1.本发明涉及太阳能电池组件技术领域,尤其是涉及一种太阳能电池组件的结构及其制备方法。
背景技术:
2.晶硅太阳能电池是一种有效吸收太阳辐射能,利用光生伏打效应把光能转换成电能的器件,当太阳光照在半导体p-n结上,形成新的空穴-电子对,在p-n结电场的作用下,空穴由 n区流向p区,电子由p区流向n区,接通电路后就形成电流。
3.目前主流的perc电池为了适应常规的组件焊接技术,背面除了铝栅线钝化接触,还需要背银通过焊带将电流导出。该种结构存在下列缺陷:1、背银耗用在电池成本里占据了一定份额,提高了太阳能电池组件的成本;2、背银为了保证可靠性,通常对电池有不良的影响,背银区域el发黑,会造成电池效率一定程度的损失。
技术实现要素:
4.本发明所要解决的技术问题是提供一种电池效率高、可靠性良好,且成本降低的太阳能电池组件的结构及其制备方法。
5.本发明所采用的技术方案是,一种太阳能电池组件的结构,包括组件本体,所述组件本体包括至少一块电池片以及若干条导电带本体,所述电池片包括电池片正面和电池片背面,电池片正面印刷有若干条正面主栅线,电池片背面印刷有若干条背面主栅线,所述电池片背面采用无背银结构,所述电池片的每条正面主栅线上分别平铺有一条导电带本体,平铺在每条正面主栅线上的每条导电带本体通过焊接的方式与电池片的正面主栅线贴合焊接在一起,所述电池片的每条背面主栅线上也分别平铺有一条导电带本体,平铺在每条背面主栅线上的每条导电带本体通过抽真空层压的方式与电池片的背面主栅线压合在一起。
6.本发明的有益效果是:采用上述太阳能电池组件的结构,该结构中电池片背面采用无背银结构,即取消了印刷背面银浆,正面主栅线上的导电带本体通过焊接的方式与电池片的正面主栅线贴合焊接在一起,背面主栅线上的导电带本体直接通过真空层压的方式与背面主栅线压合连接在一起,从而通过导电带本体将电流导出;该结构中一旦不使用背银,那么就不存在背银区域的复合影响,与原有技术相比,其电池效率更高,且可靠性良好;并且一旦不使用背银,大大降低生产成本。
7.作为优选,所述电池片的数量为一块,每条导电带本体均包括两段,其中一段为第一导电带,另一段为与第一导电带连接的第二导电带,所述若干条导电带本体分成两组,其中一组导电带本体的第一导电带分别对应平铺在该块电池片的每条正面主栅线上,并通过焊接的方式与该块电池片上的正面主栅线焊接在一起,其中另一组导电带本体的第二导电带分别对应平铺在该块电池片的每条背面主栅线上,并通过抽真空层压的方式与该块电池片上的背面主栅线压合在一起,采用该结构,当电池片为一片时,电池片的每条正面主栅线
对应与第一导电带焊接在一起,电池片的每条背面主栅线对应与第二导电带抽真空层压连接在一起,这样就能将电流正常的导出,该结构无需使用背银,电池效率更高,可靠性良好,大大降低生产成本。
8.作为优选,所述电池片的数量为两块以上,每条导电带本体均包括两段,其中一段为第一导电带,另一段为与第一导电带连接的第二导电带,相邻两块电池片之间通过导电带本体串联连接,导电带本体的第一导电带通焊接在一块电池片的正面主栅线上,与第一导电带连接的第二导电带通过抽真空层压的方式压合在与该块电池片相邻的另一块电池片的背面主栅线上,采用该结构,通过导电带本体将两两电池片之间串联在一起,取消了原有技术中的背银结构,提高了电池效率,保证了良好的电池片组件的可靠性,且成本降低。
9.作为优选,所述第一导电带的横截面为三角形结构,所述第二导电带的横截面为扁平结构,采用该结构,通过将导电带本体分段设计成两段,其中的第一导电带的横截面为三角形结构,第二导电带的横截面为扁平结构,这种特殊结构的导电带本体可以提升太阳能电池组件的功率和质量;位于电池片正面的三角形结构的第一导电带,其接触电阻会更低,填充因子也会更高,且可以大幅度提高电池片对入射光的利用率;位于电池片背面的扁平结构的第二导电带,可以大大降低电池片的隐裂比例和碎片,提高电池组件质量和可靠性。
10.作为优选,第一导电带与第二导电带为一体成型结构,采用该结构,可以方便太阳能电池片组件的工艺制备,保证导电带本体能够可靠地与电池片焊接在一起,并且方便工厂零部件管理。
11.作为优选,所述组件本体还包括位于电池片上方的第一eva膜以及位于电池片下方的第二eva膜,所述电池片的正面主栅线上的第一导电带位于第一eva膜与电池片之间,所述电池片的背面主栅线上的第二导电带位于第二eva膜与电池片之间,所述第一eva膜、第一导电带、电池片、第二导电带以及第二eva膜通过抽真空层压的方式压合在一起,采用该结构,取消了原有技术中的背银结构,提高了电池效率,保证了良好的电池片组件的可靠性,且成本降低。
12.作为优选,所述第一导电带包括顶端部以及底面,所述顶端部与第一eva膜的背面压合在一起,所述底面与电池片正面的正面主栅线焊接在一起,采用该结构,保证了三角形结构的第一导电带压合在第一eva膜和电池片正面之间,该种结构的第一导电带,其与电池片的接触面积远远大于圆柱形导电带本体与电池片的接触面积,从而导致接触电阻更低,填充因子更高;并且该结构在保证不使用背银的情况下,具备更优秀的反光性能,可大幅提高电池片对入射光的利用率;三角形结构的导电带本体相比于圆型导电带本体,用料降低了大约50%,大幅降低材料成本。
13.作为优选,所述第二导电带包括第一平面以及第二平面,所述第一平面与电池片背面的背面主栅线压合在一起,所述第二平面与第二eva膜的正面压合在一起,采用该结构,扁平结构的第二导电带压合在第二eva膜和电池片背面之间,扁平结构的第二导电带与电池片的接触面积更大,接触也电阻更低,并且扁平结构的第二导电带可以大大降低电池片的隐裂比例和碎片,提高太阳能电池组件质量和可靠性。
14.作为优选,组件本体还包括与第一eva膜压合在一起的玻璃以及与第二eva膜压合在一起的背板,采用该结构,组成了一个完整的太阳能电池组件,该太阳能电池组件的电池
效率高、可靠性良好,且成本降低。
15.一种太阳能电池组件的制备方法,该方法包括的步骤为:
16.(1)、依次采用一次制绒、低压扩散、激光se、刻蚀、氧化、背膜、正膜、背面激光开模、印刷背面主栅线以及印刷正面主栅线来完成电池片的制备,所述背面主栅线为铝制栅线,正面主栅线为银制栅线;
17.(2)、若需制备的电池组件中的电池片的数量为一块时,将一组导电带本体中的每段第一导电带的底面对应焊接在电池片正面的每条正面主栅线上,将另一组导电带本体中的每段第二导电带的第一平面对应抽真空层压在电池片背面的每条背面主栅线上;若需制备的电池组件中的电池片的数量为两块以上时,将导电带本体的第一导电带的底面对应焊接在电池片正面的正面主栅线上,将与第一导电带连接的第二导电带的第一平面对应抽真空层压在相邻电池片的背面的背面主栅线上;
18.(3)、在背板上铺设第二eva膜,再将电池片背面铺设在第二eva膜上,第二导电带的第二平面与第二eva膜贴合,然后将电池片正面铺设在第一eva膜上,第一导电带的顶端部与第一eva膜贴合,最后将玻璃盖在第一eva膜上,组成电池片组件;
19.(4)、对电池片组件进行抽真空层压;
20.(5)、安装铝边框,打上密封胶,完成电池片组件的制备。
21.采用上述太阳能电池组件的制备方法,该方法中无需使用背银,降低了太阳能电池组件的制备成本;该方法中一旦不使用背银,那么就不存在背银区域的复合影响,与原有技术相比,其电池效率更高;并且这种特殊结构的导电带本体可以提升太阳能电池组件的功率和质量;位于电池片正面的三角形结构的第一导电带,其接触电阻更低,填充因子更高,且可以大幅度提高电池片对入射光的利用率;位于电池片背面的扁平结构的第二导电带,可以大大降低电池片的隐裂比例和碎片,提高电池组件质量和可靠性。
22.作为优选,对电池片组件进行抽真空层压的层压温度在140℃~160℃之间,压力为 0.6kpa~0.9kpa大气压之间,时间为400s~600s之间,采用该种方式可以保证层压的可靠性以及提高电池片组件的质量。
附图说明
23.图1为本发明中一种太阳能电池组件的结构的示意图;
24.图2为本发明中当电池片数量为两块以上时的一种太阳能电池组件的结构示意图;
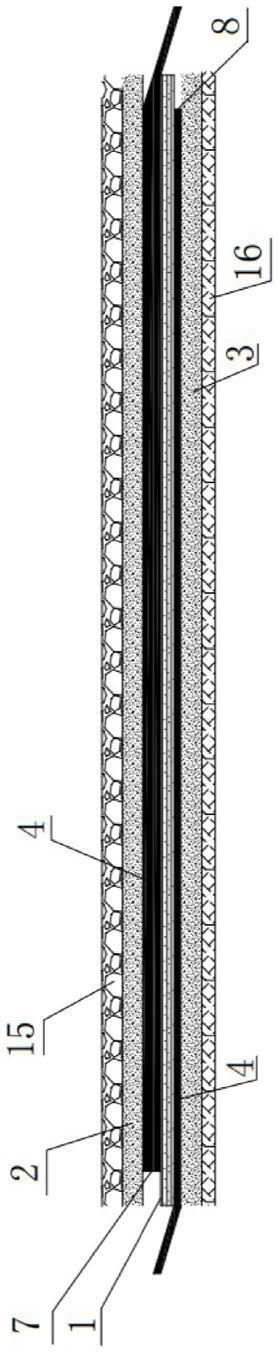
25.图3为本发明一种太阳能电池组件的结构的侧视图;
26.图4为图3中a处的放大图;
27.图5为本发明中导电带本体的侧视图;
28.如图所示:1、电池片;2、第一eva膜;3、第二eva膜;4、导电带本体;5、电池片正面;6、电池片背面;7、第一导电带;8、第二导电带;9、第一横截面;10、第二横截面;11、顶端部;12、底面;13、第一平面;14、第二平面;15、玻璃;16、背板;17、相邻电池片。
具体实施方式
29.以下参照附图并结合具体实施方式来进一步描述发明,以令本领域技术人员参照
说明书文字能够据以实施,本发明保护范围并不受限于该具体实施方式。
30.本领域技术人员应理解的是,在本发明的公开中,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系是基于附图所示的方位或位置关系,其仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此上述术语不能理解为对本发明的限制。
31.实施例1:
32.一种太阳能电池组件的结构,包括组件本体,如图1所示,所述组件本体包括一块电池片1以及若干条导电带本体4,所述电池片1包括电池片正面5和电池片背面6,电池片正面 5印刷有若干条正面主栅线,电池片背面6印刷有若干条背面主栅线,所述电池片背面采用无背银结构,背银是本领域的一个专用术语,即在电池片背面的背面主栅线上的特定区域印刷上银浆,用来导出电流,而本发明取消了背银结构,即无背银结构,所述电池片1的每条正面主栅线上分别平铺有一条导电带本体4,即每条正面主栅线上都铺有导电带本体4,其中平铺在电池片1的每条正面主栅线上的每条导电带本体4通过焊接的方式与电池片1的正面主栅线焊接在一起,所述电池片1的每条背面主栅线上也分别平铺有一条导电带本体4,即每条背面主栅线上都铺有导电带本体4,其中平铺在电池片1的每条背面主栅线上的每条导电带本体4通过抽真空层压的方式与电池片1的背面主栅线压合在一起。
33.图1中的该结构中电池片背面采用无背银结构,即取消了印刷背面银浆,正面主栅线上的每条导电带本体4通过焊接的方式与电池片1的正面主栅线焊接在一起,平铺在电池片1 的每条背面主栅线上的每条导电带本体4直接通过抽真空层压的方式与电池片1的背面主栅线压合在一起,最终通过导电带本体4将电流导出;该结构中一旦不使用背银,那么就不存在背银区域的复合影响,与原有技术相比,其电池效率更高,且可靠性良好;并且一旦不使用背银,且大大降低生产成本。
34.如图5所示,每条导电带本体4均包括两段,其中一段为第一导电带7,另一段为与第一导电带7连接的第二导电带8,所述若干条导电带本体4分成两组,如图1所示,其中一组导电带本体4的第一导电带7分别对应平铺在该块电池片1的每条正面主栅线上,并通过焊接的方式与该块电池片1上的正面主栅线焊接在一起,其中另一组导电带本体4的第二导电带8分别对应平铺在该块电池片1的每条背面主栅线上,并通过抽真空层压的方式与该块电池片1上的背面主栅线压合在一起,采用该结构,当电池片1为一片时,电池片1的每条正面主栅线对应与第一导电带7焊接在一起,电池片1的每条背面主栅线对应与第二导电带 8抽真空层压连接在一起,这样就能将电流正常的导出,该结构无需使用背银,电池效率更高,可靠性良好,大大降低生产成本。
35.如图3所示,第一导电带7的横截面为三角形结构,所述第二导电带8的横截面为扁平结构,从图中可以看出,第一导电带7包括第一横截面9,第一横截面9为三角形结构,三角形的底边边长为0.2-0.35mm,高度为0.1-0.2mm;所述第二导电带8为扁平结构,从图中可以看出,第二导电带8包括第二横截面10,第二横截面10为矩形结构,该矩形的厚度 0.030-0.080mm、宽度0.5-1.2mm,图1中,一条导电带本体4的第一导电带7焊接在一块电池片1的正面主栅线上,与第一导电带7连接的第二导电带8对应压合在电池片1的背面主栅线上。
36.通过将导电带本体4分段设计成两段,其中的第一导电带7为三角形结构,第二导
电带 88为扁平结构,这种特殊结构的导电带本体4可以提升太阳能电池组件的功率和质量;位于电池片正55的三角形结构的第一导电带7,在压合时与电池片1的接触面积远远大于圆型导电带本体4与电池片1的接触面积,那么接触电阻就会更低,填充因子更高,同时扁平导电带本体4与电池片1的接触面积也是更大,接触电阻也更低;截面为三角形结构的第一导电带7还具备更加优秀的反光性能,即三角形的两个斜面可以同时来反光,这样就可大幅提高电池片1对入射光的利用率;位于电池片背面6的扁平结构的第二导电带8,在层压的过程中,相比于原有技术中的结构,它可以大大降低电池片1的隐裂比例和碎片,提高电池组件质量和可靠性。
37.如图5所示,第一导电带7与第二导电带8为一体成型结构,采用该结构,可以方便太阳能电池片1组件的工艺制备,保证导电带本体4能够可靠地与电池片1焊接在一起,并且方便工厂零部件管理。
38.如图1所示,所述组件本体还包括位于电池片1上方的第一eva膜2以及位于电池片1 下方的第二eva膜3,所述电池片1的正面主栅线上的第一导电带7位于第一eva膜2与电池片1之间,所述电池片1的背面主栅线上的第二导电带8位于第二eva膜3与电池片1之间,所述第一eva膜2、第一导电带7、电池片1、第二导电带8以及第二eva膜3通过抽真空层压的方式压合在一起,采用该结构,取消了原有技术中的背银结构,提高了电池效率,保证了良好的电池片1组件的可靠性,且成本降低。
39.如图4所示,所述第一导电带7包括顶端部11以及底面12,所述顶端部11与第一eva 膜2的背面压合在一起,所述底面12与电池片正面5的正面主栅线焊接在一起,采用该结构,保证了正置的三角形结构的第一导电带7在第一eva膜2和电池片正面5之间,该种结构的第一导电带7,其与电池片1的接触面积远远大于圆柱形导电带本体4与电池片1的接触面积,从而导致接触电阻更低,填充因子更高;并且该结构在保证不使用背银的情况下,具备更优秀的反光性能,可大幅提高电池片1对入射光的利用率;三角形结构的导电带本体4相比于圆型导电带本体4,用料降低了大约50%,大幅降低材料成本。
40.如图4所示,所述第二导电带8包括第一平面13以及第二平面14,所述第一平面13与电池片背面6的背面主栅线压合在一起,所述第二平面14与第二eva膜3的正面压合在一起,采用该结构,扁平结构的第二导电带8压合在第二eva膜3和电池片背面6之间,扁平结构的第二导电带8与电池片1的接触面积更大,接触也电阻更低,并且扁平结构的第二导电带8可以大大降低电池片1的隐裂比例和碎片,提高太阳能电池组件质量和可靠性。
41.如图1所示,组件本体还包括与第一eva膜2的正面压合在一起的玻璃15以及与第二 eva膜3的背面压合在一起的背板16,采用该结构,组成了一个完整的太阳能电池组件,该太阳能电池组件的电池效率高、可靠性良好,且成本降低。
42.一种太阳能电池组件的制备方法,该方法包括的步骤为:
43.(1)、依次采用一次制绒、低压扩散、激光se、刻蚀、氧化、背膜、正膜、背面激光开模、印刷背面主栅线以及印刷正面主栅线来完成电池片1的制备,背面主栅线为铝制栅线,正面主栅线为银制栅线;
44.(2)、将一组导电带本体4中的每段第一导电带7的底面12对应焊接在电池片正面5 的每条正面主栅线上,将另一组导电带本体4中的每段第二导电带8的第一平面13对应抽真空层压在电池片背面6的每条背面主栅线上;
45.(3)、在背板16上铺设第二eva膜3,再将电池片背面6铺设在第二eva膜3上,第二导电带8的第二平面14与第二eva膜3贴合,然后将电池片正面5铺设在第一eva膜2上,第一导电带7的顶端部11与第一eva膜2贴合,最后将玻璃15盖在第一eva膜2上,组成电池片1组件;
46.(4)、对电池片1组件进行抽真空层压;
47.(5)、安装铝边框,打上密封胶,完成电池片1组件的制备。
48.对电池片1组件进行抽真空层压的层压温度在140℃~160℃之间,压力为
49.0.6kpa~0.9kpa大气压之间,时间为400s~600s之间,采用该种方式可以保证层压的可靠性以及提高电池片1组件的质量。
50.实施例2:
51.一种太阳能电池组件的结构,包括组件本体,如图2所示,所述组件本体包括两块以上电池片1以及若干条导电带本体4,所述电池片1包括电池片正面5和电池片背面6,电池片正面5印刷有若干条正面主栅线,电池片背面6印刷有若干条背面主栅线,所述电池片背面采用无背银结构,背银是本领域的一个专用术语,即在电池片背面的背面主栅线上的特定区域印刷上银浆,用来导出电流,而本发明取消了背银结构,即无背银结构,所述电池片1的每条正面主栅线上分别平铺有一条导电带本体4,平铺在每条正面主栅线上的每条导电带本体4通过焊接的方式与电池片1的正面主栅线压合在一起,所述电池片1的每条背面主栅线上也分别平铺有一条导电带本体4,平铺在每条背面主栅线上的每条导电带本体4通过抽真空层压的方式与电池片1的背面主栅线压合在一起。
52.该结构中电池片背面采用无背银结构,即取消了印刷背面银浆,正面主栅线上的导电带本体与正面主栅线焊接在一起,背面主栅线上的导电带本体与背面主栅线通过真空层压的方式压合连接在一起,从而通过导电带本体4将电流导出;该结构中一旦不使用背银,那么就不存在背银区域的复合影响,与原有技术相比,其电池效率更高,且可靠性良好;并且一旦不使用背银,且大大降低生产成本。
53.如图5所示,每条导电带本体4均包括两段,其中一段为第一导电带7,另一段为与第一导电带7连接的第二导电带8,如图2所示,相邻两块电池片1之间通过导电带本体4串联连接,导电带本体4的第一导电带7通过焊接在一块电池片1的正面主栅线上,与第一导电带7连接的第二导电带8通过抽真空层压的方式压合在与该块电池片1相邻电池片17的背面主栅线上。
54.如图3所示,所述第一导电带7的横截面为三角形结构,所述第二导电带8的横截面为扁平结构,采用该结构,通过将导电带本体4分段设计成两段,其中的第一导电带7的横截面为三角形结构,第二导电带8的横截面为扁平结构,这种特殊结构的导电带本体4可以提升太阳能电池组件的功率和质量;位于电池片正面5的三角形结构的第一导电带7,其接触电阻会更低,填充因子也会更高,且可以大幅度提高电池片1对入射光的利用率;位于电池片背面6的扁平结构的第二导电带8,可以大大降低电池片1的隐裂比例和碎片,提高电池组件质量和可靠性。
55.从图3中可以看出,第一导电带7包括第一横截面9,第一横截面9为正置的三角形结构,三角形的底边边长为0.2-0.35mm,高度为0.1-0.2mm,所述第二导电带8为扁平结构,从图3中可以看出,第二导电带8包括第二横截面10,第二横截面10为矩形结构,该矩形的厚度0.030-0.080mm、宽度0.5-1.2mm,两块相邻的电池片1之间通过导电带本体4串联连接的
具体结构为:一条导电带本体4的第一导电带7焊接在一块电池片1的正面主栅线上,而它的第二导电带8就对应压合在与这块电池片11存在相邻关系的另一块电池片1(即相邻电池片117)的背面主栅线上。
56.该结构取消了原有技术中的背银结构,降低了太阳能电池组件的制备成本;该结构中一旦不使用背银,那么就不存在背银区域的复合影响,与原有技术相比,其电池效率更高;通过将导电带分段设计成两段,其中的第一导电带7为三角形结构,第二导电带8为扁平结构,这种特殊结构的导电带可以提升太阳能电池组件的功率和质量;位于电池片正面5的三角形结构的第一导电带7,其接触电阻更低,填充因子更高,且可以大幅度提高电池片1对入射光的利用率;位于电池片背面6的扁平结构的第二焊带8,可以大大降低电池片1的隐裂比例和碎片,提高电池组件质量和可靠性。
57.如图5所示,第一导电带7与第二导电带8为一体成型结构,采用该结构,可以方便太阳能电池片1组件的工艺制备,保证导电带本体4能够可靠地与电池片1焊接在一起,并且方便工厂零部件管理。
58.如图3所示,所述组件本体还包括位于电池片1上方的第一eva膜2以及位于电池片1 下方的第二eva膜3,所述电池片1的正面主栅线上的第一导电带7位于第一eva膜2与电池片1之间,所述电池片1的背面主栅线上的第二导电带8位于第二eva膜3与电池片1之间,所述第一eva膜2、第一导电带7、电池片1、第二导电带8以及第二eva膜3通过抽真空层压的方式压合在一起,采用该结构,取消了原有技术中的背银结构,提高了电池效率,保证了良好的电池片1组件的可靠性,且成本降低。
59.如图4所示,所述第一导电带7包括顶端部11以及底面12,所述顶端部11与第一eva 膜2的背面压合在一起,所述底面12与电池片正面5的正面主栅线焊接在一起,采用该结构,保证了正置的三角形结构的第一导电带7在第一eva膜2和电池片正面5之间,该种结构的第一导电带7,其与电池片1的接触面积远远大于圆柱形导电带本体4与电池片1的接触面积,从而导致接触电阻更低,填充因子更高;并且该结构在保证不使用背银的情况下,具备更优秀的反光性能,可大幅提高电池片1对入射光的利用率;三角形结构的导电带本体4相比于圆型导电带本体4,用料降低了大约50%,大幅降低材料成本。
60.如图4所示,所述第二导电带8包括第一平面13以及第二平面14,所述第一平面13与电池片背面6的背面主栅线压合在一起,所述第二平面14与第二eva膜3的正面压合在一起,采用该结构,扁平结构的第二导电带8压合在第二eva膜3和电池片背面6之间,扁平结构的第二导电带8与电池片1的接触面积更大,接触也电阻更低,并且扁平结构的第二导电带 8可以大大降低电池片1的隐裂比例和碎片,提高太阳能电池组件质量和可靠性。
61.如图2所示,组件本体还包括与第一eva膜2的正面压合在一起的玻璃15以及与第二 eva膜3的背面压合在一起的背板16,采用该结构,组成了一个完整的太阳能电池组件,该太阳能电池组件的电池效率高、可靠性良好,且成本降低。
62.一种太阳能电池组件的制备方法,该方法包括的步骤为:
63.(1)、依次采用一次制绒、低压扩散、激光se、刻蚀、氧化、背膜、正膜、背面激光开模、印刷背面主栅线以及印刷正面主栅线来完成电池片1的制备,所述背面主栅线为铝制栅线,正面主栅线为银制栅线;
64.(2)、将导电带本体4的第一导电带7的底面12对应焊接在电池片正面5的正面主栅
线上,将与第一导电带7连接的第二导电带8的第一平面13对应抽真空层压在相邻电池片 171的背面的背面主栅线上;
65.(3)、在背板16上铺设第二eva膜3,再将电池片背面6铺设在第二eva膜3上,第二导电带8的第二平面14与第二eva膜3贴合,然后将电池片正面5铺设在第一eva膜2上,第一导电带7的顶端部11与第一eva膜2贴合,最后将玻璃15盖在第一eva膜2上,组成电池片1组件;
66.(4)、对电池片1组件进行抽真空层压;
67.(5)、安装铝边框,打上密封胶,完成电池片1组件的制备。
68.对电池片1组件进行抽真空层压的层压温度在140℃~160℃之间,压力为
69.0.6kpa~0.9kpa大气压之间,时间为400s~600s之间,采用该种方式可以保证层压的可靠性以及提高电池片1组件的质量。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
