1.本发明属于涂塑设备技术领域,具体涉及一种多层网涂塑机构。
背景技术:
2.钢塑复合管材随着行业的认可,对管材的生产稳定性有了更高的要求,可同时承受内压和外压的多重增强钢塑复合管带材,钢网涂塑复合稳定性对管道内压的承载,起着决定性作用。目前网涂塑多采用侧进料方式,在涂塑过程中,挤出机中的料压常常将网冲向一端,涂塑质量不稳定,成型的管道钢网偏移严重,对管道内壁的拉伸力产生很大的不利影响,影响产品质量,成为管道埋地使用的一大隐患。
技术实现要素:
3.本发明解决以上现有技术的不足,提供一种分料结构稳定,生产工艺更加可靠的多层网涂塑机构。
4.为实现上述目的,本发明所采用的技术方案如下:
5.一种多层网涂塑机构,包括挤出机,所述挤出机连通进料管,所述进料管连通进料模板,所述进料模板连通涂塑单元,所述涂塑单元包括进料板、若干涂塑模板、若干加强网、固定板和口模板,所述进料板与所述固定板分别位于各所述涂塑模板相对应的两端,各所述涂塑模板沿竖直方向排列,相邻所述涂塑模板之间设有加强通道,各所述涂塑模板的一侧设有所述口模板,各所述涂塑模板的另一侧设有若干进料辊,各所述进料辊分别缠绕加强网,各所述进料辊与所述加强通道一一对应,各所述涂塑模板分别设有分料口,各所述分料口位于相对应涂塑模板的中间。
6.进一步地,所述涂塑单元设有加热器,所述加热器位于所述涂塑单元的外侧。
7.进一步地,各所述涂塑模板分别设有调节机构,各所述调节机构用于调节相对应的所述涂塑膜板的进料量。
8.进一步地,所述调节机构为阻尼螺钉。
9.进一步地,各相邻所述涂塑模板之间形成片状料,各所述片状料均匀覆盖于相对应的所述加强网表面。
10.进一步地,所述涂塑模板为四层,各所述涂塑模板由上而下依次为上模板、中上模板、中下模板和下模板,所述上模板与所述中上模板之间设有第一加强网,所述中上模板与所述中下模板之间设有第二加强网,所述中下模板与所述下模板之间设有第三加强网。
11.进一步地,所述上模板形成的片状料均匀覆盖于所述第一加强网的上表面,所述中上模板与所述中下模板形成的片状料均匀覆盖于所述第二加强网的上表面与下表面,所述下模板形成的片状料均匀覆盖于所述第三加强网的下表面,所述第二加强网上表面的片状料均匀覆盖于所述第一加强网的下表面,所述第二加强网下表面的片状料均匀覆盖于所述第三加强网的上表面。
12.进一步地,所述加强网为钢丝网或玻纤网中的任意一种或多种。
13.进一步地,各所述加强通道靠近所述进料辊端的边角分别设有保护层,所述保护层由所述加强通道的一端延伸至另一端。
14.进一步地,所述保护层为白钢。
15.本发明由于采用了上述的发明,其与现有技术相比,所取得的技术进步在于:
16.本发明的涂塑单元包括进料板、若干涂塑模板、若干加强网、固定板和口模板,进料板与固定板分别位于各涂塑模板相对应的两端,各涂塑模板沿竖直方向排列,相邻涂塑模板之间设有加强通道,各涂塑模板的一侧设有口模板,各涂塑模板的另一侧设有若干进料辊,各进料辊分别缠绕加强网,各进料辊与加强通道一一对应,各涂塑模板分别设有分料口,各分料口位于相对应涂塑模板的中间,形成中间进料;涂塑模板的中间进料避免了进料对加强网的侧面冲击,而导致加强网向一侧偏移造成产品质量的问题,使分料结构更加稳定,生产工艺更加可靠,提高了产品质量;综上,本发明使分料结构稳定,生产工艺可靠,提高了产品质量,适用于钢塑复合管道生产。
附图说明
17.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。
18.在附图中:
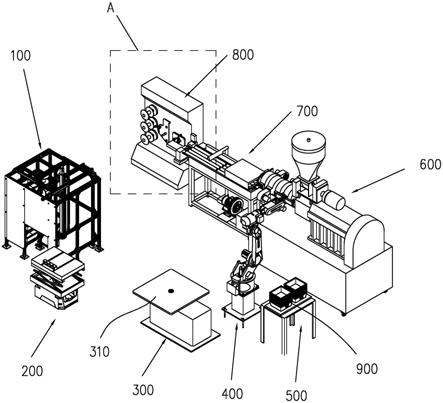
19.图1为本发明实施例的结构示意图;
20.图2为本发明实施例涂塑模板的剖视图;
21.图3为本发明实施例涂塑单元和挤出机之间连接结构示意图;
22.图4为本发明实施例进料板和进料模板的结构示意图;
23.图5为本发明实施例涂塑单元的剖视图;
24.图6为本发明实施例去除固定板的结构示意图;
25.图7为本发明实施例进料板、加热器和进料模板的结构示意图;
26.图8为本发明实施例口模板和加热器的结构示意图;
27.图9为本发明实施例进料辊和涂塑单元的结构示意图;
28.图10为本发明实施例保护层的结构示意图;
29.图11为本发明实施例片状料和加强网的结构示意图。
30.标注部件:1-挤出机,2-进料管,3-进料模板,4-涂塑单元,401-进料板,402-涂塑模板,40201-上模板,40202-中上模板,40203-中下模板,40204-下模板,403-加强网,40301-第一加强网,40302-第二加强网,40303-第三加强网,404-固定板,405-口模板,406-加强通道,407-进料辊,408-分料口,5-加热器,6-调节机构,7-片状料,8-保护层。
具体实施方式
31.以下结合本发明的优选实施例进行说明。应当理解,此处所描述的优选实施例仅用于说明和解释本发明,并不用于限定本发明。
32.实施例一种多层涂塑机构
33.本实施例公开了一种多层涂塑机构,如图1、图2、图3、图4、图6、图9、图11所示,包括挤出机1,挤出机1的出料口通过法兰连通进料管2,进料管2通过法兰连通进料模板3,进
料模板3通过螺栓连接进料板401,进料板401设有进料通道,进料通道和进料模板3相连通,进料板401分别通过螺栓连接相对应的涂塑模板402,各个涂塑模板402分别设有分料口408,分料口408通过分料通道和相对应的进料通道相连通,优选分料口408位于相对应的涂塑模板402的中间位置,形成中间进料,这种设置使分料结构更加稳定,生产工艺更加可靠,提高了产品质量;多个涂塑模板402沿竖直方向排列,每个涂塑模板402分别呈水平设置,各个涂塑模板402之间通过螺栓固定连接,相邻涂塑模板402之间设有加强通道406,各个涂塑模板402远离近料板401端通过螺栓连接固定板404,各个涂塑模板402的一侧通过螺栓连接口模板405,口模板405内设有成型通道,口模板405通过成型通道和每个加强通道406相连通,各个涂塑模板402远离口模板405端设有多个进料辊407,每个进料辊407分别缠绕相对应的加强网403,每个进料辊407与加强通道406一一对应,即进料辊407的数量与加强通道406的数量相等,加强网403为钢丝网或玻纤网中的任意一种或多种,这种设置提高了产品的稳定性和整体性;在工作时,首先,挤出机1的挤出料通过进料管2、进料模板3输送到进料板401的进料通道,进入进料板401的挤出料通过分料通道进入相应相应涂塑模板402的分料口408,同时,各进料辊407缠绕的加强网403进入相对应的加强通道406,使加强网403位于相邻的涂塑模板402之间,进入各分料口408的挤出料分别均匀覆盖在相对应的加强网403表面,之后,每个表面均匀覆盖挤出料的加强网403在靠近口模板405端的各涂塑模板402端汇聚融合,最后,经过汇聚融合的加强网403和挤出料进入口模板405成型、输出;由此本实施例的优势在于,采用上述设置,使分料结构稳定,生产工艺可靠,提高了产品质量。
34.本实施例涂塑单元4的一个优选结构为,如图1、图5、图6、图7、图8所示,涂塑单元4外侧设有加热器5,加热器5可以为单个,加热器5也可以为多个,加热器5可以为电加热器,加热器5还可以选用其它加热方式的加热器5,加热器5为温度可调式加热器,这种设置方便调节涂塑单元4内的温度;涂塑单元4靠近进料板401端设有加热器5,涂塑单元4靠近固定板404端设有加热器5,涂塑单元4的顶部和底部分别设有加热器5,涂塑单元4至少一端设有加热器5,这种设置可以对涂塑单元4进行预热,并使涂塑单元4保持一定的温度,即使挤出料始终处于熔融状态,提高了产品的合格率;由此本实施例的优势在于,采用上述设置,提高了产品的合格率。
35.本实施例涂塑模402的一个优选结构为,如图1、图3、图5所示,每个涂塑模板402分别设有调节机构6,优选调节机构6为阻尼螺钉,每个阻尼螺钉用于调节相对应的涂塑模板402的进料量,这种设置方便调节控制每个涂塑模板402之间的进料量;进入各涂塑模板402之间的挤出料在涂塑模板402表面形成片状料7,各片状料7均匀覆盖在相对应的加强网403表面,这种设置使挤出料覆盖均匀,提高了产品的合格率;涂塑模板402为四层,各涂塑模板402由上而下依次为上模板40201、中上模板40202、中下模板40203和下模板40204,上模板40201和中上模板40202之间设有第一加强网40301,中上模板40202和中下模板40203之间设于第二加强网40302,中下模板40203和下模板40204之间设有第三加强网40303,这种设置提高了产品的稳定性和坚固性;上模板40201形成的片状料7均匀覆盖在第一加强网40301的上表面,中上模板40202与中下模板40203形成的片状料7均匀覆盖在第二加强网40302的上表面和下表面,下模板40204形成的片状料7均匀覆盖在第三加强网40303的下表面,上表面覆盖片状料7的第一加强网40301、上表面和下表面分别覆盖片状料7的第二加强网40302和下表面覆盖片状料7的第三加强网40303在各涂塑模板402的端部汇聚融合,这种
设置提高了产品的拉伸性能;由此本实施例的优势在于,采用上述设置,提高产品的合格率,并使产品的稳定性、坚固性和拉伸性能提高。
36.本实施例涂塑模板402的另一个优选结构为,如图1、图3、图6、图10所示,每个加强通道406靠近进料辊407端的边角分别设有保护层8,即涂塑模板402的边角处设有保护层8,保护层8可以一个,保护层8也可以为多个,多个保护层8沿加强通道406的长度方向间隔设置,多个保护层8之间的最大距离与加强网403的宽度相适配,当保护层8为一个时,保护层8由加强通道406的一端延伸至另一端,保护层8选用高硬度、高耐磨性和高耐热性的材料制成,如保护层8为白钢,避免加强网406通过加强通道406进入时对涂塑模板402磨损,造成涂塑模板402使用时间降低,这种设置提高了涂塑模板402的使用时间,由此本实施例的优势在于,采用上述设置,提高了涂塑模板402的使用时间。
37.本发明实施例的工作原理如下:
38.在工作时,首先,挤出机1的挤出料通过进料管2、进料模板3输送到进料板401的进料通道,进入进料板401的挤出料通过分料通道进入相应相应涂塑模板402的分料口408,同时,各进料辊407缠绕的加强网403进入相对应的加强通道406,使加强网403位于相邻的涂塑模板402之间,进入各分料口408的挤出料分别均匀覆盖在相对应的加强网403表面,之后,每个表面均匀覆盖挤出料的加强网403在靠近口模板405端的各涂塑模板402端汇聚融合,最后,经过汇聚融合的加强网403和挤出料进入口模板405成型、输出。
39.本发明未详细说明部分属于本领域技术人员公知常识。
40.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明权利要求保护的范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。