1.本发明涉及一种具有多个光学部件的脉冲压缩器,这些光学部件中的至少一个是衍射光栅,并且本发明还涉及一种用于校准和固定脉冲压缩器的至少一个光学部件的方法。
背景技术:
2.脉冲压缩器用于所谓的啁啾脉冲放大(cpa),以便产生具有高达佩塔瓦特(petawatt)范围的最大脉冲峰值功率的激光脉冲。这种高峰值功率不能由激光束源直接产生,因为激光器的增益介质通常会被非线性光学效应破坏。因此,在放大之前,激光脉冲在脉冲展宽器中时间上被展宽,由此会降低所述激光脉冲的脉冲峰值功率,并且所述激光脉冲然后穿过增益介质。在放大之后,激光脉冲被压缩,并且于是具有相应更高的功率密度。
3.由于出现的高强度,压缩器通常由自由射束部件组成。在基于衍射光栅的光栅压缩器的情况下,激光通常被衍射四次。例如,存在具有唯一光栅的实施方式,激光穿过该唯一光栅四次,并且存在具有两个光栅(例如特拉塞(treacy)压缩器)和具有四个光栅的实施方式。
4.压缩器的光学部件通常借助机械保持器保持和校准。为了产生高脉冲能量而需要非常大的展宽因子和压缩因子。对于基于cpa技术的激光器,这需要脉冲压缩器的非常高的光学机械稳定性,这借助机械保持器难以实现。
技术实现要素:
5.因此,本发明所基于的任务是在开头提及类型的脉冲压缩器的情况下进一步提高光学机械稳定性。
6.该任务根据本发明在本发明的第一变型中通过以下方式实现:将光学部件中的至少一个借助至少两个相互激光焊接的中间元件固定在基板上,其中,一个第一中间元件与基板固定,而另一个第二中间元件与光学部件固定,或反之亦可,并且其中,这些中间元件的接合面中的一个构造为支承槽口,而另一个接合面构造为弯曲的、尤其是凸形弯曲的或截球形地构造,其中,至少一个光学部件、基板和中间元件的激光焊接的接合面至少由热膨胀系数的差小于10e-6/k
的材料构成。热膨胀系数应理解为纵向热膨胀系数或线性热膨胀系数。
7.在本发明的第二变型中设置,将光学部件中的至少一个借助至少三个相互激光焊接的中间元件固定在基板上,其中,第一和第二中间元件与基板固定,而第三中间元件与光学部件固定,或反之亦可,并且其中,第一和第二中间元件的贴靠在第三中间元件上的接合面和/或第三中间元件的贴靠在第一和第二中间元件上的接合面是弯曲的,并且至少一个光学部件、基板和中间元件的激光焊接的接合面至少由热膨胀系数的差小于10e-6/k
的材料构成。
8.根据本发明,至少一个光学部件、基板和/或至少一个中间元件在没有粘合剂的情
况下固定、尤其被激光焊接成整体式光学组件,例如借助具有在几皮秒或更短范围内的激光脉冲的usp(超短脉冲)焊接。这些材料例如可以是蓝宝石、bk7玻璃或微晶玻璃(zerodur),所有这些材料具有小于10e-6/k
的膨胀系数。使用这样的材料防止在组件内出现热致应力,并且引起组件的高热稳定性,并且因此引起脉冲压缩器的高光学机械稳定性。这又能够实现更高的展宽因子和更高的脉冲能量缩放(skalierung)。在激光焊接之前,脉冲压缩器的光学部件已经相对彼此被精确地校准,然后在该校准位置中被相互激光焊接。
9.优选地,脉冲压缩器的光学部件中的至少一些、尤其是全部均借助至少两个或三个中间元件固定在基板上,这些中间元件与光学部件和/或与基板激光焊接,其中,至少所述光学部件、基板和中间元件的激光焊接的接合面由热膨胀系数的差小于10e-6/k
的材料构成。
10.在一个优选的实施方式中,这些光学部件中的至少一个完全由相同的非吸收材料构成、尤其由石英玻璃或水晶构成。然而,替代地,这些光学部件中的至少一个的被激光焊接的接合面也可以在光学部件的基底上形成,该基底与基板或中间元件激光焊接。光学元件例如可以是反射型衍射光栅,该反射型衍射光栅的基底设有反射涂层。相应地,基板和中间元件分别可以完全由相同材料构成、尤其由石英玻璃或水晶构成。
11.特别优选地,所有这些光学部件分别借助中间元件固定在基板上,这些中间元件又与光学部件和/或基板激光焊接。这些中间元件能够将光学部件在彼此固定之前例如通过移动和/或倾斜而准确地在基板上定向。
12.为了使光学部件大面积地贴靠在中间元件上或使中间元件大面积地贴靠在基板上,中间元件优选以平坦的接合面贴靠在光学部件上或者贴靠在基板上。
13.为了对光学部件进行倾斜校准,根据本发明,将光学部件借助至少两个相互激光焊接的中间元件固定在基板上。一个第一中间元件与基板激光焊接,而另一个第二中间元件与光学部件激光焊接,或反之亦可。一件式或多件式构造的第一中间元件的贴靠在第二中间元件上的接合面例如构造为圆形、锥形、v形或球冠形的支承槽口,并且第二中间元件的贴靠在第一中间元件上的接合面构造为截球形,以便在激光焊接之前将两个中间元件定向到期望的倾斜位置中。
14.为了对光学部件进行高度和倾斜校准,根据本发明,将光学部件借助至少三个相互固定的、尤其激光焊接的中间元件固定在基板上。第一和第二中间元件与基板固定、尤其是激光焊接,而第三中间元件与光学部件固定、尤其是激光焊接,或反之亦可。第一和第二中间元件的贴靠在第三中间元件上的接合面和/或第三中间元件的贴靠在第一和第二中间元件上的接合面是弯曲的。通过改变第一中间元件与第二中间元件之间的距离,可以改变第三中间元件的高度,并且因此也可以改变光学部件与基板之间的距离。有利地,第一和第二中间元件的贴靠在第三中间元件上的接合面分别构造为倾斜面,并且第三中间元件的贴靠在第一和第二中间元件上的接合面构造为凸形弯曲的、尤其是半圆柱形的。
15.为了获得稳定的焊接连接,光学部件、中间元件和基板尽可能在其接合线的整个长度上相互激光焊接。
16.本发明还涉及一种用于将具有多个光学部件的脉冲压缩器的至少一个光学部件借助两个中间元件在脉冲压缩器的基板上校准和固定的方法,所述多个光学部件中的至少一个是衍射光栅,其中,这些中间元件的接合面中的一个构造为支承槽口,而另一个接合面
构造为弯曲的、尤其是凸形弯曲的或截球形地构造,该方法具有以下方法步骤:
[0017]-将第一中间元件激光焊接在基板上并且将第二中间元件激光焊接在光学部件上;
[0018]-通过旋转彼此贴靠的接合面,将光学部件校准到相对于基板的期望的倾斜位置中;以及
[0019]-在该期望的倾斜位置中,将两个中间元件相互激光焊接;
[0020]
或该方法具有以下方法步骤:
[0021]-将第二中间元件激光焊接在光学部件上;
[0022]-通过旋转彼此贴靠的接合面,将光学部件相对于第一中间元件校准到期望的倾斜位置中;
[0023]-在该期望的倾斜位置中,将两个中间元件相互激光焊接;
[0024]-将光学部件在基板上校准到相对于该基板的期望位置中;以及
[0025]-在该期望位置中,将第一中间元件激光焊接在基板上,
[0026]
其中,至少一个光学部件、基板和中间元件的激光焊接的接合面至少由热膨胀系数的差小于10e-6/k
的材料构成。
[0027]
在该方法的替代变型中,本发明涉及一种用于将具有多个光学部件的脉冲压缩器的至少一个光学部件借助三个中间元件在脉冲压缩器的基板上校准和固定的方法,所述多个光学部件中的至少一个是衍射光栅,第一和第二中间元件的贴靠在第三中间元件上的接合面和/或第三中间元件的贴靠在第一和第二中间元件上的接合面是弯曲的,该方法具有以下方法步骤:
[0028]-将第一和第二中间元件放置到基板上,并且将第三中间元件激光焊接在光学部件上,或者反之亦可;
[0029]-通过旋转贴靠在第一和第二中间元件上的第三中间元件,将光学部件校准到相对于基板的期望的倾斜位置中和/或通过改变第一中间元件与第二中间元件之间的距离,将光学部件校准到相对于基板的期望的高度位置中;以及
[0030]-在所述期望的倾斜位置或高度位置中,将第一和第二中间元件激光焊接在基板上和第三中间元件上,
[0031]
其中,至少一个光学部件、基板和中间元件的激光焊接的接合面至少由热膨胀系数的差小于10e-6/k
的材料构成。
附图说明
[0032]
由说明书、权利要求和附图得到本发明内容的另外的优点和有利的构型。之前所述的和还进一步列举的特征同样可以单独地或以多个任意组合的形式使用。所示的和所说明的实施方式不应理解为最终的穷举,而是更确切地具有用于描述本发明的示例性的特征。在附图中:
[0033]
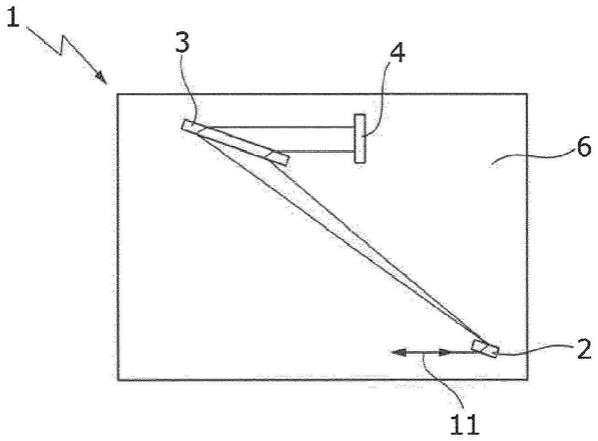
图1a、1b以俯视图(图1a)和立体侧视图(图1b)示意性地示出根据本发明的脉冲压缩器;
[0034]
图2示出在图1b中所示的脉冲压缩器的光学部件的三件式子结构;
[0035]
图3a、3b示出对于在图1b中所示的脉冲压缩器的光学部件在组装状态下(图3a)以
及作为独立部件示出(图3b)的两件式子结构;以及
[0036]
图4a、4b示出对于在图1b中所示的脉冲压缩器的光学部件在组装状态下(图4a)以及作为独立部件示出(图4b)的另一非根据本发明的子结构。
具体实施方式
[0037]
在图1中所示的脉冲压缩器1实施为所谓的特拉塞压缩器,其具有两个衍射光栅2、3并且具有棱镜4。这些光学部件2-4分别借助三个中间元件5a-5c固定在优选透明的基板6上。这三个光学部件2-4、中间元件5a-5c和基板6全部可以由相同的非吸收材料、尤其由石英玻璃构成,或由热膨胀系数的差小于10e-6/k
的不同材料构成。这些不同材料例如可以是蓝宝石、bk7玻璃或微晶玻璃,所有这些材料具有小于10e-6/k
的膨胀系数。有利地,光学部件2-4、中间元件5a-5c和基板6由热膨胀系数小于10e-6/k
的材料构成。
[0038]
如在图2中所示地,第一中间元件5a和第二中间元件5b分别以平坦的(在图2中为下部的)接合面7a位于基板6上,并且彼此相隔距离d地与基板6激光焊接。第三中间元件5c以平坦的(在图2中为上部的)接合面8a贴靠在光学部件2-4上并且与光学部件2-4激光焊接。第一中间元件5a和第二中间元件5b的贴靠在第三中间元件5c上的接合面7b构造为倾斜面,而第三中间元件5c的贴靠在第一中间元件5a和第二中间元件5b上的接合面8b构造为半圆柱形。彼此贴靠的中间元件5a-5c同样地相互激光焊接。
[0039]
在激光焊接之前,已经借助中间元件5a-5c将光学部件2-4在基板6上相对彼此精确地校准。第一中间元件5a和第二中间元件5b可以以其平坦的接合面7a在基板6上任意移动和绕着竖直轴线任意旋转,以便以这种方式将光学部件2-4相对彼此或相对于基板6正确地定向。通过改变第一中间元件5a与第二中间元件5b之间的距离d,可以改变第三中间元件5c相对于基板6的高度距离并且因此改变光学部件2-4相对于基板的高度距离。第一中间元件5a和第二中间元件5b的两个倾斜面7b形成对于第三中间元件5c的半圆柱形接合面8b的呈v形槽形式的旋转支承部,由此可以将光学部件2-4绕着两条水平轴线进行校准。通过这些校准自由度尤其能够将衍射光栅2、3在光轴方向上校准到一确定的最优长度位置。
[0040]
一旦已经被正确地校准,就将光学部件2-4、中间元件5a-5c和基板6在该校准位置中相互激光焊接,并且使它们形成整体式光学组件。相同材料或具有相似热膨胀系数的不同材料防止在相互焊接的接合配对件中出现在组件内的的热致应力,并且引起脉冲压缩器1的最大热稳定性和因此引起最大的光学机械稳定性。该整体式脉冲压缩器1由于其最小化的失调而能够实现更高的展宽因子和更高的脉冲能量缩放。
[0041]
两个接合配对件的激光焊接优选借助激光脉冲以几皮秒或更短范围内的超短脉冲(usp)焊接进行,并且理想地在接合配对件的接合线的整个长度上进行。在图2中,第二中间元件5b与第三中间元件5c之间的焊缝用10表示。
[0042]
与上面所述不同地,一个或多个光学部件2-4也可以直接,即没有中间元件地与基板6焊接。而且,光学部件2-4不必完全由相同材料构成,而是仅光学部件2-4的被激光焊接的基底由热膨胀系数的差小于10e-6/k
的材料构成、尤其是由相同材料构成就足够了。因此,衍射光栅2、3例如可以构造为反射型衍射光栅,该反射型衍射光栅具有基底和施加在该基底上的金属涂层。
[0043]
在振荡器中,例如在锁模光纤激光器中,产生种子脉冲(ps/fs),该种子脉冲然后
例如通过光纤展宽器时间上被展宽。该经展宽的脉冲在放大器或放大器链(杆、盘、板或光纤)中被放大,随后借助脉冲压缩器1时间上被压缩。入射到脉冲压缩器1中的激光脉冲11在两个反射型衍射光栅2、3上被衍射。在此,激光脉冲11的不同波长以不同角度被衍射,由此,产生对于激光脉冲11的光谱成分的不同光路。于是经时间上被压缩的激光脉冲11以相应更高的功率密度离开脉冲压缩器1。
[0044]
在图3a、3b中示出用于图1b所示的脉冲压缩器的光学部件2-4的两件式子结构。光学部件2-4借助两个相互激光焊接的中间元件15a、15b固定在基板6上,其中,一个第一中间元件15a与基板6激光焊接,而另一个第二中间元件15b与光学部件2-4激光焊接。第一中间元件15a的贴靠在第二中间元件15b上的接合面17a朝基板6的方向锥形地构造,而第二中间元件15b的贴靠在第一中间元件15a的接合面17b截球形地构造。彼此贴靠的接合面17a、17b形成旋转支承部,以便在激光焊接之前,使两个中间元件15a、15b相对彼此和从而使光学部件2-4相对于基板6定向到期望的倾斜位置中(双头箭头18)。代替锥形,接合面17a也可以v形、球冠形地实施或实施为圆形的支承开口。
[0045]
在图4a、图4b中示出用于在图1b中所示的脉冲压缩器的光学部件2-4的另一子结构。光学部件2-4借助唯一中间元件15固定在基板6上,该唯一中间元件与基板6和光学部件2-4激光焊接。中间元件15的贴靠在基板6上的接合面17截球形地构造并且可枢转地支承在基板6的支承槽口19中(双向箭头18)。基板6以及中间元件15的接合面6a、17形成旋转支承部,以便在激光焊接之前,使基板6和中间元件15相对彼此定向到期望的倾斜位置中。为了形成线性的接合接触,支承槽口19可以锥形、v形地实施或实施为圆形的支承开口。为了形成大面积的接合接触,支承槽口19可以球冠形地构造。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。