。
3.化工厂设备包括多个装置。化工厂设备的各装置例如为常压蒸馏装置、减压蒸馏装置、直接脱硫装置、催化重整装置等。这些装置包括加热炉管、反应塔、槽、热交换器、管道等。这些装置为焊接钢材而形成的焊接结构。
4.各装置工作时的平均温度不同。以下,将工作时的平均温度称为“平均工作温度”。例如,减压蒸馏装置在400~450℃下工作。直接脱硫装置在400~450℃下工作。催化重整装置在420~700℃下工作。因此,用于这些装置的加热炉管、反应塔、槽、热交换器、管道等中的钢材在装置工作时,有时需要在400~700℃左右的平均工作温度下长时间保持。另外,在化工厂设备的装置中,也有一些设备在大于700℃的温度下运行。
5.此外,在新装化工厂设备或修理化工厂设备时,用于化工厂设备内的装置的钢材会在化工厂的拟建设场地或化工厂所在地进行焊接。最近的焊接施工中,为了减少焊接的道数,多采用增大了输入热量的大线能量焊接。
6.另外,已知在奥氏体系不锈钢钢材焊接时,在焊接热影响部(以下,也称为haz(heat affected zone))中,会发生由cr碳化物引起的敏化。发生敏化时,固溶cr在晶界处不足。将这种固溶cr不足的区域称为“cr不足区域”。晶界附近的cr不足区域会导致晶间腐蚀和应力腐蚀开裂。
7.为了抑制奥氏体系不锈钢钢材在haz中的敏化,已经开发了稳定化奥氏体系不锈钢钢材。稳定化奥氏体系不锈钢钢材含有nb或ti。在与c的亲和力方面,nb和ti高于cr。因此,在稳定化奥氏体系不锈钢钢材中,通过nb和ti生成nb碳化物和ti碳化物,抑制cr碳化物的生成。由此,可以抑制晶界附近的cr不足区域的生成。其结果,在稳定化奥氏体系不锈钢钢材中,可以抑制haz的敏化。
8.但是,在稳定化奥氏体系不锈钢钢材中实施大线能量焊接时,可能会发生刀状腐蚀。刀状腐蚀是指下述现象。即,实施大线能量焊接时,在稳定化奥氏体系不锈钢钢材中,焊接金属附近的部分(相当于haz的部分)的温度会上升至熔点附近。具体而言,上述焊接金属附近的部分的温度会上升至1200℃左右。此时,在钢材中固定c的nb碳化物和ti碳化物会熔化。在焊接金属的凝固阶段(冷却阶段),nb和ti会试图再次与c结合。但是,在凝固阶段,上述附近部分的冷却速度快。因此,在凝固阶段,在nb和ti未充分与c结合的情况下,上述附近部分的温度降低至cr碳化物的生成温度范围800~500℃。此时,nb和ti无法与c结合,而是cr与c结合,生成cr碳化物。其结果,在haz中靠近焊接金属边界的部分会产生尖锐的裂纹。将这种现象称为刀状腐蚀。刀状腐蚀是敏化的一种。因此,期望实施大线能量焊接时,也可
以抑制敏化的发生。
9.进一步地,对于在上述化工厂设备中,在平均工作温度为400~700℃的装置中使用的钢材,优选在装置的运行期间也可以抑制敏化。在以往的研究中,针对用于平均工作温度为400~700℃左右的装置的钢材,研究了在550℃的温度范围内保持1000小时,是否会发生敏化。但是,考虑到化工厂的运行周期,在550℃下保持1000小时还是太短。因此,优选在比550℃下保持1000小时长的多的550℃下保持10000小时后,也可以抑制钢材的敏化。
10.专利文献1提出了一种在高温下长时间使用时haz的耐脆化裂纹性优异的奥氏体系不锈钢。专利文献1公开的奥氏体系不锈钢以质量%计含有c:小于0.04%、si:1.5%以下、mn:2%以下、cr:15~25%、ni:6~30%、n:0.02~0.35%、sol.al:0.03%以下,同时还含有nb:0.5%以下、ti:0.4%以下、v:0.4%以下、ta:0.2%以下、hf:0.2%以下和zr:0.2%以下中的1种或2种以上,余量为fe和杂质,杂质中的p、s、sn、as、zn、pb和sb分别为p:0.04%以下、s:0.03%以下、sn:0.1%以下、as:0.01%以下、zn:0.01%以下、pb:0.01%以下和sb:0.01%以下,且下述式(1)和式(2)中所示的f1和f2的值分别满足f1≤0.075和0.05≤f2≤1.7-9
×
f1。
11.f1=s {(p sn)/2} {(as zn pb sb)/5} 式(1)
12.f2=nb ta zr hf 2ti (v/10) 式(2)
13.现有技术文献
14.专利文献
15.专利文献1:国际公开公报第2009/044802号
技术实现要素:
16.发明要解决的问题
17.专利文献1中提出的奥氏体系不锈钢可以提高在高温下长时间使用时的haz的耐脆化裂纹性。但是,专利文献1中未设想大线能量焊接。因此,专利文献1中,未针对在大线能量焊接后在400~700℃的平均工作温度下长时间使用后的抗敏化特性进行研究。
18.本发明的目的在于提供一种奥氏体系不锈钢钢材,其即使在大线能量焊接后在400~700℃的平均工作温度下长时间使用后,也具有优异的抗敏化特性。
19.用于解决问题的方案
20.根据本发明的奥氏体系不锈钢钢材,其化学组成以质量%计为
21.c:0.020%以下、
22.si:1.50%以下、
23.mn:2.00%以下、
24.p:0.045%以下、
25.s:0.0300%以下、
26.cr:15.00~25.00%、
27.ni:9.00~20.00%、
28.n:0.05~0.15%、
29.nb:0.1~0.8%、
30.mo:0.10~4.50%、
31.w:0.01~1.00%、
32.ti:0~0.50%、
33.ta:0~0.50%、
34.v:0~1.00%、
35.zr:0~0.10%、
36.hf:0~0.10%、
37.cu:0~2.00%、
38.co:0~1.00%、
39.sol.al:0~0.030%、
40.b:0~0.0100%、
41.ca:0~0.0200%、
42.mg:0~0.0200%、
43.稀土元素:0~0.100%、
44.sn:0~0.010%、
45.as:0~0.010%、
46.zn:0~0.010%、
47.pb:0~0.010%、
48.sb:0~0.010%、以及
49.余量:fe和杂质,且
50.满足式(1),
51.所述奥氏体系不锈钢钢材通过提取残渣法得到的残渣中的nb含量以质量%计为0.050~0.267%,且所述残渣中的cr含量以质量%计为0.125%以下,
52.21.9mo 5.9w-5.0≥0 (1)
53.其中,式(1)中的各元素符号处代入所述化学组成中的对应元素的含量(质量%)。
54.发明的效果
55.本发明的奥氏体系不锈钢钢材即使在大线能量焊接后在400~700℃的平均工作温度下长时间使用后,也具有优异的抗敏化特性。
附图说明
56.图1是示出本实施方式的焊接接头的一例的俯视图。
57.图2是将图1的焊接接头在焊接金属的宽度方向上切断后的截面图。
58.图3是将图1的焊接接头在焊接金属的延伸方向上切断后的截面图。
59.图4是与图3不同的、将焊接接头在焊接金属的延伸方向上切断后的截面图。
60.图5是示出本实施方式的焊接接头的与焊接金属的延伸方向垂直的方向的截面的图。
61.图6是实施例中制作的大线能量焊接接头模拟试验片的侧视图。
具体实施方式
62.本发明人等针对即使在大线能量焊接后在400~700℃的平均工作温度下长时间
使用后,也具有优异的抗敏化特性奥氏体系不锈钢钢材进行了研究。
63.本发明人等首先针对钢材的化学组成进行了研究。为了提高抗敏化特性,抑制晶界处的cr不足区域的生成是有效的。为了抑制晶界处的cr不足区域的生成,抑制钢材中的cr碳化物的生成是有效的。为了抑制cr碳化物的生成,减少钢材的化学组成中的c含量是有效的。进一步地,为了抑制钢材中的c与cr结合,使钢材含有nb并使钢材中的c与nb结合是有效的。为此,本发明人等为了提高钢材的抗敏化特性,首先对钢材的化学组成进行了研究。其结果,认为若为化学组成为c:0.020%以下、si:1.50%以下、mn:2.00%以下、p:0.045%以下、s:0.0300%以下、cr:15.00~25.00%、ni:9.00~20.00%、n:0.05~0.15%、nb:0.1~0.8%、ti:0~0.50%、ta:0~0.50%、v:0~1.00%、zr:0~0.10%、hf:0~0.10%、cu:0~2.00%、co:0~1.00%、sol.al:0~0.030%、b:0~0.0100%、ca:0~0.0200%、mg:0~0.0200%、稀土元素:0~0.100%、sn:0~0.010%、as:0~0.010%、zn:0~0.010%、pb:0~0.010%、sb:0~0.010%、以及余量:fe和杂质的奥氏体系不锈钢钢材,可以抑制cr碳化物的生成。
64.但是,如上所述,在新装或修理化工厂设备时,有时会对奥氏体系不锈钢钢材实施大线能量焊接。实施大线能量焊接时,由于大线能量焊接时的焊接热,钢材的焊接金属附近的部分(相当于haz的部分)的温度会大于1200℃。因此,即使在大线能量焊接前,钢材中不存在大量的cr碳化物,在大线能量焊接后,钢材中可能也会生成cr碳化物。此时,若运行化工厂设备,并在400~700℃的平均工作温度下长时间保持,奥氏体系不锈钢钢材可能会发生敏化。
65.为此,本发明人等进一步研究了即使在对奥氏体系不锈钢钢材实施大线能量焊接后,在400~700℃的平均工作温度下长时间保持后,也可以抑制敏化的发生的方法。其结果,本发明人得到了下述的见解。
66.在上述奥氏体系不锈钢钢材的化学组成中,含有mo:0.10~4.50%、和w:0.01~1.00%作为必需元素,以替代一部分fe。钢材的制造工序和大线能量焊接时在钢材中生成的cr碳化物是m
23
c6型的碳化物。mo和w取代cr而进入m
23
c6型的cr碳化物的cr位点(m位点),降低cr碳化物的自由能。此外,mo的扩散速度和w的扩散速度比cr的扩散速度慢。因此,mo和/或w取代cr而进入m位点的cr碳化物的成长速度显著变慢。根据上述机理,本发明人等认为通过含有mo和w,可以抑制钢材制造时和大线能量焊接时cr碳化物的生成和生长。
67.但是,本发明人等通过研究发现,即使钢材中含有上述含量的mo和w,在大线能量焊接后在400~700℃的平均工作温度下长时间保持时,存在无法充分抑制敏化的情况。为此,本发明人等进一步进行了研究。其结果,发现若钢材中的mo含量(质量%)和w含量(质量%)满足式(1),则即使在大线能量焊接后在400~700℃的平均工作温度下长时间保持,也可以提高抗敏化特性。
68.21.9mo 5.9w-5.0≥0
ꢀꢀꢀ
(1)
69.其中,式(1)中的各元素符号处代入化学组成中的对应元素的含量(质量%)。
70.本发明人等进一步针对化学组成中的各元素含量在上述范围内,且满足式(1)的奥氏体系不锈钢钢材,即使在大线能量焊接后在400~700℃的平均工作温度下长时间保持,也可以进一步提高抗敏化特性的方法。
71.此处,本发明人等关注了钢材中的析出物。增加具有上述化学组成的奥氏体系不
锈钢钢材的析出物中的crnb氮化物所占的比例。即,增加析出物中的crnb氮化物的比例。crnb氮化物是含有cr和n的微细的析出物(氮化物)。crnb氮化物会增加钢材的晶界面积。晶界面积若增加,则即使在大线能量焊接后,在400~700℃的平均工作温度下长时间保持,也可以提高抗敏化特性。
72.crnb氮化物非常细。因此,通过扫描型电子显微镜等定量测定crnb氮化物的个数密度在现阶段属于非常困难的一种测量技术。但是,若对钢材实施提取残渣法,对通过提取残渣法得到的残渣的化学组成进行定量分析,则可以预测钢材中的析出物。根据本发明人等的研究结果,发现若对化学组成中的各元素含量在上述范围内,且满足式(1)的奥氏体系不锈钢钢材实施提取残渣法而得到的残渣中的nb含量以质量%计为0.050~0.267%,且残渣中的cr含量以质量%计为0.125%以下,则可以充分提高钢材的析出物中的crnb氮化物所占的比例。其结果,即使在大线能量焊接后,在400~700℃的平均工作温度下长时间保持,也可得到优异的抗敏化特性。
73.基于上述见解而完成的本实施方式的奥氏体系不锈钢钢材具有下述特征。
74.[1]一种奥氏体系不锈钢钢材,其化学组成以质量%计为
[0075]
c:0.020%以下、
[0076]
si:1.50%以下、
[0077]
mn:2.00%以下、
[0078]
p:0.045%以下、
[0079]
s:0.0300%以下、
[0080]
cr:15.00~25.00%、
[0081]
ni:9.00~20.00%、
[0082]
n:0.05~0.15%、
[0083]
nb:0.1~0.8%、
[0084]
mo:0.10~4.50%、
[0085]
w:0.01~1.00%、
[0086]
ti:0~0.50%、
[0087]
ta:0~0.50%、
[0088]
v:0~1.00%、
[0089]
zr:0~0.10%、
[0090]
hf:0~0.10%、
[0091]
cu:0~2.00%、
[0092]
co:0~1.00%、
[0093]
sol.al:0~0.030%、
[0094]
b:0~0.0100%、
[0095]
ca:0~0.0200%、
[0096]
mg:0~0.0200%、
[0097]
稀土元素:0~0.100%、
[0098]
sn:0~0.010%、
[0099]
as:0~0.010%、
[0100]
zn:0~0.010%、
[0101]
pb:0~0.010%、
[0102]
sb:0~0.010%、以及
[0103]
余量:fe和杂质,且
[0104]
满足式(1),
[0105]
所述奥氏体系不锈钢钢材通过提取残渣法得到的残渣中的nb含量以质量%计为0.050~0.267%,且所述残渣中的cr含量以质量%计为0.125%以下,
[0106]
21.9mo 5.9w-5.0≥0
ꢀꢀꢀ
(1)
[0107]
其中,式(1)中的各元素符号处代入所述化学组成中的对应元素的含量(质量%)。
[0108]
此处,“残渣中的nb含量”是指残渣中的nb含量相对于奥氏体系不锈钢钢材的质量(通过提取残渣法正式电解得到的奥氏体系不锈钢钢材的质量)的质量比(质量%)。“残渣中的cr含量”是指残渣中的cr含量相对于奥氏体系不锈钢钢材的质量(通过提取残渣法正式电解得到的奥氏体系不锈钢钢材的质量)的质量比(质量%)。
[0109]
上述本实施方式的奥氏体系不锈钢钢材即使在大线能量焊接后在400~700℃的平均工作温度下长时间使用后,也具有优异的抗敏化特性。
[0110]
[2]根据[1]所述的奥氏体系不锈钢钢材,其中,所述化学组成含有
[0111]
mo:2.50~4.50%、和
[0112]
co:0.01~1.00%,
[0113]
且还满足式(2)和式(3),
[0114]
所述奥氏体系不锈钢钢材通过所述提取残渣法得到的所述残渣中的nb含量以质量%计为0.065~0.245%,且所述残渣中的cr含量以质量%计为0.104%以下,
[0115]
2≤73w 5co≤60
ꢀꢀꢀ
(2)
[0116]
0.20≤nb 0.1w≤0.58
ꢀꢀꢀ
(3)。
[0117]
上述[2]所述的奥氏体系不锈钢钢材进一步具有优异的耐连多硫酸scc性、优异的耐液化裂纹性和优异的耐环烷酸腐蚀性。
[0118]
[3]根据[1]或[2]所述的奥氏体系不锈钢钢材,其中,
[0119]
所述化学组成含有属于下述第1组~第5组中的任意组的至少1种元素或2种以上元素,
[0120]
第1组:
[0121]
ti:0.01~0.50%、
[0122]
ta:0.01~0.50%、
[0123]
v:0.01~1.00%、
[0124]
zr:0.01~0.10%、和
[0125]
hf:0.01~0.10%;
[0126]
第2组:
[0127]
cu:0.01~2.00%、和
[0128]
co:0.01~1.00%;
[0129]
第3组:
[0130]
sol.al:0.001~0.030%;
[0131]
第4组:
[0132]
b:0.0001~0.0100%;
[0133]
第5组:
[0134]
ca:0.0001~0.0200%、
[0135]
mg:0.0001~0.0200%、和
[0136]
稀土元素:0.001~0.100%。
[0137]
[4]一种焊接接头,其具备:
[0138]
一对奥氏体系不锈钢钢材,其为[2]或[3]所述的奥氏体系不锈钢钢材;和
[0139]
焊接金属,其配置在所述一对奥氏体系不锈钢钢材之间,
[0140]
在与所述焊接金属的延伸方向垂直的所述奥氏体系不锈钢钢材的截面中,将在焊接热影响部内且在所述焊接金属的宽度方向距熔合线的距离为200μm的范围当中的平均晶粒直径定义为平均晶粒直径r1、将除所述焊接热影响部以外的部分的平均晶粒直径定义为平均晶粒直径r2时,
[0141]
所述平均晶粒直径r1和所述平均晶粒直径r2满足式(4),
[0142]
r1/r2≤4.8
ꢀꢀꢀ
(4)。
[0143]
以下,对本实施方式的奥氏体系不锈钢钢材和焊接接头进行详细说明。关于涉及元素的“%”,只要无特殊说明,均表示质量%。
[0144]
[关于化学组成]
[0145]
本实施方式的奥氏体系不锈钢钢材的化学组成含有下述的元素。
[0146]
c:0.020%以下
[0147]
碳(c)是不可避免地含有的元素。即,c含量大于0%。c在晶界处生成m
23
c6型的cr碳化物。c含量若大于0.020%,则即使其他元素的含量在本实施方式的范围内,也会过多地生成cr碳化物,导致钢材的抗敏化特性显著降低。因此,c含量为0.020%以下。c含量优选的上限为0.018%,进一步优选为0.016%,进一步优选为0.014%,进一步优选为0.012%。c含量优选尽可能低。但是,过度降低c含量会增加制造成本。因此,在工业生产中,c含量优选的下限为0.001%,进一步优选为0.002%。
[0148]
si:1.50%以下
[0149]
硅(si)是不可避免地含有的元素。即,si含量大于0%。si在制钢工序中使钢脱氧。即使少量含有si,也能在一定程度上获得上述效果。但是,si含量若大于1.50%,则即使其他元素的含量在本实施方式的范围内,也会显著提高焊接裂纹敏感性。进一步地,由于si是铁素体稳定化元素,因此,奥氏体的稳定性会降低。此时,在400~700℃的平均工作温度下长时间使用时,钢材中会生成σ相。σ相降低在400~700℃的平均工作温度下使用时的钢材的韧性和延展性。因此,si含量为1.50%以下。si含量优选的下限为0.01%,进一步优选为0.05%,进一步优选为0.10%,进一步优选为0.15%,进一步优选为0.20%。si含量优选的上限为1.40%,进一步优选为1.20%,进一步优选为1.00%,进一步优选为0.80%,进一步优选为0.70%,进一步优选为0.60%,进一步优选为0.50%。
[0150]
mn:2.00%以下
[0151]
锰(mn)是不可避免地含有的元素。即,mn含量大于0%。mn与钢材中的s结合形成mns,提高钢材的热加工性。在焊接时,mn进一步使钢材的焊接部脱氧。即使少量含有mn,也
能在一定程度上获得上述效果。但是,mn含量若大于2.00%,则即使其他元素的含量在本实施方式的范围内,在400~700℃的平均工作温度下的使用时,钢材中也会容易生成σ相。σ相降低在400~700℃的平均工作温度下使用时的钢材的韧性和延展性。因此,mn含量为2.00%以下。mn含量优选的下限为0.01%,进一步优选为0.10%,进一步优选为0.50%,进一步优选为1.00%,进一步优选为1.20%,进一步优选为1.30%。mn含量优选的上限为1.80%,进一步优选为1.60%,进一步优选为1.55%。
[0152]
p:0.045%以下
[0153]
磷(p)是不可避免地含有的杂质。即,p含量大于0%。在大线能量焊接时,p在钢材的晶界处偏析。其结果,会降低钢材的抗敏化特性。进一步地,在焊接时,p会提高钢材的焊接裂纹敏感性。p含量若大于0.045%,则即使其他元素的含量在本实施方式的范围内,也会降低钢材的抗敏化特性,提高焊接裂纹敏感性。因此,p含量为0.045%以下。p含量优选的上限为0.040%,进一步优选为0.035%,进一步优选为0.030%。p含量优选尽可能低。但是,过度降低p含量,会增加钢材的制造成本。因此,若考虑普通的工业生产,则p含量优选的下限为0.001%,进一步优选为0.002%。
[0154]
s:0.0300%以下
[0155]
硫(s)是不可避免地含有的杂质。即,s含量大于0%。在高温环境下使用钢材时,s会在晶界处偏析。其结果,会降低钢材的抗敏化特性。进一步地,在焊接时,s会提高钢材的焊接裂纹敏感性。s含量若大于0.0300%,则即使其他元素的含量在本实施方式的范围内,也会降低钢材的抗敏化特性,提高焊接裂纹敏感性。因此,s含量为0.0300%以下。s含量优选的上限为0.0200%,进一步优选为0.0150%,进一步优选为0.0100%,进一步优选为0.0060%,进一步优选为0.0050%,进一步优选为0.0040%,进一步优选为0.0030%。s含量优选尽可能低。但是,过度降低s含量,会增加钢材的制造成本。因此,若考虑普通的工业生产,则s含量优选的下限为0.0001%,进一步优选为0.0002%。
[0156]
cr:15.00~25.00%
[0157]
在400~700℃的平均工作温度下使用钢材时,铬(cr)会提高钢材的耐氧化性和耐腐蚀性。cr含量若小于15.00%,则即使其他元素的含量在本实施方式的范围内,也无法充分得到上述效果。另一方面,cr含量若大于25.00%,则即使其他元素的含量在本实施方式的范围内,在400~700℃的平均工作温度下的钢材中的奥氏体的稳定性也会降低。此时,钢材的蠕变强度会降低。因此,cr含量为15.00~25.00%。cr含量优选的下限为15.50%,进一步优选为16.00%,进一步优选为16.20%,进一步优选为16.40%。cr含量优选的上限为24.00%,进一步优选为23.00%,进一步优选为22.00%,进一步优选为21.00%,进一步优选为20.00%,进一步优选为19.00%。
[0158]
ni:9.00~20.00%
[0159]
镍(ni)使奥氏体稳定,提高在400~700℃的平均工作温度下的钢材的蠕变强度。ni含量若小于9.00%,则即使其他元素的含量在本实施方式的范围内,也无法充分得到上述效果。另一方面,ni含量若大于20.00%,则上述效果饱和,且制造成本增加。因此,ni含量为9.00~20.00%。ni含量优选的下限为9.50%,进一步优选为9.80%,进一步优选为10.00%。ni含量优选的上限为18.00%,进一步优选为16.00%,进一步优选为15.00%,进一步优选为14.50%,进一步优选为14.00%,进一步优选为13.50%。
[0160]
n:0.05~0.15%
[0161]
氮(n)固溶于基体(母相)中以稳定奥氏体。n进一步地在钢材中生成crnb氮化物。crnb氮化物增加晶界的总面积。因此,即使在400~700℃的平均工作温度下长时间工作,也可以抑制cr碳化物的生成。其结果,可以提高钢材的抗敏化特性。n含量若小于0.05%,则无法充分得到上述效果。另一方面,n含量若大于0.15%,则晶界处会生成cr氮化物(cr2n)。此时,钢材中的固溶cr量降低,其结果,会降低钢材的抗敏化特性。因此,n含量为0.05~0.15%。n含量优选的下限为0.06%,进一步优选为0.07%。n含量优选的上限为0.14%,进一步优选为0.12%,进一步优选为0.10%,进一步优选为0.09%。
[0162]
nb:0.1~0.8%
[0163]
铌(nb)与n一起在奥氏体晶粒中生成crnb氮化物,增加晶界的总面。因此,即使在400~700℃的平均工作温度下长时间工作,也可以抑制cr碳化物的生成。其结果,会提高钢材的抗敏化特性。nb进一步地与c结合生成mx型的nb碳化物。通过生成nb碳化物并固定c,可以降低钢材中的固溶c量。由此,在400~700℃的平均工作温度下的钢材的使用过程中,可以抑制晶界处的cr碳化物的生成,提高钢材的抗敏化特性。nb碳化物进一步地通过析出强化,提高在400~700℃的平均工作温度下的钢材的蠕变强度。nb含量若小于0.1%,则即使其他元素的含量在本实施方式的范围内,也无法充分得到上述效果。另一方面,nb含量若大于0.8%,则即使其他元素的含量在本实施方式的范围内,也会过多地生成crnb氮化物和nb碳化物。此时,晶粒中的强度变得过高,晶粒内部与晶界之间的强度差变大。因此,容易在晶粒界面处产生应力集中,产生焊接裂纹和脆化裂纹。因此,nb含量为0.1~0.8%。nb含量优选的下限为0.2%,进一步优选为0.3%。nb含量优选的上限为0.7%,进一步优选为0.6%,进一步优选为0.5%,进一步优选为0.4%。
[0164]
mo:0.10~4.50%
[0165]
钼(mo)在400~700℃的平均工作温度下的钢材的使用过程中,抑制晶界处m
23
c6型的cr碳化物的生成和生长。mo进一步地作为固溶强化元素,提高在400~700℃的平均工作温度下的钢材的蠕变强度。mo含量若小于0.10%,则即使其他元素的含量在本实施方式的范围内,也无法充分得到上述效果。另一方面,mo含量若大于4.50%,则即使其他元素的含量在本实施方式的范围内,也会在晶粒中促进laves相等金属间化合物的生成。此时,晶粒中的强度变得过高,晶粒内部与晶界之间的强度差变大。因此,容易在晶粒界面处产生应力集中,产生焊接裂纹和脆化裂纹。因此,mo含量为0.10~4.50%。
[0166]
需要说明的是,在钢材的化学组成中,mo以外的其他元素的含量在本实施方式的范围内时,若mo含量为2.50%以上,则进一步地,在400~700℃的平均工作温度下使用的钢材中,可以提高耐连多硫酸scc性和耐环烷酸腐蚀性。因此,在400~700℃的平均工作温度下使用的钢材中需要充分的耐连多硫酸scc性和充分的耐环烷酸腐蚀性时,mo含量为2.50~4.50%。
[0167]
在不特别要求耐连多硫酸scc性和耐环烷酸腐蚀性的用途中使用奥氏体系不锈钢钢材时,mo含量优选的下限为0.15%,进一步优选为0.20%,进一步优选为0.25%,进一步优选为0.27%,进一步优选为0.30%。
[0168]
在不特别要求耐连多硫酸scc性和耐环烷酸腐蚀性的用途中使用奥氏体系不锈钢钢材时,mo含量优选的上限为小于2.50%,进一步优选为2.45%,进一步优选为2.20%,进
一步优选为2.00%,进一步优选为1.70%,进一步优选为1.50%,进一步优选为1.30%,进一步优选为1.00%,进一步优选为0.90%,进一步优选为0.80%,进一步优选为0.70%,进一步优选为0.60%,进一步优选为0.50%。
[0169]
在要求耐连多硫酸scc性和耐环烷酸腐蚀性的用途中使用奥氏体系不锈钢钢材时,mo含量优选的下限为如上所述的2.50%,进一步优选为2.70%,进一步优选为2.90%,进一步优选为3.00%,进一步优选为3.05%,进一步优选为3.10%。在要求耐连多硫酸scc性和耐环烷酸腐蚀性的用途中使用奥氏体系不锈钢钢材时,mo含量优选的上限为4.30%,进一步优选为4.20%,进一步优选为4.15%,进一步优选为4.05%,进一步优选为3.95%。
[0170]
w:0.01~1.00%
[0171]
钨(w)与mo同样地在400~700℃的平均工作温度下的钢材的使用过程中,抑制晶界处的m
23
c6型的cr碳化物的生成和生长。w进一步地作为固溶强化元素,提高在400~700℃的平均工作温度下的钢材的蠕变强度。w含量若小于0.01%,则即使其他元素的含量在本实施方式的范围内,也无法充分得到上述效果。另一方面,w含量若大于1.00%,则即使其他元素的含量在本实施方式的范围内,也会在晶粒中促进laves相等金属间化合物的生成。此时,晶粒中的强度变得过高,晶粒内部与晶界之间的强度差变大。因此,容易在晶粒界面处产生应力集中,产生焊接裂纹和脆化裂纹。因此,w含量为0.01~1.00%。w含量优选的下限为0.02%,进一步优选为0.04%,进一步优选为0.06%,进一步优选为0.08%,进一步优选为0.10%。w含量优选的上限为0.80%,进一步优选为0.60%,进一步优选为0.40%,进一步优选为0.35%,进一步优选为0.30%。
[0172]
根据本实施方式的奥氏体系不锈钢钢材的化学组成的余量由fe和杂质组成。此处,杂质是指工业上制造铁奥氏体系不锈钢钢材时,从作为原料的矿石、废料或制造环境等中混入的、在不对本实施方式的奥氏体系不锈钢钢材产生不良影响的范围内允许的物质。
[0173]
杂质中,sn、as、zn、pb和sb的含量分别为如下:
[0174]
sn:0~0.010%
[0175]
as:0~0.010%
[0176]
zn:0~0.010%
[0177]
pb:0~0.010%
[0178]
sb:0~0.010%。
[0179]
锡(sn)、砷(as)、锌(zn)、铅(pb)和锑(sb)均为杂质。sn含量可以为0%。同样地,as含量可以为0%。zn含量可以为0%。pb含量可以为0%。sb含量可以为0%。含有这些元素时,这些元素均在晶界处偏析降低晶界的熔点或降低晶界的结合力。sn含量大于0.010%时,即使其他元素的含量在本实施方式的范围内,钢材的热加工性和焊接性也会降低。同样地,as含量大于0.010%时,即使其他元素的含量在本实施方式的范围内,钢材的热加工性和焊接性也会降低。zn含量大于0.010%时,即使其他元素的含量在本实施方式的范围内,钢材的热加工性和焊接性也会降低。pb含量大于0.010%时,即使其他元素的含量在本实施方式的范围内,钢材的热加工性和焊接性也会降低。sb含量大于0.010%时,即使其他元素的含量在本实施方式的范围内,钢材的热加工性和焊接性也会降低。因此,sn含量为0~0.010%。as含量为0~0.010%。zn含量为0~0.010%。pb含量为0~0.010%。sb含量为0~0.010%。sn含量的下限可以大于0%,也可以为0.001%。as含量的下限可以大于0%,也可以为
0.001%。zn含量的下限可以大于0%,也可以为0.001%。pb含量的下限可以大于0%,也可以为0.001%。sb含量的下限可以大于0%,也可以为0.001%。
[0180]
[关于任选元素]
[0181]
[第1组任选元素]
[0182]
根据本实施方式的奥氏体系不锈钢钢材的化学组成,可以进一步含有选自由ti、ta、v、zr和hf组成的组中的1种元素或2种以上元素,以替代一部分fe。这些元素均与c结合生成碳化物。因此,可以降低固溶c,提高钢材的抗敏化特性。
[0183]
ti:0~0.50%
[0184]
钛(ti)是任选元素,也可以不含有。即,ti含量可以为0%。含有这些元素时,ti会与钢材中的c结合生成碳化物。由此,可以抑制cr碳化物的生成,提高钢材的抗敏化特性。即使少量含有ti,也能在一定程度上获得上述效果。但是,ti含量若大于0.50%,则即使其他元素的含量在本实施方式的范围内,碳化物也会过度在晶粒中析出。此时,晶粒中的强度变得过高,晶粒内部与晶界之间的强度差变大。因此,容易在晶粒界面处产生应力集中,产生焊接裂纹和脆化裂纹。因此,ti含量为0~0.50%。ti含量优选的下限为大于0%,进一步优选为0.01%,进一步优选为0.02%。ti含量优选的上限为0.45%,进一步优选为0.40%,进一步优选为0.35%,进一步优选为0.30%。
[0185]
ta:0~0.50%
[0186]
钽(ta)是任选元素,也可以不含有。即,ta含量可以为0%。含有这些元素时,ta会与c结合生成碳化物。由此,可以抑制cr碳化物的生成,提高钢材的抗敏化特性。即使少量含有ta,也能在一定程度上获得上述效果。但是,ta含量若大于0.50%,则即使其他元素的含量在本实施方式的范围内,碳化物也会过度在晶粒中析出。此时,晶粒中的强度变得过高,晶粒内部与晶界之间的强度差变大。因此,容易在晶粒界面处产生应力集中,产生焊接裂纹和脆化裂纹。因此,ta含量为0~0.50%。ta含量优选的下限为大于0%,进一步优选为0.01%,进一步优选为0.02%。ta含量优选的上限为0.45%,进一步优选为0.40%,进一步优选为0.35%,进一步优选为0.30%。
[0187]
v:0~1.00%
[0188]
钒(v)是任选元素,也可以不含有。即,v含量可以为0%。含有这些元素时,v会与c结合生成碳化物。由此,可以抑制cr碳化物的生成,提高钢材的抗敏化特性。即使少量含有v,也能在一定程度上获得上述效果。但是,v含量若大于1.00%,则即使其他元素的含量在本实施方式的范围内,碳化物也会过度在晶粒中析出。此时,晶粒中的强度变得过高,晶粒内部与晶界之间的强度差变大。因此,容易在晶粒界面处产生应力集中,产生焊接裂纹和脆化裂纹。因此,v含量为0~1.00%。v含量优选的下限为大于0%,进一步优选为0.01%,进一步优选为0.02%,进一步优选为0.04%,进一步优选为0.06%。v含量优选的上限为0.80%,进一步优选为0.70%,进一步优选为0.50%,进一步优选为0.40%,进一步优选为0.35%,进一步优选为0.30%。
[0189]
zr:0~0.10%
[0190]
锆(zr)是任选元素,也可以不含有。即,zr含量可以为0%。含有这些元素时,zr会与c结合生成碳化物。由此,可以抑制cr碳化物的生成,提高钢材的抗敏化特性。即使少量含有zr,也能在一定程度上获得上述效果。但是,zr含量若大于0.10%,则即使其他元素的含
量在本实施方式的范围内,碳化物也会过度在晶粒中析出。此时,晶粒中的强度变得过高,晶粒内部与晶界之间的强度差变大。因此,容易在晶粒界面处产生应力集中,产生焊接裂纹和脆化裂纹。因此,zr含量为0~0.10%。zr含量优选的下限为大于0%,进一步优选为0.01%,进一步优选为0.02%。zr含量优选的上限为0.09%,进一步优选为0.08%,进一步优选为0.07%,进一步优选为0.06%。
[0191]
hf:0~0.10%
[0192]
铪(hf)是任选元素,也可以不含有。即,hf含量可以为0%。含有这些元素时,hf会与c结合生成碳化物。由此,可以抑制cr碳化物的生成,提高钢材的抗敏化特性。即使少量含有hf,也能在一定程度上获得上述效果。但是,hf含量若大于0.10%,则即使其他元素的含量在本实施方式的范围内,碳化物也会过度在晶粒中析出。此时,晶粒中的强度变得过高,晶粒内部与晶界之间的强度差变大。因此,容易在晶粒界面处产生应力集中,产生焊接裂纹和脆化裂纹。因此,hf含量为0~0.10%。hf含量优选的下限为大于0%,进一步优选为0.01%,进一步优选为0.02%。hf含量优选的上限为0.09%,进一步优选为0.08%,进一步优选为0.07%,进一步优选为0.06。
[0193]
[第2组任选元素]
[0194]
根据本实施方式的奥氏体系不锈钢钢材的化学组成可以进一步含有选自由cu和co组成的组中的1种以上元素,以替代一部分fe。这些元素均可以提高在400~700℃的平均工作温度下的钢材的蠕变强度。
[0195]
cu:0~2.00%
[0196]
铜(cu)是任选元素,也可以不含有。即,cu可以为0%。含有这些元素时,在400~700℃的平均工作温度下的钢材的使用过程中,cu会在晶粒内作为cu相析出,通过析出强化提高钢材的蠕变强度。即使少量含有cu,也能在一定程度上获得上述效果。但是,cu含量若大于2.00%,则即使其他元素的含量在本实施方式的范围内,cu相也会过度析出。此时,会提高焊接后的haz处的脆化裂纹感受性。因此,cu含量为0~2.00%。cu含量优选的下限为大于0%,进一步优选为0.01%,进一步优选为0.03%,进一步优选为0.05%,进一步优选为0.10%。cu含量优选的上限为1.50%,进一步优选为1.00%,进一步优选为0.80%,进一步优选为0.60%。
[0197]
co:0~1.00%
[0198]
钴(co)是任选元素,也可以不含有。即,co含量可以为0%。含有该元素时,co使奥氏体稳定,提高在400~700℃的平均工作温度下的钢材的蠕变强度。进一步地,co与w同样地提高钢材的耐连多硫酸scc性。即使少量含有co,也能在一定程度上获得上述效果。但是,co含量若大于1.00%,则即使其他元素的含量在本实施方式的范围内,原料成本也会增加。因此,co含量为0~1.00%。co含量优选的下限为大于0%,进一步优选为0.01%,进一步优选为0.05%,进一步优选为0.10%,进一步优选为0.20%。co含量优选的上限为0.90%,进一步优选为0.80%,进一步优选为0.70%,进一步优选为0.60%。
[0199]
[第3组任选元素]
[0200]
根据本实施方式的奥氏体系不锈钢钢材的化学组成可以进一步含有al,以替代一部分fe。al在制钢工序中使钢脱氧。
[0201]
sol.al:0~0.030%
[0202]
铝(al)是任选元素,也可以不含有。即,al含量可以为0%。含有该元素时,al在制钢工序中使钢脱氧。即使少量含有al,也能在一定程度上获得上述效果。但是,sol.al含量若大于0.030%,则即使其他元素的含量在本实施方式的范围内,也会降低钢材的加工性和延展性。因此,sol.al含量为0~0.030%。sol.al含量优选的下限为大于0%,进一步优选为0.001%,进一步优选为0.005%,进一步优选为0.010%。sol.al含量优选的上限为0.029%,进一步优选为0.028%,进一步优选为0.025%。在本实施方式中,sol.al含量表示酸溶铝(sol.al)的含量。
[0203]
[第4组任选元素]
[0204]
根据本实施方式的奥氏体系不锈钢钢材的化学组成可以进一步含有b,以替代一部分fe。b在晶界处偏析并强化晶界。
[0205]
b:0~0.0100%
[0206]
硼(b)是任选元素,也可以不含有。即,b含量可以为0%。含有该元素时,在400~700℃的平均工作温度下的钢材的使用过程中,b在晶界处偏析,提高晶界强度。即使少量含有b,也能在一定程度上获得上述效果。但是,b含量若大于0.0100%,则即使其他元素的含量在本实施方式的范围内,也会促进晶界处的cr碳化物的生成。因此,会降低钢材的抗敏化特性。b含量若大于0.0100%,则进一步地,会降低晶界的熔点,焊接时,在haz的晶界处会产生液化裂纹。因此,b含量为0~0.0100%。b含量优选的下限为大于0%,进一步优选为0.0001%,进一步优选为0.0005%,进一步优选为0.0010%。b含量优选的上限为0.0050%,进一步优选为0.0040%,进一步优选为0.0030%,进一步优选为0.0020%。
[0207]
[第5组任选元素]
[0208]
根据本实施方式的奥氏体系不锈钢钢材的化学组成可以进一步含有,选自由ca、mg和稀土元素(rem)组成的组中的1种元素或2种以上元素,以替代一部分fe。这些元素均可以提高钢材的热加工性。
[0209]
ca:0~0.0200%
[0210]
钙(ca)是任选元素,也可以不含有。即,ca含量可以为0%。含有该元素时,ca将o(氧)和s(硫)作为夹杂物固定,提高钢材的热加工性。ca进一步地固定s,抑制s的晶界偏析。由此,可以减少焊接时的haz的脆化裂纹。即使少量含有ca,也能在一定程度上获得上述效果。但是,ca含量若大于0.0200%,则钢材的清洁性降低,钢材的热加工性反而会降低。因此,ca含量为0~0.0200%。ca含量优选的下限为大于0%,进一步优选为0.0001%,进一步优选为0.0002%,进一步优选为0.0005%。ca含量优选的上限为0.0150%,进一步优选为0.0100%,进一步优选为0.0080%,进一步优选为0.0050%,进一步优选为0.0040%。
[0211]
mg:0~0.0200%
[0212]
镁(mg)是任选元素,也可以不含有。即,mg含量可以为0%。含有该元素时,mg将o(氧)和s(硫)作为夹杂物固定,提高钢材的热加工性。mg进一步地固定s,抑制s的晶界偏析。由此,可以减少焊接时的haz的脆化裂纹。即使少量含有mg,也能在一定程度上获得上述效果。但是,mg含量若大于0.0200%,则钢材的清洁性降低,钢材的热加工性反而会降低。因此,mg含量为0~0.0200%。mg含量优选的下限为大于0%,进一步优选为0.0001%,进一步优选为0.0002%,进一步优选为0.0005%。mg含量优选的上限为0.0150%,进一步优选为0.0100%,进一步优选为0.0080%,进一步优选为0.0050%,进一步优选为0.0040%。
[0213]
稀土元素:0~0.100%
[0214]
稀土元素(rem)是任选元素,也可以不含有。即,rem含量可以为0%。含有该元素时,rem将o(氧)和s(硫)作为夹杂物固定,提高母材的热加工性和蠕变延展性。但是,rem含量过高时,母材的热加工性和蠕变延展性会降低。因此,rem含量为0~0.100%。rem含量优选的下限为大于0%,进一步优选为0.001%,进一步优选为0.002%。rem含量优选的上限为0.080%,进一步优选为0.060%。
[0215]
本说明书中的rem含有sc、y和镧系(原子序数57号的la~71号的lu)中的至少1种元素或2种以上元素,rem含量为这些元素的总含量。
[0216]
[关于式(1)]
[0217]
本实施方式的奥氏体系不锈钢钢材的化学组成进一步满足式(1)。
[0218]
21.9mo 5.9w-5.0≥0 (1)
[0219]
其中,式(1)中的各元素符号处代入化学组成中的对应元素的含量(质量%)。
[0220]
定义为f1=21.9mo 5.9w-5.0。f1是钢材中的m
23
c6型的cr碳化物的生成量的指标。mo和w均取代cr碳化物的m位点的cr,降低cr碳化物的自由能。因此,mo和w会cr碳化物的生成。进一步地,mo和w的扩散速度比cr的扩散速度慢。因此,m位点的cr被mo或w取代的cr碳化物的成长速度会变慢。
[0221]
f1若为0以上,则充分含有能够抑制cr碳化物的生成的量的mo和w。因此,在焊接时、和在400~700℃的平均工作温度下使用钢材时,可以充分抑制cr碳化物的生成和生长。其结果,对钢材实施大线能量焊接后,即使使钢材在上述平均工作温度下长时间工作,也可得到优异的抗敏化特性。f1优选的下限为0.1,进一步优选为0.2,进一步优选为0.5,进一步优选为1.0,进一步优选为1.5,进一步优选为2.0。f1的上限没有特别限定,但若考虑到化学组成中的mo的最大含量和w的最大含量,则为99.45。f1是对得到的数值的小数点后第二位四舍五入而得到的值(即,f1是小数点后第一位)。
[0222]
[奥氏体系不锈钢钢材的化学组成分析方法]
[0223]
本实施方式的奥氏体系不锈钢钢材的化学组成可以通过公知的成分分析法求出。具体而言,奥氏体系不锈钢钢材为钢管时,使用钻头在壁厚中央位置进行穿孔加工以生成切屑,收集该切屑。奥氏体系不锈钢钢材为钢板时,使用钻头在板宽中央位置且板厚中央位置进行穿孔加工以生成切屑,收集该切屑。奥氏体系不锈钢钢材为棒钢时,使用钻头在r/2位置进行穿孔加工以生成切屑,收集该切屑。此处,r/2位置是指与棒钢的长度方向垂直的截面中的半径r的中央位置。
[0224]
将收集的切屑溶解在酸中得到溶液。对溶液实施icp-oes(inductively coupled plasma optical emission spectrometry),进行化学组成的元素分析。通过公知的高频燃烧法求出c含量和s含量。具体而言,将上述溶液在氧气流中高频加热燃烧,检测产生的二氧化碳、二氧化硫,求出c含量和s含量。通过上述分析法,可以求出奥氏体系不锈钢钢材的化学组成。
[0225]
[关于奥氏体系不锈钢钢材中的析出物(残渣)]
[0226]
在本实施方式的奥氏体系不锈钢钢材中,进一步地,通过提取残渣法得到的残渣中的nb含量以质量%计为0.050~0.267%,且残渣中的cr含量以质量%计为0.125%以下。
[0227]
此处,“残渣中的nb含量”是指残渣中的nb含量相对于奥氏体系不锈钢钢材的质量
(通过提取残渣法电解得到的本奥氏体系不锈钢钢材的质量)的质量比(质量%)。“残渣中的cr含量”是指残渣中的cr含量相对于奥氏体系不锈钢钢材的质量(通过提取残渣法电解得到的本奥氏体系不锈钢钢材的质量)的质量比率(质量%)。
[0228]
通过提取残渣法萃取的残渣中的nb含量以质量%计为0.050~0.267%,且残渣中的cr含量以质量%计为0.125%以下时,奥氏体系不锈钢钢材中的析出物中的crnb氮化物所占的比例变多。即,表示通过提取残渣法萃取的残渣中的nb含量以质量%计为0.050~0.267%,且所述残渣中的cr含量以质量%计为0.125%以下时,crnb氮化物以外的析出物(cr碳化物、cr2n、其他的碳化物、氮化物和碳氮化物等)的量相对于crnb氮化物的量足够少。
[0229]
残渣中的nb含量小于0.050%时,意味着钢材中crnb氮化物未充分析出。此时,将大线能量焊接后的钢材在400~700℃的平均工作温度下长时间保持时,无法得到充分的抗敏化特性。
[0230]
另一方面,残渣中的nb含量大于0.267%、和/或残渣中的cr含量大于0.125%时,意味着在400~700℃的平均工作温度下使用前的钢材,在晶界处已经生成了大量的或粗大的crnb氮化物或其他析出物。因此,将大线能量焊接后的钢材在400~700℃的平均工作温度下长时间保持时,cr不足区域会过度产生,其结果,无法得到充分的抗敏化特性。
[0231]
通过提取残渣法萃取的残渣中,nb含量优选的下限为0.052%,进一步优选为0.054%,进一步优选为0.055%。残渣中的nb含量优选的上限为0.265%,进一步优选为0.263%,进一步优选为0.260%,进一步优选为0.250%,进一步优选为0.240%。
[0232]
通过提取残渣法得到的残渣中的cr含量优选的上限为0.120%,进一步优选为0.110%,进一步优选为0.100%,进一步优选为0.090%,进一步优选为0.080%。cr含量的下限没有特别限定。cr含量优选的下限为0.001%,进一步优选为0.003%,进一步优选为0.005%。
[0233]
[残渣中的化学组成的测定方法]
[0234]
残渣中的nb含量和cr含量可以通过下述方法测定。从奥氏体系不锈钢钢材切取试验片。垂直于试验片的长度方向的截面可以为圆形,也可以为矩形。奥氏体系不锈钢钢材为钢管时,以垂直于试验片的长度方向的截面的中心为钢管的壁厚中央位置,试验片的长度方向为钢管的长度方向的方式,切取试验片。奥氏体系不锈钢钢材为钢板时,以垂直于试验片的长度方向的截面的中心为钢板的板宽中央位置和板厚中央位置,试验片的长度方向为钢板的长度方向的方式,切取试验片。奥氏体系不锈钢钢材为棒钢时,以垂直于试验片的长度方向的截面的中心为棒钢的r/2位置,试验片的长度方向为棒钢的长度方向的方式,切取试验片。
[0235]
通过预电解研磨,将切取的试验片的表面研磨约50μm以获得新的表面。使用电解液(10%乙酰丙酮 1%四铵 甲醇)对电解研磨后的试验片进行电解(正式电解)。将正式电解后的电解液通过0.2μm的过滤器,捕捉残渣。将得到的残渣酸分解,通过icp(电感耦合等离子体)光谱分析,求出残渣中的nb质量和残渣中的cr质量。进一步地,求出正式电解的母材(奥氏体系不锈钢钢材)的质量。具体而言,测量正式电解前的试验片的质量与正式电解后的试验片的质量。并且,将正式电解前的试验片的质量减去正式电解后的试验片的质量而得到的值定义为正式电解的母材质量。
[0236]
将残渣中的nb质量除以正式电解的母材质量,求出残渣中的nb含量(质量%)。即,基于下述式(i),求出残渣中的nb含量(质量%)。进一步地,将残渣中的cr质量除以正式电解的母材质量,求出残渣中的cr含量(质量%)。即,基于下述式(ii),求出残渣中的cr含量(质量%)。
[0237]
残渣中的nb含量=残渣中的nb质量/母材质量
×
100(i)
[0238]
残渣中的cr含量=残渣中的cr质量/母材质量
×
100(ii)
[0239]
如上所述,本实施方式的奥氏体系不锈钢钢材的化学组成中的各元素含量在上述范围内,且满足式(1)。进一步地,通过提取残渣法得到的残渣中的nb含量以质量%计为0.050~0.267%,且残渣中的cr含量以质量%计为0.125%以下。因此,本实施方式的奥氏体系不锈钢钢材即使在大线能量焊接后在400~700℃的平均工作时间下长时间使用后,也具有优异的抗敏化特性。
[0240]
此处,即使在大线能量焊接后在400~700℃的平均工作时间下长时间使用后,也具有优异的抗敏化特性的含义如下。
[0241]
从奥氏体系不锈钢钢材切取方形试验片。奥氏体系不锈钢钢材为钢管时,以垂直于试验片的长度方向的截面的中心为钢管的壁厚中央位置,试验片的长度方向为钢管的长度方向的方式,切取方形试验片。奥氏体系不锈钢钢材为钢板时,以垂直于试验片的长度方向的截面的中心为钢板的板宽中央位置和板厚中央位置,试验片的长度方向为钢板的长度方向的方式,切取方形试验片。奥氏体系不锈钢钢材为棒钢时,以垂直于试验片的长度方向的截面的中心为棒钢的r/2位置,试验片的长度方向为棒钢的长度方向的方式,切取方形试验片。
[0242]
方形试验片的长度没有特别限定,例如为100mm。垂直于方形试验片的长度方向的截面(横截面)没有特别限定,例如为10mm
×
10mm的矩形。
[0243]
使用高频热循环装置,使方形试验片经历下述的热历程。具体而言,将方形试验片长度方向的中央位置具有规定宽度(例如10mm)的中央部分在大气中以70~100℃/秒的速度从常温升温至1350~1400℃。进而在升温的温度下保持1~60秒。其后,将方形试验片以20℃/秒的冷却速度冷却至常温。通过使方形试验片经历上述热历程,制作大线能量焊接接头模拟试验片。
[0244]
使用大线能量焊接接头模拟试验片,实施如下所述的长时间敏化处理。将大线能量焊接接头模拟试验片装入热处理炉。在热处理炉内,大线能量焊接接头模拟试验片在大气中、大气压力下、在550℃下保持10000小时(敏化处理)。将经过10000小时后的大线能量焊接接头模拟试验片从热处理炉中取出并使其冷却。
[0245]
针对实施了长时间敏化处理的大线能量焊接接头模拟试验片,实施下述的斯特劳斯抗晶间腐蚀试验和再活化率测定试验。
[0246]
[斯特劳斯抗晶间腐蚀试验(硫酸/硫酸铜腐蚀试验)]
[0247]
按照下述实施基于astm a262-15 practice e的斯特劳斯抗晶间腐蚀试验。从实施了长时间敏化处理的大线能量焊接接头模拟试验片中,切取板状试验片,使中央部分位于板状试验片的长度方向的中央位置。板状试验片的尺寸没有特别限定。板状试验片的尺寸例如为厚度2mm、宽度10mm、长度80mm。将板状试验片浸渍于含16%硫酸的硫酸铜试液中,使其沸腾15小时。其后,将板状试验片从硫酸铜试液中取出。针对取出的板状试验片,实施
弯曲试验。弯曲试验时,在大气中,以大线能量焊接接头模拟试验片的长度方向中央位置为中心,将板状试验片弯曲180
°
。切断弯曲后的试验片的弯曲部分。使用20倍的光学显微镜观察切断面。若观察到裂纹,求出裂纹的长度。若未观察到裂纹、或虽然观察到裂纹,但裂纹的长度为100μm以下时,判断为抗敏化特性优异。
[0248]
[再活化率测定试验]
[0249]
使用实施了长时间敏化处理的大线能量焊接接头模拟试验片,实施基于astm g108-94的电化学再活化率测定试验(electrochemical reactivation test)。具体而言,从实施了长时间敏化处理的大线能量焊接接头模拟试验片的中央部分(施加了大线能量的部分)切取板状试验片。在切取的板状试验片中,遮蔽除评价面积100mm2的表面部分以外的区域。将遮蔽的板状试验片作为电极,浸渍于温度为30℃、容量200cm3的0.5mol硫酸 0.01mol硫氰酸钾溶液中。接着,针对板状试验片,通过极化速率为100mv/分钟的线性极化,从自然电位向高电位方向扫描至300mv。以饱和甘汞电极基准计达到300mv后,立即向低电位方向扫描至原始的自然电位。测量向高电位方向(去路)施加电压时流动的电流。并且,测量向低电位方向(回路)施加电压时流动的电流。基于得到的电流值,将再活化率(%)定义为如下。
[0250]
再活化率=(回路的最大阳极电流/去路的最大阳极电流)
×
100
[0251]
再活化率越低,敏化度(degree of sensitization:dos)越低,抗敏化特性越高。再活化率为10%以下时,判断为抗敏化特性优异。
[0252]
在经长时间敏化处理的大线能量焊接接头模拟试验片中,基于astm a262-15 practice e的斯特劳斯抗晶间腐蚀试验中未观察到裂纹、或虽然观察到裂纹但裂纹的长度为100μm以下,且基于astm g108-94的电气化学的再活化率测定试验中得到的再活化率为10%以下时,判断为即使在大线能量焊接后在400~700℃的平均工作时间下长时间使用后,也具有优异的抗敏化特性。
[0253]
[关于提高了耐连多硫酸scc性和耐环烷酸腐蚀性的钢材]
[0254]
随着近期汽油价格的下降,化工厂设备中含环烷酸的低价低品位原油的使用比率越来越高。因此,有时会要求用于化工厂设备的钢材具有优异的耐环烷酸腐蚀性。另外,在用于常压蒸馏装置和减压蒸馏装置的加热炉管等的钢材中,为了抑制蒸馏工序发生的大量的焦炭的附着,会使原油中含有硫。通过原油中含有的硫,可以抑制焦炭的附着。但是,由于原油中含有的硫,钢材中容易发生连多硫酸应力腐蚀开裂(以下,也称为连多硫酸scc)。因此,有时会要求用于化工厂设备中的钢材还具有优异的耐连多硫酸scc性。
[0255]
在得到充分的耐连多硫酸scc性和充分的耐环烷酸腐蚀性的情况下,优选本实施方式的奥氏体系不锈钢钢材进一步满足下述条件。
[0256]
(i)mo含量为2.50~4.50%,且co含量为0.01~1.00%。
[0257]
(ii)钢材的化学组成满足式(2)和式(3)。
[0258]
2≤73w 5co≤60
ꢀꢀꢀ
(2)
[0259]
0.20≤nb 0.1w≤0.58
ꢀꢀꢀ
(3)
[0260]
(iii)通过提取残渣法得到的残渣中的nb含量以质量%计为0.065~0.245%,残渣中的cr含量以质量%计为0.104%以下。
[0261]
以下,对(i)~(iii)进行说明。
[0262]
[关于(i)]
[0263]
本实施方式的奥氏体系不锈钢钢材的化学组成中,mo含量为2.50%以上时,如上所述,在其他元素含量在本实施方式的范围内,且满足式(1)的前提下,可得到优异的耐环烷酸腐蚀性。进一步地,w和co可以提高耐连多硫酸scc性。因此,为了得到充分的耐连多硫酸scc性和充分的耐环烷酸腐蚀性,在奥氏体系不锈钢钢材中,mo含量为2.50~4.50%,且co含量为0.01~1.00%。
[0264]
[关于(ii)]
[0265]
钢材的化学组成进一步地满足式(2)和式(3)。
[0266]
2≤73w 5co≤60
ꢀꢀꢀ
(2)
[0267]
0.20≤nb 0.1w≤0.58
ꢀꢀꢀ
(3)
[0268]
其中,式(2)和式(3)中的各元素符号处代入化学组成中的对应的元素的含量(质量%)。
[0269]
以下,对式(2)和式(3)进行说明。
[0270]
[关于式(2)]
[0271]
定义为f2=73w 5co。f2是与耐连多硫酸scc性和大线能量焊接时的耐液化裂纹性相关的指标。f2若小于2,则奥氏体系不锈钢钢材的化学组成中的w和co的总含量不充分。此时,钢材的耐连多硫酸scc性会降低。另一方面,f2若大于60,则mo含量为2.50%以上时,w和co会促进laves相等金属间化合物的生成。此时,金属间化合物会过多地生成。因此,晶粒中的强度变得过高,晶粒内部与晶界之间的强度差变大。因此,晶粒界面处会发生应力集中。其结果,在大线能量焊接时,耐液化裂纹性会降低。
[0272]
本实施方式的奥氏体系不锈钢钢材的化学组成中,mo含量为2.50~4.50%,且co含量为0.01~1.00%,进一步地,f2若为2~60,则在其他元素含量在本实施方式的范围内的前提下,可得到充分的耐连多硫酸scc性,且大线能量焊接时可以抑制液化裂纹的发生。f2优选的下限为3,进一步优选为4,进一步优选为5。f2优选的上限为58,进一步优选为55,进一步优选为53,进一步优选为50。f2采用将得到的数值的小数点后第一位四舍五入后得到的值。
[0273]
[关于式(3)]
[0274]
定义为f3=nb 0.1w。f3表示有效nb量。nb和w均与c结合生成碳化物,降低钢材中的固溶c量。由此,可以抑制钢材中cr碳化物的生成,提高钢材的耐连多硫酸scc性。但是,钢材中的n含量为0.05~0.15%时,nb和w的总含量若过高,则会过多生成以laves相为代表的nb析出物。此时,大线能量焊接时,有时在haz处会发生液化裂纹,导致耐液化裂纹性降低。
[0275]
f3若小于0.20,则无法充分抑制cr碳化物的生成,钢材的耐连多硫酸scc性会降低。另一方面,f3若大于0.58,则会过多生成以laves相为代表的nb析出物,大线能量焊接时,在haz处可能会发生液化裂纹。在本实施方式的奥氏体系不锈钢钢材中,进一步地,若满足上述(i)和(ii),即f3若为0.20~0.58%,则可得到优异的耐连多硫酸scc性,且在大线能量焊接时,可以抑制haz处的液化裂纹。
[0276]
f3优选的下限为0.22,进一步优选为0.24,进一步优选为0.26。f3优选的上限为0.56,进一步优选为0.54,进一步优选为0.50,进一步优选为0.48,进一步优选为0.45。f3采用将得到的数值的小数点后第三位四舍五入而得到的值。
[0277]
[关于(iii)]
[0278]
本实施方式的奥氏体系不锈钢钢材满足(i)和(ii)时,进一步地,若通过提取残渣法得到的残渣中的nb含量以质量%计为0.065~0.245%,残渣中的cr含量以质量%计为0.104%以下,则可得到优异的耐连多硫酸scc性。
[0279]
若通过提取残渣法萃取的残渣中的nb含量以质量%计为0.065~0.245%,且残渣中的cr含量以质量%计为0.104%以下,则由于奥氏体系不锈钢钢材的析出物中的crnb氮化物所占的比例足够多,晶界面积充分增加,因此可得到优异的耐连多硫酸scc性。
[0280]
残渣中的nb含量小于0.065%时,意味着钢材中的crnb氮化物未充分析出至可得到充分的耐连多硫酸scc性的程度。此时,将大线能量焊接后的钢材在400~700℃的平均工作温度下长时间保持时,无法得到充分的耐连多硫酸scc性。
[0281]
另一方面,残渣中的nb含量大于0.245%、和/或残渣中的cr含量大于0.104%时,意味着在400~700℃的平均工作温度下使用前的钢材,在晶界处已经生成了大量的或粗大的crnb氮化物,以致于耐连多硫酸scc性降低。因此,将大线能量焊接后的钢材在400~700℃的平均工作温度下长时间保持时,无法得到充分的耐连多硫酸scc性。
[0282]
若本实施方式的奥氏体系不锈钢钢材满足(i)和(ii),且通过提取残渣法得到的残渣中的nb含量以质量%计为0.065~0.245%,残渣中的cr含量以质量%计为0.104%以下,则可得到优异的耐连多硫酸scc性和耐环烷酸腐蚀性。
[0283]
通过提取残渣法萃取的残渣中的nb含量优选的下限为0.070%,进一步优选为0.075%,进一步优选为0.085%,进一步优选为0.090%。残渣中的nb含量优选的上限为0.240%,进一步优选为0.235%,进一步优选为0.230%。
[0284]
通过提取残渣法萃取的残渣中的cr含量优选的上限为0.100%,进一步优选为0.095%,进一步优选为0.090%,cr含量的下限没有特别限定。cr含量优选的下限为0.001%,进一步优选为0.003%,进一步优选为0.005%。
[0285]
如上所述,若本实施方式的奥氏体系不锈钢钢材的化学组成中的各元素含量在本实施方式的范围内,且满足式(1),且满足上述(i)~(iii),则可得到优异的耐环烷酸腐蚀性、优异的耐连多硫酸scc性和优异的耐液化裂纹性。此处,优异的耐环烷酸腐蚀性、优异的耐连多硫酸scc性和优异的耐液化裂纹性的含义如下。
[0286]
[耐环烷酸腐蚀性]
[0287]
从奥氏体系不锈钢钢材切取试验片。奥氏体系不锈钢钢材为钢管时,以垂直于试验片的长度方向的截面的中心为钢管的壁厚中央位置,试验片的长度方向为钢管的长度方向的方式,切取试验片。奥氏体系不锈钢钢材为钢板时,以垂直于试验片的长度方向的截面的中心为钢板的板宽中央位置和板厚中央位置,试验片的长度方向为钢板的长度方向的方式,切取试验片。奥氏体系不锈钢钢材为棒钢时,以垂直于试验片的长度方向的截面的中心为棒钢的r/2位置,试验片的长度方向为棒钢的长度方向的方式,切取试验片。试验片的尺寸没有特别限定。试验片的尺寸例如为厚度2mm、宽度10mm、长度30mm。将切取的试验片在常压下、200℃的100%环己烷羧酸溶液中浸渍720小时。浸渍720小时后,使用丙酮将试验片超声波清洗3分钟。
[0288]
算出试验前的试验片的质量与超声波清洗后的试验片的质量之差作为腐蚀失重。进一步地,根据试验片的表面积、比重和试验时间求出腐蚀速度(mm/年)。腐蚀速度为
0.01mm/年以下时,判断为耐环烷酸腐蚀性优异。
[0289]
[耐连多硫酸scc性]
[0290]
与上述抗敏化特性的评价试验同样地制作大线能量焊接接头模拟试验片。针对大线能量焊接接头模拟试验片实施上述长时间敏化处理。从经过长时间敏化处理后的大线能量焊接接头模拟试验片切取板状试验片,使中央部分位于板状试验片的长度方向的中央位置。板状试验片的尺寸没有特别限定。板状试验片的尺寸例如为厚度2mm、宽度10mm、长度75mm。使用切取的板状试验片,按照下述方法实施耐连多硫酸scc性评价试验。将板状试验片绕内侧半径5mm的冲头弯曲形成u形弯曲形状。将u形弯曲形状的试验片于常温下在用硫酸将ph调整为2的1%k2s4o6溶液中浸渍100小时。在浸渍后的试验片中,将弯曲后的试验片的弯曲部分沿与长度方向垂直的方向切断,使用20倍的光学显微镜观察切断面。若观察到裂纹,求出切断面上的裂纹的深度。若未观察到裂纹、或虽然观察到裂纹,但裂纹的深度小于20μm时,判断为耐连多硫酸scc性优异。
[0291]
[耐液化裂纹性评价试验]
[0292]
在大线能量焊接接头模拟试验片的长度方向的中央位置,沿与长度方向垂直的方向切断。将切断面作为观察面。使用混合酸蚀刻观察面。用400倍的光学显微镜观察蚀刻后的观察面的任意3个视场(各视场均为250μm
×
250μm)。在观察到的3个视场中,判断晶界处是否存在部分熔化痕迹。
[0293]
在3个视场的切断面上,晶界处发生的部分熔化痕迹中,未观察到长度为25μm以上的部分熔化痕迹、或虽然观察到长度为25μm以上的部分熔化痕迹,但未观察到长度为50μm以上的部分熔化痕迹时,判断为耐液化裂纹性高。
[0294]
[本实施方式的奥氏体系不锈钢钢材的形状]
[0295]
本实施方式的奥氏体系不锈钢钢材的形状没有特别限定。本实施方式的奥氏体系不锈钢钢材可以是钢管,也可以是钢板,也可以是棒钢。本实施方式的奥氏体系不锈钢钢材可以是锻造品,也可以是铸造品。
[0296]
[关于本实施方式的奥氏体系不锈钢钢材的用途]
[0297]
本实施方式的奥氏体系不锈钢钢材适用于在400~700℃的平均工作温度下使用的装置用途。本实施方式的奥氏体系不锈钢钢材尤其适用于实施大线能量焊接后,在400~700℃的平均工作温度下长期间使用的装置用途。400~700℃是平均工作温度,即使存在工作温度暂时性超过700℃的情况,只要平均工作温度为400~700℃,就适用于本实施方式的奥氏体系不锈钢钢材的用途。这些装置达到的最高温度可以为750℃。这种装置例如为以石油精炼、石油化学为代表的化工厂设备的装置。这些装置具备例如加热炉管、槽、管道等。另外,本实施方式的奥氏体系不锈钢钢材也可以用于平均工作温度小于400℃的化工厂设备中。
[0298]
本实施方式的钢材满足上述(i)~(iii),即化学组成中含有mo:2.50~4.50%、和co:0.01~1.00%,且还满足式(2)和式(3),进一步地,通过提取残渣法得到的残渣中的nb含量以质量%计为0.065~0.245%,且残渣中的cr含量以质量%计为0.104%以下时,适用于要求耐连多硫酸scc性和耐环烷酸腐蚀性的化工厂设备用途。
[0299]
需要说明的是,本实施方式的奥氏体系不锈钢钢材当然也可以用于除化工厂设备以外的其他设备中。除化工厂设备以外的其他设备为例如,设定与化工厂设备同样地在400
~700℃左右的平均工作温度下使用的火力发电锅炉设备(例如锅炉管等)等。
[0300]
[关于本实施方式的焊接接头]
[0301]
图1是示出本实施方式的焊接接头的一例的俯视图。参见图1,根据本实施方式的焊接接头1具备一对奥氏体系不锈钢钢材100和焊接金属200。焊接金属200配置在一对奥氏体系不锈钢钢材100之间。焊接金属200形成在一对奥氏体系不锈钢钢材100之间,与一对奥氏体系不锈钢钢材100相连。在后述的说明中,也将奥氏体系不锈钢钢材100称为“母材”100。
[0302]
对一对母材100的端部实施例如坡口加工。焊接金属200通过将对端部实施了坡口加工的一对母材100的端部彼此接合后,进行单层焊接或多层焊接而形成。焊接方法例如为钨极氩弧焊(gas tungsten arc welding:gtaw)、焊条电弧焊(shielded metal arc welding:smaw)、药芯焊丝电弧焊(flux cored arc welding:fcaw)、气体保护电弧焊(gas metal arc welding:gmaw)、埋弧焊(submerged arc welding:saw)。
[0303]
图1中,将焊接金属200延伸的方向定义为焊接金属的延伸方向l。将与焊接金属的延伸方向l垂直的方向定义为焊接金属的宽度方向w。将与焊接金属的延伸方向l和焊接金属的宽度方向w垂直的方向定义为焊接金属厚度方向t。图2是将图1的焊接接头1在焊接金属的宽度方向w上切断后的截面图。如图1和图2所示,焊接金属200形成(配置)在一对母材100之间。
[0304]
图3是将图1的焊接接头1在焊接金属的延伸方向l上切断后的截面图,图4是与图3不同的、将焊接接头1在焊接金属的延伸方向l上切断后的截面图。如图3所示,母材100可以是钢板。另外,如图4所示,与母材100的长度方向垂直的截面可以是圆管(即钢管)。尽管未示出,但母材100可以是棒钢。
[0305]
[关于母材100]
[0306]
一对母材100分别是具有上述优异的耐连多硫酸scc性和优异的耐环烷酸腐蚀性的本实施方式的奥氏体系不锈钢钢材。即,母材100的化学组成以质量%计为c:0.020%以下、si:1.50%以下、mn:2.00%以下、p:0.045%以下、s:0.0300%以下、cr:15.00~25.00%、ni:9.00~20.00%、n:0.05~0.15%、nb:0.1~0.8%、mo:2.50~4.50%、w:0.01~1.00%、ti:0~0.50%、ta:0~0.50%、v:0~1.00%、zr:0~0.10%、hf:0~0.10%、cu:0~2.00%、co:0.01~1.00%、sol.al:0~0.030%、b:0~0.0100%、ca:0~0.0200%、mg:0~0.0200%、稀土元素:0~0.100%、sn:0~0.010%、as:0~0.010%、zn:0~0.010%、pb:0~0.010%、sb:0~0.010%、以及余量:fe和杂质,且满足式(1)~式(3),通过提取残渣法得到的残渣中的nb含量以质量%计为0.065~0.245%,cr含量以质量%计为0.104%以下。
[0307]
[关于焊接金属200]
[0308]
焊接金属200的化学组成没有特别限定。焊接金属200使用公知的焊接材料形成即可。公知的焊接材料例如为基于aws a5.9的、标准名为er nicrcomo-1、er nicrmo-3、nicrcomo-1、22cr-12co-1al-9mo-ni、nicrmo-3、22cr-8mo-3.5nb-ni等。
[0309]
[关于焊接热影响部(haz)的平均晶粒直径r1和除haz以外的部分的平均晶粒直径r2的优选范围]
[0310]
图5示出本实施方式的焊接接头1的与焊接金属的延伸方向l垂直的方向的截面的图。参见图5,在焊接接头1的与焊接金属的延伸方向l垂直的方向的截面中,母材(奥氏体系
不锈钢钢材)100包括焊接热影响部(haz)101和除haz101以外的部分102。haz101是在母材100中,与焊接金属200的熔合线200e相邻的区域,是受到焊接时的热影响的部分。另一方面,将母材100中除haz101以外的部分称为通常部102。在母材100中,通常部102是实质上未受到焊接时的热影响的部分。
[0311]
参见图5,在与焊接金属的延伸方向l垂直的方向的母材100的截面中,将在haz101内且在焊接金属的宽度方向w距熔合线200e的距离为200μm的范围(图5中用虚线涂成阴影的区域)定义为范围dref。范围dref是haz101的一部分。将范围dref中的平均晶粒直径定义为平均晶粒直径r1(μm)。进一步地,将母材100的截面中除haz101以外的部分(即,通常部102)的平均晶粒直径定义为平均晶粒直径r2(μm)。此时,优选平均晶粒直径r1和平均晶粒直径r2满足式(4)。
[0312]
r1/r2≤4.8
ꢀꢀꢀ
(4)
[0313]
此处,通过下述的方法测定平均晶粒直径r1。从焊接接头1切取包括与焊接金属的延伸方向l垂直的方向的截面的试验片。将与焊接金属的延伸方向l垂直的方向的截面作为观察面。对观察面进行镜面研磨。镜面研磨后,用10%草酸溶液实施蚀刻。用200倍的光学显微镜观察蚀刻后的观察面中的范围dref内的任意3个视场,生成照片图像。每个视场为100μm
×
100μm。在各视场中,根据jis g 0551(2013),通过切割法求出晶粒度序号。求出得到的3个晶粒度序号的算术平均值,将其定义为平均晶粒度序号。根据得到的平均晶粒度序号求出平均晶粒直径r1(μm)。
[0314]
类似地,通过下述的方法测定平均晶粒直径r2。参见图5,从焊接接头1的母材100的通常部102切取包括与焊接金属的延伸方向l垂直的方向的截面的试验片。将与焊接金属的延伸方向l垂直的方向的截面作为观察面。对观察面进行镜面研磨。镜面研磨后,用10%草酸溶液实施蚀刻。用200倍的光学显微镜观察蚀刻后的观察面中的任意3个视场,生成照片图像。每个视场为100μm
×
100μm。在各视场中,根据jis g 0551(2013),通过切割法求出晶粒度序号。求出得到的3个晶粒度序号的算术平均值,将其定义为平均晶粒度序号。根据得到的平均晶粒度序号求出平均晶粒直径r2(μm)。
[0315]
在本实施方式的焊接接头1中,只要母材100为上述本实施方式的奥氏体系不锈钢钢材,且熔合线200e附近的haz101的平均晶粒直径r1与通常部102的平均晶粒直径r2满足式(4),本实施方式的焊接接头1即使在大线能量焊接后,也具有更优异的耐连多硫酸scc性和更优异的耐液化裂纹性。
[0316]
[本实施方式的奥氏体系不锈钢钢材的制造方法]
[0317]
以下,对本实施方式的奥氏体系不锈钢钢材的制造方法进行说明。后述说明的奥氏体系不锈钢钢材的制造方法仅仅是本实施方式的奥氏体系不锈钢钢材的制造方法的一例而已。因此,具有上述特征的奥氏体系不锈钢钢材也可以通过后述说明的制造方法以外的其他制造方法制造。但是,后述说明的制造方法是本实施方式的奥氏体系不锈钢钢材的制造方法的优选例。
[0318]
本实施方式的奥氏体系不锈钢钢材的制造方法包括下述工序。
[0319]
1.准备坯料的工序(准备工序)
[0320]
2.对坯料实施热加工来制造中间钢材的工序(热加工工序)
[0321]
3.根据需要,对热加工工序后的中间钢材实施酸洗处理后实施冷加工的工序(冷
加工工序)
[0322]
4.使热加工工序后或冷加工工序后的中间钢材析出crnb氮化物的工序(crnb氮化物生成处理工序)
[0323]
以下,对各工序进行说明。
[0324]
[1.准备工序]
[0325]
在准备工序中,准备具有上述化学组成的坯料。坯料可以由第三方供给,也可以自己制造。坯料可以是钢锭,也可以是板坯、大方坯、小方坯。自己制造坯料时,通过下述的方法来制造。制造具有上述化学组成的钢水。使用制造得到的钢水,通过铸锭法制造钢锭。也可以使用制造得到的钢水,通过连铸法制造板坯、大方坯、小方坯。也可以对制造得到的钢锭、板坯、大方坯实施热加工,制造小方坯。例如,可以对钢锭实施热锻,制造圆柱状的小方坯,将该小方坯用作坯料。此时,对即将开始热锻前的坯料的温度没有特别限定,例如为1000~1300℃。热锻后的坯料的冷却方法没有特别限定。
[0326]
[2.热加工工序]
[0327]
在热加工工序中,对在准备工序中准备的坯料实施热加工,制造中间钢材。中间钢材例如可以是钢管,也可以是钢板,也可以是棒钢。
[0328]
中间钢材为钢管时,在热加工工序中实施下述加工。首先,准备圆柱形坯料。通过机械加工,沿着圆柱形坯料的中心轴形成通孔。对形成有通孔的圆柱形坯料实施以玻璃润滑剂高速挤压法(ugine-sejournet process)为代表的热挤压,制造中间钢材(钢管)。对即将热挤压之前的坯料的温度没有特别限定。即将热挤压之前的坯料的温度例如为1000~1300℃。也可以实施热冲压制管法以替代热挤压法。
[0329]
也可以通过曼内斯曼法实施穿孔轧制以替代热挤压,来制造钢管。此时,通过穿孔机穿孔轧制圆形小方坯。穿孔轧制时,穿孔比没有特别限定,例如为1.0~4.0。进一步地,通过芯棒式轧机、减速机、定径机等将穿孔轧制后的圆形小方坯热轧制成管坯。热加工工序中的累积的截面减少率没有特别限定,例如为20~80%。通过热加工制造钢管时,热加工刚结束后的钢管温度(结束温度)没有特别限定,优选为900℃以上。
[0330]
中间钢材为钢板时,热加工工序使用例如具备一对工作辊的1个或多个轧机。使用轧机对板坯等坯料实施热轧,制造钢板。热轧前加热坯料,对加热后的坯料实施热轧。即将热轧之前的坯料的温度例如为1000~1300℃。通过热加工制造钢板时,热加工刚结束后的钢板温度(结束温度)没有特别限定,优选为900℃以上。
[0331]
中间钢材为棒钢时,热加工工序包括例如粗轧工序和精轧工序。在粗轧工序中,对坯料进行热加工以制造小方坯。粗轧工序例如使用初轧机。通过初轧机对坯料初轧,制造小方坯。在初轧机的下游设置有连轧机时,也可以进一步使用连轧机对初轧后的小方坯实施热轧,制造尺寸更小的小方坯。在连轧机中,例如,具有一对水平辊的水平机座与具有一对垂直辊的垂直机座交替排成一列。即将粗轧工序之前的坯料温度没有特别限定,例如为1000~1300℃。在精轧工序中,首先加热小方坯。使用连轧机对加热后的小方坯实施热轧,制造棒钢。精轧工序中的加热炉的加热温度没有特别限定,例如为1000~1300℃。通过热加工制造棒钢时,热加工刚结束后的棒钢温度(结束温度)没有特别限定,优选为900℃以上。
[0332]
[3.冷加工工序]
[0333]
根据需要实施冷加工工序。即,可以不实施冷加工工序。实施时,对热加工后的中
间钢材实施酸洗处理后,实施冷加工。中间钢材为钢管或棒钢时,冷加工例如为冷拔或冷轧。中间钢材为钢板时,冷加工例如为冷轧。通过实施冷加工工序,在crnb氮化物生成处理工序之前,对中间钢材施加应变。由此,可以在crnb氮化物生成处理工序时,进行再结晶的体现和精整。冷加工工序中的截面减少率没有特别限定,例如为10~90%。
[0334]
[4.crnb氮化物生成处理工序]
[0335]
在crnb氮化物生成处理工序中,对热加工工序后或冷加工工序后的中间钢材实施crnb氮化物生成处理。由此,可以抑制其他析出物(cr碳化物、cr2n、其他的碳化物、氮化物和碳氮化物等)的生成,同时使crnb氮化物适量析出。其结果,可以使从制造的从奥氏体系不锈钢钢材中通过提取残渣法得到的残渣中的nb含量以质量%计为0.050~0.267%,且残渣中的cr含量以质量%计为0.125%以下。
[0336]
crnb氮化物生成处理通过下述的方法实施。将中间钢材装入炉内气氛为大气气氛的热处理炉内。此处的大气气氛是指含有以体积计78%以上的作为构成大气的气体的氮气、和以体积计20%以上的氧气的气氛。
[0337]
[crnb氮化物生成处理的条件]
[0338]
crnb氮化物生成处理满足下述的3个条件(第1条件、第2条件、第3条件)满足。
[0339]
[第1条件:crnb氮化物生成处理的热处理温度t]
[0340]
crnb氮化物生成处理中,在大气气氛的炉内,将热处理温度t(℃)保持在下述的温度范围内。
[0341]
1000≤t≤t
max
[0342]
此处,根据mo含量的不同,t
max
(℃)为如下。
[0343]
<1>mo含量为0.10~1.00%时
[0344]
t
max
=t
x-100(mo w) 200c-80nb
[0345]
<2>mo含量大于1.00%且小于2.50%时
[0346]
t
max
=t
x-50(mo w) 200c-80nb
[0347]
<3>mo含量为2.50~4.50%时
[0348]
t
max
=t
x-20(mo w) 200c-80nb
[0349]
此处,t
x
=1300。
[0350]
热处理温度t若小于1000℃,则在热加工工序中,钢材中析出的cr碳化物等析出物不会充分固溶。此时,在化学组成中的元素含量在本实施方式的范围内,且满足式(1)的奥氏体系不锈钢钢材中,析出物中的nb碳化物和cr碳化物的比例会显著变高,crnb氮化物的比例会显著降低。因此,残渣中的nb含量以质量%计大于0.267%、和/或残渣中的cr含量以质量%计大于0.125%。
[0351]
另外,钢材的化学组成中的元素含量在本实施方式的范围内,且mo含量为2.50~4.50%,且co:0.01~1.00%,满足式(1)~式(3)时,热处理温度t若小于1000℃,则残渣中的nb含量以质量%计大于0.245%、和/或残渣中的cr含量以质量%计大于0.104%。
[0352]
另一方面,热处理温度t若大于t
max
,则不仅在热加工工序中,钢材中生成的nb碳化物和cr碳化物发生固溶,而且在crnb氮化物生成处理工序中,crnb氮化物的析出不足。因此,化学组成中的元素含量在本实施方式的范围内,且满足式(1)的奥氏体系不锈钢钢材中存在的crnb氮化物的比例会显著变少。其结果,残渣中的nb含量以质量%计小于0.050%。
[0353]
另外,钢材的化学组成中的元素含量在本实施方式的范围内,且mo含量为2.50~4.50%,且co:0.01~1.00%,满足式(1)~式(3)时,热处理温度t若大于t
max
,则残渣中的nb含量以质量%计小于0.065%。
[0354]
热处理温度t若为1000℃以上且t
max
以下,则可以使热加工工序中生成的cr碳化物充分固溶,抑制nb碳化物的过度生成,且可以生产合适量的crnb氮化物。其结果,在化学组成中的元素含量在本实施方式的范围内,且满足式(1)的奥氏体系不锈钢钢材中,残渣中的nb含量以质量%计为0.050~0.267%,且cr含量为0.125%以下。因此,奥氏体系不锈钢钢材的抗敏化特性会提高。
[0355]
另外,钢材的化学组成中的元素含量在本实施方式的范围内,且mo含量为2.50~4.50%,且co:0.01~1.00%,满足式(1)~式(3)时,残渣中的nb含量以质量%计为0.065~0.245%,且cr含量为0.104%以下。因此,奥氏体系不锈钢钢材的耐连多硫酸scc性会提高。
[0356]
t
max
中,优选的t
x
为1290,进一步优选为1280。
[0357]
[第2条件]
[0358]
crnb氮化物生成处理中,进一步地,热处理温度t(℃)和热处理温度t下的保持时间t(分钟)满足下述的条件。
[0359]
(a)化学组成中的mo含量为0.10~1.00%时
[0360]
f1≤f2、且f2≤f3
[0361]
此处,f1~f3的定义如下。
[0362]
f1=760
[0363]
f2=t
×
log10(20nb 0.1cr 10mo t/60)
[0364]
f3=1680
[0365]
(b)化学组成中的mo含量大于1.00%且小于2.50%时
[0366]
f1≤f2、且f2≤f3
[0367]
此处,f1~f3的定义如下。
[0368]
f1=1200
[0369]
f2=t
×
log10(20nb 0.1cr 10mo t/60)
[0370]
f3=1900
[0371]
(c)化学组成中的mo含量为2.50~4.50%时
[0372]
f1≤f2、且f2≤f3
[0373]
此处,f1~f3的定义如下。
[0374]
f1=1520
[0375]
f2=t
×
log10(20nb 0.1cr 10mo t/60)
[0376]
f3=2050
[0377]
f2中的t处代入热处理温度t(℃),t处代入保持时间t(分钟)。f2中的各元素符号处代入对应元素的含量(质量%)。
[0378]
f2是在化学组成中的各元素含量在本实施方式的范围内的钢材中,生成适量的crnb氮化物的所必需的热处理温度t和保持时间t的参数。以下,将f2称为“crnb氮化物生成参数”。化学组成中的cr和nb是构成crnb氮化物的元素。进一步地,mo是影响crnb氮化物的生成,并诱导laves相的生成的元素。
[0379]
基于钢材的化学组成中的mo含量,f1采用不同的值。具体而言,钢材的化学组成中的mo含量为0.10~1.00%时,f1=760。钢材的化学组成中的mo含量大于1.00%且小于2.50%时,f1=1200。钢材的化学组成中的mo含量为2.50~4.50%时,f1=1520。
[0380]
与f1同样地,基于钢材的化学组成中的mo含量,f3采用不同的值。具体而言,钢材的化学组成中的mo含量为0.10~1.00%时,f3=1680。钢材的化学组成中的mo含量大于1.00%且小于2.50%时,f3=1900。钢材的化学组成中的mo含量为2.50~4.50%时,f3=2050。
[0381]
f2若小于f1,则crnb氮化物生成参数过低。此时,在化学组成中的元素含量在本实施方式的范围内,且满足式(1)的奥氏体系不锈钢钢材中,析出物中的nb碳化物和cr碳化物的比例变高,crnb氮化物的比例显著降低。因此,残渣中的nb含量以质量%计大于0.267%、和/或残渣中的cr含量以质量%计大于0.125%。
[0382]
另外,钢材的化学组成中的元素含量在本实施方式的范围内,且mo含量为2.50~4.50%,且co:0.01~1.00%,满足式(1)~式(3)时,f2若小于f1,残渣中的nb含量以质量%计大于0.245%、和/或残渣中的cr含量大于0.104%。
[0383]
f2若大于f3,则crnb氮化物生成参数过高。此时,crnb氮化物的析出不足。因此,存在于奥氏体系不锈钢钢材中的crnb氮化物的比例显著降低。其结果,化学组成中的元素含量在本实施方式的范围内,且满足式(1)的奥氏体系不锈钢钢材中,残渣中的nb含量小于0.050质量%。
[0384]
另外,钢材的化学组成中的元素含量在本实施方式的范围内,且mo含量为2.50~4.50%,且co:0.01~1.00%,满足式(1)~式(3)时,f2若大于f3,则残渣中的nb含量以质量%计小于0.065%。
[0385]
若f2为f1以上、且f2为f3以下,则crnb氮化物生成参数在适当的范围内。此时,crnb氮化物会适量析出。因此,在化学组成中的元素含量在本实施方式的范围内,且满足式(1)的奥氏体系不锈钢钢材中,残渣中的nb含量以质量%计为0.050~0.267%,且残渣中的cr含量以质量%计为0.125%以下。其结果,奥氏体系不锈钢钢材具有优异的抗敏化特性。
[0386]
另外,钢材的化学组成中的元素含量在本实施方式的范围内,且mo含量为2.50~4.50%,且co:0.01~1.00%,满足式(1)~式(3)时,若f2为f1以上、且f2为f3以下,奥氏体系不锈钢钢材的残渣中的nb含量以质量%计为0.065~0.245%,且残渣中的cr含量以质量%计为0.104%以下。其结果,奥氏体系不锈钢钢材具有优异的耐连多硫酸scc性。
[0387]
[第3条件]
[0388]
crnb氮化物生成处理进一步在热处理温度t℃下保持t分钟保持时间后,冷却。此时,以至少在钢材温度为800~500℃的温度范围内的平均冷却速度cr为15℃/秒以上进行冷却。平均冷却速度cr小于15℃/秒时,在800~500℃的温度范围冷却时,钢材中的crnb氮化物也会在晶界处析出,进一步地,m
23
c6型的cr碳化物也会在晶界处生成。因此,在化学组成中的元素含量在本实施方式的范围内,且满足式(1)的奥氏体系不锈钢钢材中,残渣中的nb含量大于0.267质量%、和/或cr含量大于0.125%。此时,奥氏体系不锈钢钢材的抗敏化特性会降低。
[0389]
另外,在钢材的化学组成中的元素含量在本实施方式的范围内,且mo含量为2.50~4.50%,且co:0.01~1.00%,满足式(1)~式(3)时,平均冷却速度cr若小于15℃/秒,则
残渣中的nb含量大于0.245质量%、和/或cr含量大于0.104%。此时,奥氏体系不锈钢钢材的耐连多硫酸scc性会降低。
[0390]
平均冷却速度cr若为15℃/秒以上,则在800~500℃的温度范围冷却时,可以抑制钢材中的cr碳化物过多生成。因此,在满足第1条件和第2条件的前提下,在化学组成中的元素含量在本实施方式的范围内,且满足式(1)的奥氏体系不锈钢钢材中,残渣中的nb含量以质量%计为0.050~0.267%,残渣中的cr含量以质量%计为0.125%以下。因此,可以提高奥氏体系不锈钢钢材的抗敏化特性。
[0391]
另外,在钢材的化学组成中的元素含量在本实施方式的范围内,且mo含量为2.50~4.50%,且co:0.01~1.00%,满足式(1)~式(3)时,平均冷却速度cr若为15℃/秒以上,在满足第1条件和第2条件的前提下,奥氏体系不锈钢钢材的残渣中的nb含量以质量%计为0.065~0.245%,且残渣中的cr含量为0.104%以下。因此,奥氏体系不锈钢钢材的耐连多硫酸scc性会提高。
[0392]
通过上述工序,可以制造本实施方式的奥氏体系不锈钢钢材。上述制造方法是本实施方式的奥氏体系不锈钢钢材的制造方法的一个例子。因此,本实施方式的奥氏体系不锈钢钢材的制造方法并不限于上述制造方法。若钢材的化学组成中的各元素含量在本实施方式的范围内,满足式(1),残渣中的nb含量以质量%计为0.050~0.267%,且残渣中的cr含量以质量%计为0.125%以下,则本实施方式的奥氏体系不锈钢钢材不限于上述制造方法。
[0393]
如上所述,本实施方式的奥氏体系不锈钢钢材的化学组成中的各元素在本实施方式的范围内,且满足式(1)。进一步地,残渣中的nb含量以质量%计为0.050~0.267%,且残渣中的cr含量以质量%计为0.125%以下。因此,本实施方式的奥氏体系不锈钢钢材具有优异的抗敏化特性。
[0394]
另外,在本实施方式的奥氏体系不锈钢钢材进一步满足上述(i)~(iii)时,即,在化学组成中,mo:2.50~4.50%、和co:0.01~1.00%,且满足式(2)和式(3),通过提取残渣法得到的残渣中的nb含量以质量%计为0.065~0.245%,且残渣中的cr含量以质量%计为0.104%以下时,本实施方式的奥氏体系不锈钢钢材具有充分的耐连多硫酸scc性和耐环烷酸腐蚀性。
[0395]
实施例1
[0396]
以下,通过实施例具体说明本实施方式的奥氏体系不锈钢钢材的效果。下述实施例中的条件是为了确认本实施方式的奥氏体系不锈钢钢材的可行性和效果而采用的一个条件例。因此,本实施方式的奥氏体系不锈钢钢材不限于该条件例。
[0397]
[奥氏体系不锈钢钢材的制造]
[0398]
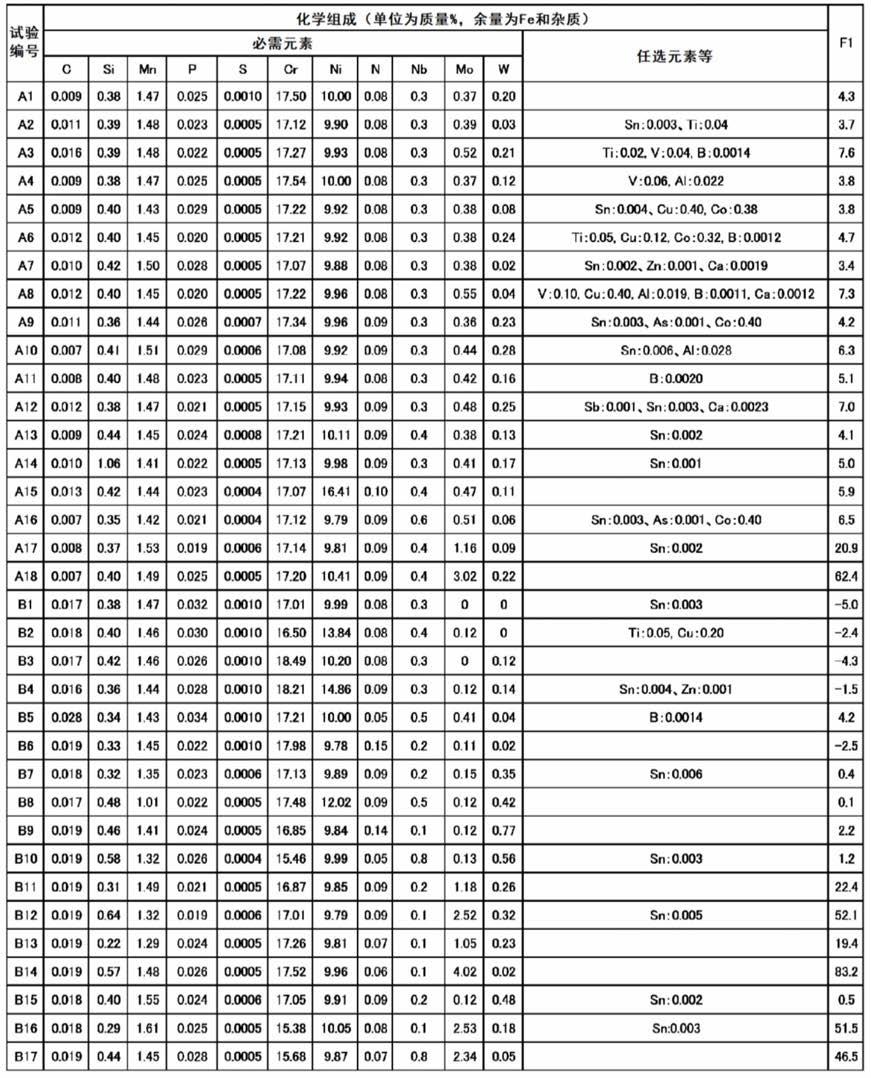
制造具有表1的化学组成的坯料(钢锭)。
[0399]
[表1]
[0400]
表1
[0401][0402]
表1中的“0”和空白表示对应的元素含量小于检测限。小于检测限时,看做不包含该元素。例如,试验编号b1的mo含量表示对小数点后第三位四舍五入后为“0”。另外,试验编号b1的w含量表示对小数点后第三位四舍五入后为“0”。需要说明的是,表1中的“任选元素等”栏中记载了含有的任选元素或杂质元素和其含量(质量%)。例如,试验编号a3中,示出了含有0.02%的ti,含有0.04%的v,含有0.0014%的b。需要说明的是,对于作为杂质元素的sn、as、zn、pb、sb,所有的试验编号中,sn含量为0~0.010%,as含量为0~0.010%,zn含量为0~0.010%,pb含量为0~0.010%,sb含量为0~0.010%。
[0403]
使用钢水,制造具有表1的化学组成、外径为120mm的30kg的钢锭。对钢锭实施热锻,得到厚度30mm的坯料。热锻前的钢锭的温度为1250℃。进一步地,对坯料实施热轧,制造厚度15mm的中间钢材(钢板)。即将热加工(热轧)之前的坯料温度为1250℃。热轧后的中间
钢材的结束温度均为900℃以上。
[0404]
对热轧后的中间钢材实施crnb氮化物生成处理。在crnb氮化物生成处理中,各试验编号的t
max
如表2所示。试验编号a1~a18、和b1~b6、b9、b10、b13~b17的热处理温度t均为1000℃以上且t
max
以下。另一方面,试验编号b8的热处理温度t小于1000℃。另外,试验编号b7、b11和b12的热处理温度t大于t
max
。
[0405]
进一步地,各试验编号的crnb氮化物生成参数f2和f1以及f3如表2所示。表2的“f1≤f2”栏中,“t”表示f1≤f2。“f”表示f1>f2。表2的“f2≤f3”栏中,“t”表示f2≤f3。“f”表示f2>f3。
[0406]
进一步地,试验编号a1~a18、b1~b5、b7~b14、b16和b17的crnb氮化物生成处理中的800~500℃的平均冷却速度cr为15℃/秒以上。另一方面,试验编号b6和b15的800~500℃的平均冷却速度cr为5℃/秒。通过上述工序,制造奥氏体系不锈钢钢材。
[0407]
[评价试验]
[0408]
针对通过上述制造工序制造的奥氏体系不锈钢钢材,实施下述的评价试验。
[0409]
[大线能量焊接接头模拟试验片的制作]
[0410]
使用制造的奥氏体系不锈钢钢材,通过下述的方法,制作模拟了大线能量焊接的大线能量焊接接头模拟试验片。
[0411]
切取包括各试验编号的奥氏体系不锈钢钢材的板宽中央位置且板厚中央位置的方形试验片。方形试验片的长度方向与奥氏体系不锈钢钢材的长度方向平行。方形试验片的长度为100mm。垂直于方形试验片的长度方向的截面(横截面)为10mm
×
10mm的矩形。方形试验片的横截面的中央位置与奥氏体系不锈钢钢材的板宽中央位置且板厚中央位置基本一致。
[0412]
使用高频热循环装置,使方形试验片经历下述的热历程。具体而言,参见图6,将具有方形试验片的长度方向的中央位置的10mm宽度(即,长度方向中央位置左右各5mm的宽度)的中央部分60在大气中以70℃/秒从常温升温至1400℃,进而以1400℃保持10秒。其后,以20℃/秒的冷却速度将方形试验片冷却至常温。通过使方形试验片经历上述热历程,制作大线能量焊接接头模拟试验片。
[0413]
[长时间敏化处理]
[0414]
使用大线能量焊接接头模拟试验片,实施如下所述的长时间敏化处理。将大线能量焊接接头模拟试验片装入热处理炉。在热处理炉内,大线能量焊接接头模拟试验片在大气中、大气压力下、在550℃下保持10000小时(敏化处理)。将经过10000小时后的大线能量焊接接头模拟试验片从热处理炉中取出并使其冷却。
[0415]
针对实施了长时间敏化处理的大线能量焊接接头模拟试验片,实施下述的斯特劳斯抗晶间腐蚀试验和再活化率测定试验。
[0416]
[斯特劳斯抗晶间腐蚀试验(硫酸/硫酸铜腐蚀试验)]
[0417]
按照下述实施基于astm a262-15 practice e的斯特劳斯抗晶间腐蚀试验。从实施了长时间敏化处理的大线能量焊接接头模拟试验片中,切取厚2mm、宽10mm、长80mm的板状试验片,使中央部分60位于长度方向的中央位置。将板状试验片浸渍于含16%硫酸的硫酸铜试液中,使其沸腾15小时。其后,将板状试验片从硫酸铜试液中取出。针对取出的板状试验片,实施弯曲试验。弯曲试验时,在大气中,以大线能量焊接接头模拟试验片的长度方
向中央位置为中心,将板状试验片弯曲180
°
。切断弯曲后的试验片的弯曲部分。使用20倍的光学显微镜观察切断面。若观察到裂纹,求出裂纹的长度。若未观察到裂纹、或虽然观察到裂纹,但裂纹的长度为100μm以下时,判断为斯特劳斯抗晶间腐蚀试验合格(表2中为“e”(excellent))。另一方面,若观察到大于100μm的裂纹,判断为斯特劳斯抗晶间腐蚀试验不合格(表2中为“b”(bad))。
[0418]
[再活化率测定试验]
[0419]
使用实施了长时间敏化处理的大线能量焊接接头模拟试验片,实施基于astm g108-94的电化学再活化率测定试验(electrochemical reactivation test)。具体而言,从实施了长时间敏化处理的大线能量焊接接头模拟试验片的中央部分60(施加了大线能量的部分)切取板状试验片。在切取的板状试验片中,遮蔽除评价面积100mm2的表面部分以外的区域。将遮蔽的板状试验片作为电极,浸渍于温度为30℃、容量200cm3的0.5mol硫酸 0.01mol硫氰酸钾溶液中。接着,针对板状试验片,通过极化速率为100mv/分钟的线性极化,从自然电位向高电位方向扫描至300mv。以饱和甘汞电极基准计达到300mv后,立即向低电位方向扫描至原始的自然电位。测量向高电位方向(去路)施加电压时流动的电流。并且,测量向低电位方向(回路)施加电压时流动的电流。基于得到的电流值,将再活化率(%)定义为如下。
[0420]
再活化率=(回路的最大阳极电流/去路的最大阳极电流)
×
100
[0421]
再活化率越低,敏化度(degree of sensitization:dos)越低,抗敏化特性越高。本实施例中再活化率为10%以下时,判断为合格。(表2中为“e”(excellent))。另一方面,再活化率大于10%时,判断为不合格(表2中为“b”(bad))。
[0422]
在上述实施了长时间敏化处理的大线能量焊接接头模拟试验片中,若斯特劳斯抗晶间腐蚀试验合格,且再活化率为10%以下,则判断为该奥氏体系不锈钢钢材具有优异的抗敏化特性。
[0423]
[试验结果]
[0424]
将试验结果示于表2中。
[0425]
[表2]
[0426]
表2
[0427][0428]
参见表1和表2,试验编号a1~a18中,化学组成中的各元素含量适量,且f1满足满足式(1)。进一步地,残渣中的nb含量以质量%计为0.050~0.267%,且残渣中的cr含量为0.125%以下。进一步地,在斯特劳斯抗晶间腐蚀试验中,未确认到大于100μm的裂纹。进一步地,在再活化率测定试验中,再活化率为10%以下。因此,在试验编号a1~a18的奥氏体系
不锈钢钢材中,即使在大线能量焊接后在550℃下实施了10000小时敏化处理,也显示了优异的抗敏化特性。
[0429]
另一方面,试验编号b1~b3中,mo含量和/或w含量低。因此,在斯特劳斯抗晶间腐蚀试验中,确认到了大于100μm的裂纹。进一步地,在再活化率测定试验中,再活化率大于10%。即,在大线能量焊接后在550℃下实施了10000小时敏化处理后,抗敏化特性低。
[0430]
试验编号b4中,f1不满足式(1)。因此,在斯特劳斯抗晶间腐蚀试验中,确认到了大于100μm的裂纹。进一步地,在再活化率测定试验中,再活化率大于10%。即,在大线能量焊接后在550℃下实施了10000小时敏化处理后,抗敏化特性低。
[0431]
试验编号b5中,c含量高。因此,在斯特劳斯抗晶间腐蚀试验中,确认到了大于100μm的裂纹。进一步地,在再活化率测定试验中,再活化率大于10%。即,在大线能量焊接后在550℃下实施了10000小时敏化处理后,抗敏化特性低。
[0432]
试验编号b6中,f1不满足式(1)。进一步地,crnb氮化物处理工序中的800~500℃下的平均冷却速度cr小于15℃/秒。因此,残渣中的cr含量过高。因此,在斯特劳斯抗晶间腐蚀试验中,确认到了大于100μm的裂纹。进一步地,在再活化率测定试验中,再活化率大于10%。即,在大线能量焊接后在550℃下实施了10000小时敏化处理后,抗敏化特性低。
[0433]
试验编号b7中,在crnb氮化物生成处理中,热处理温度t高于t
max
。因此,残渣中的nb含量过低。因此,在斯特劳斯抗晶间腐蚀试验中,确认到了大于100μm的裂纹。进一步地,在再活化率测定试验中,再活化率大于10%。即,在大线能量焊接后在550℃下实施了10000小时敏化处理后,抗敏化特性低。
[0434]
试验编号b8中,在crnb氮化物生成处理中,热处理温度t小于1000℃。因此,残渣中的nb含量和残渣中的cr含量过高。因此,在斯特劳斯抗晶间腐蚀试验中,确认到了大于100μm的裂纹,进一步地,在再活化率测定试验中,再活化率大于10%。即,在大线能量焊接后在550℃下实施了10000小时敏化处理后,抗敏化特性低。
[0435]
试验编号b9中,虽然化学组成合适,且满足式(1),但在crnb氮化处理工序中,crnb氮化物生成参数f2小于f1。因此,残渣中的cr含量过高。其结果,在斯特劳斯抗晶间腐蚀试验中,确认到了大于100μm的裂纹。进一步地,在再活化率测定试验中,再活化率大于10%。即,在大线能量焊接后在550℃下实施了10000小时敏化处理后,抗敏化特性低。
[0436]
试验编号b10中,虽然化学组成合适,且满足式(1),但在crnb氮化处理工序中,crnb氮化物生成参数f2大于f3。因此,残渣中的nb含量过低。其结果,在斯特劳斯抗晶间腐蚀试验中,确认到了大于100μm的裂纹。进一步地,在再活化率测定试验中,再活化率大于10%。即,在大线能量焊接后在550℃下实施了10000小时敏化处理后,抗敏化特性低。
[0437]
试验编号b11中,在crnb氮化物生成处理中,热处理温度t高于t
max
。因此,残渣中的nb含量过低。因此,在斯特劳斯抗晶间腐蚀试验中,确认到了大于100μm的裂纹。进一步地,在再活化率测定试验中,再活化率大于10%。即,在大线能量焊接后在550℃下实施了10000小时敏化处理后,抗敏化特性低。
[0438]
试验编号b12中,在crnb氮化物生成处理中,热处理温度t高于t
max
。因此,残渣中的nb含量过低。因此,在斯特劳斯抗晶间腐蚀试验中,确认到了大于100μm的裂纹。进一步地,在再活化率测定试验中,再活化率大于10%。即,在大线能量焊接后在550℃下实施了10000小时敏化处理后,抗敏化特性低。
[0439]
试验编号b13中,虽然化学组成合适,且满足式(1),但在crnb氮化处理工序中,crnb氮化物生成参数f2小于f1。因此,残渣中的cr含量过高。其结果,在斯特劳斯抗晶间腐蚀试验中,确认到了大于100μm的裂纹。进一步地,在再活化率测定试验中,再活化率大于10%。即,在大线能量焊接后在550℃下实施了10000小时敏化处理后,抗敏化特性低。
[0440]
试验编号b14中,虽然化学组成合适,且满足式(1),但在crnb氮化处理工序中,crnb氮化物生成参数f2大于f3。因此,残渣中的nb含量过低。其结果,在斯特劳斯抗晶间腐蚀试验中,确认到了大于100μm的裂纹。进一步地,在再活化率测定试验中,再活化率大于10%。即,在大线能量焊接后在550℃下实施了10000小时敏化处理后,抗敏化特性低。
[0441]
试验编号b15中,虽然化学组成合适,且满足式(1),但在crnb氮化处理工序中,800~500℃下的平均冷却速度cr小于15℃/秒。因此,残渣中的cr含量过高。其结果,在斯特劳斯抗晶间腐蚀试验中,确认到了大于100μm的裂纹。进一步地,在再活化率测定试验中,再活化率大于10%。即,在大线能量焊接后在550℃下实施了10000小时敏化处理后,抗敏化特性低。
[0442]
试验编号b16中,虽然化学组成合适,且满足式(1),但在crnb氮化处理工序中,crnb氮化物生成参数f2小于f1。因此,残渣中的cr含量过高。其结果,在斯特劳斯抗晶间腐蚀试验中,确认到了大于100μm的裂纹。进一步地,在再活化率测定试验中,再活化率大于10%。即,在大线能量焊接后在550℃下实施了10000小时敏化处理后,抗敏化特性低。
[0443]
试验编号b17中,虽然化学组成合适,且满足式(1),但在crnb氮化处理工序中,crnb氮化物生成参数f2大于f3。因此,残渣中的nb含量过低。其结果,在斯特劳斯抗晶间腐蚀试验中,确认到了大于100μm的裂纹。进一步地,在再活化率测定试验中,再活化率大于10%。即,在大线能量焊接后在550℃下实施了10000小时敏化处理后,抗敏化特性低。
[0444]
实施例2
[0445]
[奥氏体系不锈钢钢材的制造]
[0446]
制造具有表3的化学组成的坯料(钢锭)。
[0447]
[表3]
[0448]
表3
[0449][0450]
表3中的空白表示对应的元素含量小于检测限。小于检测限时,看做不包含该元素。需要说明的是,表3中的“任选元素等”栏中记载了含有的任选元素或杂质元素和其含量(质量%)。例如,试验编号a3中,示出了含有0.08%的ti,含有0.16%的v,含有0.005%的作为杂质的sn。对于作为杂质元素的sn、as、zn、pb、sb,所有的试验编号中,sn含量为0~0.010%,as含量为0~0.010%,zn含量为0~0.010%,pb含量为0~0.010%,sb含量为0~0.010%。
[0451]
使用钢水,制造具有表3的化学组成、外径为120mm的30kg的钢锭。对钢锭实施热锻,得到厚度30mm的坯料。热锻前的钢锭的温度为1150℃。进一步地,对坯料实施热轧,制造厚度15mm的钢材(钢板)。热加工(热轧)前的坯料温度为1150℃。热轧后的钢材的结束温度为900℃以上。
[0452]
对热轧后的钢材实施crnb氮化物生成处理。crnb氮化物生成处理中的各试验编号的t
max
如表4所示。试验编号a1~a13和b1~b8以及b11~14中,热处理温度t为1000℃以上且t
max
以下。另一方面,试验编号b9中,热处理温度t大于t
max
。另外,试验编号b10中,热处理温度t小于1000℃。
[0453]
进一步地,各试验编号的crnb氮化物生成参数f2和f1以及f3如表4所示。表4的“f1≤f2”栏中,“t”表示f1≤f2。“f”表示f1>f2。表4的“f2≤f3”栏中,“t”表示f2≤f3。“f”表示f2>f3。
[0454]
进一步地,试验编号a1~a13、b1~b10、b12~b14的crnb氮化物生成处理中的800~500℃的平均冷却速度cr为15℃/秒以上。另一方面,试验编号b11的800~500℃的平均冷却速度cr小于15℃/秒。通过上述工序,制造奥氏体系不锈钢钢材。
[0455]
[耐环烷酸腐蚀性评价试验]
[0456]
从各试验编号的奥氏体系不锈钢钢材的宽度中央位置且板厚中央位置切取厚2mm、宽10mm、长30mm的试验片。试验片的长度方向与钢材的长度方向(轧制方向)平行。将切取的试验片在常压下、200℃的100%环己烷羧酸溶液中浸渍720小时。浸渍720小时后,使用丙酮将试验片超声波清洗3分钟。
[0457]
算出试验前的试验片的质量与超声波清洗后的试验片的质量之差作为腐蚀失重。进一步地,根据试验片的表面积、比重和试验时间求出腐蚀速度(mm/年)。腐蚀速度为0.01mm/年以下时,判断为耐环烷酸腐蚀性优异(在表4中的“耐环烷酸腐蚀性”栏中,标记为“e”)。另一方面,腐蚀速度大于0.01mm/年时,判断为耐环烷酸腐蚀性低(在表4中的“耐环烷酸腐蚀性”栏中,标记为“b”)。
[0458]
[大线能量焊接接头模拟试验片的制作]
[0459]
使用制造的奥氏体系不锈钢钢材,通过下述的方法,制作模拟了通过大线能量焊接制造的焊接接头的大线能量焊接接头模拟试验片。
[0460]
切取包括各试验编号的奥氏体系不锈钢钢材的板宽中央位置且板厚中央位置的方形试验片。方形试验片的长度方向与奥氏体系不锈钢钢材的长度方向平行。方形试验片的长度为100mm。垂直于方形试验片的长度方向的截面(横截面)为10mm
×
10mm的矩形。方形试验片的横截面的中央位置与奥氏体系不锈钢钢材的板宽中央位置且板厚中央位置基本一致。
[0461]
使用高频热循环装置,使方形试验片经历下述的热历程。具体而言,参见图6,将方形试验片的长度方向的中央位置的10mm宽度部分60在大气中以100℃/秒从常温升温至1350℃。并在1350℃下保持1~60秒。其后,以20℃/秒的冷却速度将方形试验片冷却至常温。通过使方形试验片经历上述热历程,制作大线能量焊接接头模拟试验片50。
[0462]
[平均晶粒直径r1和r2测定试验]
[0463]
使用大线能量焊接接头模拟试验片50,按照下述的方法测定平均晶粒直径r1和r2。大线能量焊接接头模拟试验片50的长度方向的中央位置的10mm宽度部分的区域60相当于焊接接头的haz的范围dref(再现haz组织)。为此,将区域60认定haz的范围dref(再现haz组织)60。切取以范围dref60的表面为观察面的样品。对观察面进行镜面研磨。其后,根据jis g 0551(2013),通过切割法求出任意3个视场的晶粒度序号。每个视场为100μm
×
100μm。求出得到的3个晶粒度序号的算术平均值,将其定义为平均晶粒度序号。根据得到的平均晶粒度序号求出平均晶粒直径r1(μm)。
[0464]
同样地,将自大线能量焊接接头模拟试验片50的长度方向中的端部起25mm的位置认定为通常部70。在通常部70中,通过下述的方法测定平均晶粒直径r2。切取以大线能量焊接接头模拟试验片50的通常部70的表面为观察面的样品。对观察面进行镜面研磨。其后,根据jis g 0551(2013),通过切割法求出任意3个视场的晶粒度序号。每个视场为100μm
×
100μm。求出得到的3个晶粒度序号的算术平均值,将其定义为平均晶粒度序号。根据得到的平均晶粒度序号求出平均晶粒直径r2(μm)。
[0465]
根据求出的范围dref60中的平均晶粒直径r1和通常部70中的平均晶粒直径r2,求出r1/r2。将求出的r1/r2示于表4的“r1/r2”栏中。另外,表4的“式(4)”栏中,“t”表示r1/r2为4.8以下,满足式(4)。另一方面,“式(4)”栏中,“f”表示r1/r2大于4.8,不满足式(4)。
[0466]
[耐连多硫酸scc性评价试验]
[0467]
使用大线能量焊接接头模拟试验片,实施如下所述的长时间敏化处理试验。将大线能量焊接接头模拟试验片装入热处理炉。在热处理炉内,将大线能量焊接接头模拟试验片在大气中、大气压力下、在550℃下保持10000小时(敏化处理)。将经过10000小时后的大线能量焊接接头模拟试验片从热处理炉中取出,并使其冷却。
[0468]
从经过长时间敏化处理后的大线能量焊接接头模拟试验片,切取厚2mm、宽10mm、长75mm的板状试验片,使范围dref60位于长度方向的中央位置。使用切取的板状试验片,按照下述方法实施耐连多硫酸scc性评价试验。将板状试验片绕内侧半径5mm的冲头弯曲形成u形弯曲形状。将u形弯曲形状的试验片于常温下在用硫酸将ph调整为2的1%k2s4o6溶液中浸渍100小时。在浸渍后的试验片中,将弯曲后的试验片的弯曲部分沿与长度方向垂直的方向切断,使用20倍的光学显微镜观察切断面。若观察到裂纹,求出切断面上的裂纹的深度。若未观察到裂纹,则判断为耐连多硫酸scc性极其优异(表4中的“耐ptascc性”栏中,标记为“e”(excellent))。切断面上虽然观察到裂纹,但裂纹的深度小于20μm时,判断为耐连多硫酸scc性优异(表4中的“耐ptascc性”栏中,标记为“g”(good))。切断面上观察到裂纹,且裂纹的深度为20μm以上时,判断为耐连多硫酸scc性低(表4中的“耐ptascc性”栏中,标记为“b”(bad))。
[0469]
[耐液化裂纹性评价试验]
[0470]
在大线能量焊接接头模拟试验片50的长度方向的中央位置(即,范围dref60的范围内),沿与长度方向垂直的方向切断。将切断面作为观察面。使用混合酸蚀刻观察面。用400倍的光学显微镜观察蚀刻后的观察面的任意3个视场(各视场均为250μm
×
250μm)。在观察到的3个视场中,判断晶界处是否存在部分熔化痕迹。
[0471]
在3个视场的切断面上,晶界处发生的部分熔化痕迹中,未观察到长度为25μm以上的部分熔化痕迹,判断为耐液化裂纹性非常高(表4中的“耐液化裂纹性”栏中,标记为“e”(excellent))。在晶界处发生的部分熔化痕迹中,虽然观察到长度为25μm以上的部分熔化痕迹,但未观察到长度为50μm以上的部分熔化痕迹时,判断为耐液化裂纹性高(表4中的“耐液化裂纹性”栏中,标记为“g”(good))。只要观察到1个长度为50μm以上的部分熔化痕迹,判断为耐液化裂纹性低(表4中的“耐液化裂纹性”栏中,标记为“b”(bad))。
[0472]
[试验结果]
[0473]
将试验结果示于表4中。
[0474]
[表4]
[0475]
表4
[0476][0477]
参见表3和表4,试验编号a1~a13中,化学组成中的各元素含量适量,且满足式(1)~式(3)。进一步地,残渣中的nb含量以质量%计为0.065~0.245%,cr含量以质量%计为0.104%以下。因此,耐连多硫酸scc性和耐环烷酸腐蚀性优异。进一步地,耐液化裂纹性也优异。
[0478]
另外,试验编号a1~a12中,大线能量焊接接头模拟试验片中的范围dref的平均晶粒直径r1和通常部的平均晶粒直径r2满足式(4)。因此,耐连多硫酸scc性极其高,耐液化裂纹腐蚀性极其高。
[0479]
另一方面,试验编号b1中,虽然化学组成中的各元素含量适量,但f2大于式(2)的上限,f3大于式(3)的上限。其结果,耐液化裂纹性低。
[0480]
试验编号b2中,mo含量低。进一步地,f3小于式(3)的下限。因此,耐连多硫酸scc性和耐环烷酸腐蚀性低。
[0481]
试验编号b3中,mo含量低。因此,耐环烷酸腐蚀性低。
[0482]
试验编号b4中,f3小于式(3)的下限。因此,耐连多硫酸scc性低。
[0483]
试验编号b5中,f2小于式(2)的下限。因此,耐连多硫酸scc性低。
[0484]
试验编号b6中,f2大于式(2)的上限。其结果,耐液化裂纹性低。
[0485]
试验编号b7中,f3小于式(3)的下限。其结果,耐连多硫酸scc性低。
[0486]
试验编号b8中,f3大于式(3)的上限。其结果,耐液化裂纹性低。
[0487]
试验编号b9中,crnb氮化物生成处理的热处理温度t大于t
max
。因此,残渣中的nb含量过低。其结果,耐连多硫酸scc性低。
[0488]
试验编号b10中,crnb氮化物生成处理的热处理温度t过低。因此,残渣中的cr含量高。其结果,耐液化裂纹性低。
[0489]
试验编号b11中,在crnb氮化物生成处理中,平均冷却速度cr过慢。因此,残渣中的nb含量高,残渣中的cr含量高。其结果,耐连多硫酸scc性低。
[0490]
试验编号b12中,虽然化学组成合适,且满足式(1)~式(3),但在crnb氮化处理工序中,crnb氮化物生成参数f2小于f1。因此,残渣中的cr含量过高。其结果,耐连多硫酸scc性低。
[0491]
试验编号b13中,虽然化学组成合适,且满足式(1)~式(3),但在crnb氮化处理工序中,crnb氮化物生成参数f2大于f3。因此,残渣中的nb含量过低。其结果,耐连多硫酸scc性低。
[0492]
试验编号b14中mo含量低。因此,耐环烷酸腐蚀性低。
[0493]
以上,对本发明的实施方式进行了说明。但是,上述实施方式仅仅是用于实施本发明的示例。因此,本发明不限于上述实施方式,在不脱离其主旨的范围内,可以对上述实施方式进行适当变形来实施。
[0494]
附图标记说明
[0495]1ꢀꢀꢀꢀ
焊接接头
[0496]
100
ꢀꢀ
奥氏体系不锈钢钢材(母材)
[0497]
101
ꢀꢀ
焊接热影响部(haz)
[0498]
102
ꢀꢀ
通常部
[0499]
200
ꢀꢀ
焊接金属
[0500]
200e 熔合线
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
