1.本技术涉及航空发动机轴流压气机部件试验技术领域,尤其涉及一种用于加温加压压气机试验器的排气装置。
背景技术:
2.航空发动机是一种高温、高负荷、高转速的热力机械,在工作性能不断提高的同时其工作包线也在不断扩大延伸。压气机是航空发动机的三大部件之一,为研制高性能的压气机,世界各航空发达国家的航空发动机公司和研究机构都建有加温加压压气机试验器,在航空发动机研制的不同阶段进行地面条件和飞行条件下的压气机部件全尺寸试验和模型考核试验,为航空发动机研制奠定了坚实的技术基础。我国已建有不同功率级、不同转速档次和转向的压气机试验装置,为航空发动机定型、新机预研做了大量的验证性工作,常规进气条件下试验器排气装置设计技术成熟,排气装置材料的大型铸造件铸造能力满足试验需要,但在模拟压气机真实进气条件下的试验研究方面还处于空白。
3.目前,大多数轴流式压缩部件试验器为敞开节流式,排气装置包含排气机匣、轴系、圆盘节气门、排气管道等结构。其中,排气机匣将被试件出口气流导入蜗壳内,并为轴系提供支点,气流流经排气蜗壳及管道排入大气,轴系传递输出转速及功率,圆盘式节气门对被试件状态进行调节。在敞开节流式压气机试验器中,大功率试验件试验过程进行进口节流,出口压力较小,同时大气进气状态下,试验件出口温度一般不超过800k,常规排气装置结构成熟,满足需要。但在进气加温加压条件下,被试件轴向力大,排气温度与压力远超常规试验件,排气节气装置设计难度极高。同时,加温加压工况下排气机匣与排气蜗壳采用常规结构易出现排气温度场不均匀,导致排气装置出现不规则变形;支撑底座设计难度大,且常规结构轴向尺寸较大,轴系设计难度高,给加温加压试验带来极大风险。
技术实现要素:
4.有鉴于此,本技术实施例提供一种用于加温加压压气机试验器的排气装置,用于加温加压压气机试验器的专用排气装置,满足加温加压进气工况下压气机排气需求,降低加温加压工况下试验风险,填补国内加温加压压气机试验领域空白,提升国内高负荷轴流压气机试验技术能力。
5.本技术实施例提供一种用于加温加压压气机试验器的排气装置,所述排气装置包括底座、排气蜗壳、排气机匣、排气调节单元和排气管道,所述排气蜗壳设置于所述底座上,所述排气机匣坐落于所述排气蜗壳内,所述排气蜗壳上侧设有排气主流道和排气辅流道,所述排气调节单元安装于所述排气主流道和所述排气辅流道出口位置,所述排气管道与所述排气调节单元出口位置连接,所述排气机匣将被试件出口气流由轴向转为径向后由排气蜗壳收集并流经所述排气主流道和所述排气辅流道,经过所述排气调节单元调节后排出。
6.根据本技术实施例的一种具体实现方式,所述排气机匣包括内机匣和外机匣,所述内机匣和所述外机匣通过肋板相连,所述肋板沿周向均匀分布,相邻两个所述肋板之间
形成气流通道。
7.根据本技术实施例的一种具体实现方式,所述排气机匣与所述被试件通过内机匣和外机匣止口定位,通过外机匣螺栓紧固连接;所述所述排气机匣与所述排气蜗壳止口定心,通过定位销定位,通过螺栓紧固连接。
8.根据本技术实施例的一种具体实现方式,排气调节单元包括排气主调球阀和排气辅调球阀,所述排气主调球阀安装于所述排气主流道出口位置,所述排气辅调球阀安装于所述排气辅流道出口位置;所述排气主调球阀和所述排气辅调球阀均采用竖直安装方式,所述排气主调球阀用于对气流进行粗调,所述排气辅调球阀用于对气流进行精调。
9.根据本技术实施例的一种具体实现方式,所述排气管道出口位置设有排气引射器,气流经过所述排气管道以引射方式排出。
10.根据本技术实施例的一种具体实现方式,所述排气辅调球阀的出口与所述排气管道之间设有膨胀节,用于吸收所述排气主流道与所述排气辅流道因温度产生的多方向变形。
11.根据本技术实施例的一种具体实现方式,所述排气蜗壳外侧设有与所述排气蜗壳整体铸造成型的支撑耳座,所述排气蜗壳通过所述支撑耳座与所述底座连接。
12.根据本技术实施例的一种具体实现方式,所述排气蜗壳与所述底座之间设有横键和纵键,所述支撑耳座与所述底座均设有横键槽,通过所述横键限制所述排气蜗壳的轴向位移;所述排气蜗壳底部与所述底座中部均设有纵键槽,通过所述纵键限制所述排气蜗壳的周向不规则变形。
13.有益效果
14.本技术实施例中的用于加温加压压气机试验器的排气装置,可以满足加温加压进气工况下压气机排气需求,通过设置排气调节单元,可根据实际试验需求对试验件状态进行调节,调节精度高。通过将蜗壳排气方向设计为竖直向上,减少气动力的影响,蜗壳采用整体铸造,降低焊接带来强度削弱引起的试验风险。
15.通过横键、纵键配合可有效保证排气蜗壳在高温高压工况下同心度,消除设备本体对试验安全的影响。同时引射排气消除了排气管网震荡对排气机匣和蜗壳的影响,试验风险进一步降低。
16.本发明同时适用于在地面敞开吸气式压气机试验器与加温加压主动供气压气机试验器上,填补了国内目前加温加压压气机试验器试验领域空白,提升了国内高负荷轴流压气机试验技术能力,在国内全工况压缩部件试验器研制及全工况压气机试验领域内具有较高的推广应用价值,有望提高国内航空发动机压缩部件试验器设计制造能力,并因此产生较好的经济效益和社会效益。
附图说明
17.为了更清楚地说明本技术实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
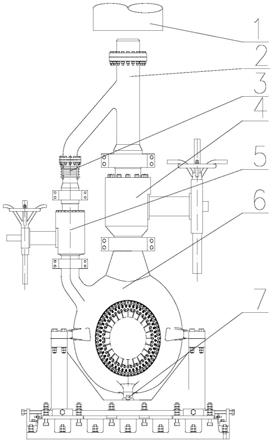
18.图1为根据本发明一实施例的用于加温加压压气机试验器的排气装置结构主视图;
19.图2为根据本发明一实施例的用于加温加压压气机试验器的排气装置结构侧视图;
20.图3为根据本发明一实施例的排气机匣结构主视图;
21.图4为根据本发明一实施例的排气机匣结构侧视图;
22.图5为根据本发明一实施例的排气蜗壳结构主视图;
23.图6为根据本发明一实施例的排气蜗壳结构侧视图;
24.图7为根据本发明一实施例的底座结构主视图;
25.图8为根据本发明一实施例的底座结构侧视图;
26.图9为根据本发明一实施例的排气管道结构主视图;
27.图10为根据本发明一实施例的排气管道结构仰视图。
28.图中:1、排气引射器;2、排气管道;3、膨胀节;4、排气主调球阀;5、排气辅调球阀;6、排气蜗壳;61、排气辅流道;62、排气主流道;63、支撑耳座;64、纵键槽;65、横键槽;7、纵键;8、排气机匣;81、外机匣;82、内机匣;83、肋板;84、销钉孔;9、横键;10、底座。
具体实施方式
29.下面结合附图对本技术实施例进行详细描述。
30.以下通过特定的具体实例说明本技术的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本技术的其他优点与功效。显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。本技术还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本技术的精神下进行各种修饰或改变。需说明的是,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
31.要说明的是,下文描述在所附权利要求书的范围内的实施例的各种方面。应显而易见,本文中所描述的方面可体现于广泛多种形式中,且本文中所描述的任何特定结构及/或功能仅为说明性的。基于本技术,所属领域的技术人员应了解,本文中所描述的一个方面可与任何其它方面独立地实施,且可以各种方式组合这些方面中的两者或两者以上。举例来说,可使用本文中所阐述的任何数目个方面来实施设备及/或实践方法。另外,可使用除了本文中所阐述的方面中的一或多者之外的其它结构及/或功能性实施此设备及/或实践此方法。
32.还需要说明的是,以下实施例中所提供的图示仅以示意方式说明本技术的基本构想,图式中仅显示与本技术中有关的组件而非按照实际实施时的组件数目、形状及尺寸绘制,其实际实施时各组件的型态、数量及比例可为一种随意的改变,且其组件布局型态也可能更为复杂。
33.另外,在以下描述中,提供具体细节是为了便于透彻理解实例。然而,所属领域的技术人员将理解,可在没有这些特定细节的情况下实践所述方面。
34.本技术实施例提供了一种用于加温加压压气机试验器的排气装置,所述排气装置包括底座10、排气蜗壳6、排气机匣8、排气调节单元和排气管道2,所述排气蜗壳6设置于所述底座10上,所述排气机匣8坐落于所述排气蜗壳6内,所述排气蜗壳6上侧设有排气主流道
62和排气辅流道61,所述排气调节单元安装于所述排气主流道62和所述排气辅流道61出口位置,所述排气调节单元出口位置连接有所述排气管道2,所述排气机匣8将被试件出口气流由轴向转为径向后由排气蜗壳6收集并流经所述排气主流道62和所述排气辅流道61,经过所述排气调节单元调节后经过排气管道2排出。
35.具体的,被试件的出口空气由排气蜗壳6收集,排气蜗壳6出口的气流方向为竖直向上;排气蜗壳6为主承力件,通过底座10支撑在主体基础上。
36.排气调节单元位于排气蜗壳6之后,采用2台不同口径的高精度调节阀共同调节被试件出口压力,具体的,排气调节单元包括排气主调球阀4和排气辅调球阀5,所述排气主调球阀4安装于所述排气主流道62出口位置,所述排气辅调球阀5安装于所述排气辅流道61出口位置;所述排气主调球阀4和所述排气辅调球阀5均采用竖直安装方式,所述排气主调球阀4用于对气流进行粗调,所述排气辅调球阀5用于对气流进行精调。
37.在一个优选的实施例中,所述排气辅调球阀5的出口与所述排气管道2之间设有膨胀节3,用于吸收所述排气主流道62与所述排气辅流道61因温度产生的多方向变形。
38.进一步的,所述排气管道2出口位置设有排气引射器1,气流经过所述排气管道2以引射方式排出。经过排气管道2后的空气引入排气消音塔,引射管与排气管道2无直接接触,有效降低气流速度至设备可承受范围,同时引射管内高速流体引起的震荡无法对排气蜗壳6等结构产生影响。采用引射方式进入排气消音塔,可以实现有效的掺混降温,再经过消音后排入大气,排气消音塔位于蜗壳上方的厂房顶部。
39.在一个实施例中,排气机匣8与排气蜗壳6采用相同材料,整体铸造,排气机匣8布置在排气蜗壳6内,采用金属弹簧蓄能密封圈密封,通过定位销与螺栓进行定位与固定。在具体设计时,排气蜗壳6采用等流速设计,将排气蜗壳6的排气方向设计为竖直向上,减少气动力的影响,排气蜗壳6采用整体铸造,降低焊接带来强度削弱引起的试验风险。
40.进一步的,所述排气机匣8包括内机匣82和外机匣81,所述内机匣82和所述外机匣81通过肋板83相连,所述肋板83沿周向均匀分布,相邻两个所述肋板83之间形成气流通道。设计时需确定排气机匣8的流通面积需求,满足各被试件试验需求,降低流动损失,排气机匣8径向段部分在排气蜗壳6内设计,缩小排气装置轴向尺寸。
41.进一步的,所述排气机匣8与所述被试件通过内机匣82和外机匣81止口定位,通过外机匣81螺栓紧固连接;所述所述排气机匣8与所述排气蜗壳6止口定心,通过定位销定位,通过螺栓紧固连接。
42.在一个实施例中,内机匣82和外机匣81通过8根肋板83连接并加强,排气机匣8通过转接板与被试件相连,连接方式为止口定心,法兰密封,螺栓紧固。
43.在一个实施例中,所述排气蜗壳6外侧设有与所述排气蜗壳6整体铸造成型的支撑耳座63,所述排气蜗壳6通过所述支撑耳座63与所述底座10连接,所述排气蜗壳6与所述底座10之间设有横键9和纵键7,所述支撑耳座63与所述底座10均设有横键槽65,通过所述横键9限制所述排气蜗壳6的轴向位移;所述排气蜗壳6底部与所述底座10中部均设有纵键槽64,通过所述纵键7限制所述排气蜗壳6的周向不规则变形。
44.具体的,支撑耳座63设置在水平中心面,保证排气机匣中心与被试件中心在试验过程中重合,支撑耳座63前后各设置两个,靠近被试件一侧的支撑耳座63的支撑耳上各设置1个横键槽65,限制排气蜗壳的轴向移动,并在排气蜗壳的正下方,设置两个纵键槽64,限
制排气蜗壳的周向移动。
45.以上所述,仅为本技术的具体实施方式,但本技术的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本技术的保护范围之内。因此,本技术的保护范围应以权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。