1.本发明属于制冷技术领域,涉及蒸发器,具体来说,涉及一种蒸发器、蒸发器的制造方法以及具有该蒸发器的制冷系统。
背景技术:
2.在制冷技术应用中,高温流体和低温流体在换热器中通过金属壁面进行热量交换,低温流体吸收高温流体的热量而蒸发,高温流体的温度得到降低。低温流体以液相进入换热器,在换热器内蒸发,蒸发后的制冷剂气体进入压缩机进行压缩冷凝,进入下一次循环。进入压缩机的制冷剂必须是气体,否则液体进入压缩机,会在高温下气化、剧烈膨胀、压缩腔的空间很小,腔内压力会在短时间内剧增,造成压缩机的压缩腔爆炸,这也称为“液击”。因此,必须采取措施,使换热器内的气、液充分分离。常用的措施是增加一台气液分离器,但是这样会增加设备数量、增加设备占地面积、增加管道阀门,也增加建设投资。
3.申请号201821226626.4公布了一种绕管式换热器及具有其的制冷装置。具体涉及一种绕管式换热器,由外壳、中心筒、换热管和包扎筒组成,中心筒固定在外壳内,换热管缠绕于中心筒外,同一层换热管中相邻的换热管之间用分隔条进行固定,相邻两层换热管之间设置垫条进行分隔。该换热器的结构相对比较紧凑,但中心筒占用了外壳的空间,使外壳的空间利用率较低。另外由于相邻两层换热管之间设置有垫条,增加了换热管的约束,所以不能消除换热管热应力的影响。此外,该换热器为压力容器,众所周知,目前压力容器领域的对接焊缝的检测方法只能选用可记录、可追溯的射线检测、或者衍射时差法超声检测,该专利公布的换热器结构,对其中一端封头与壳体连接的焊接接头无法进行射线检测,而衍射时差法超声检测的使用范围对材料和厚度均有限制,因此,对设备的安全质量检测的可行性较差。该设计同样无法完成气液充分分离,需要另外增加气液分离器,否则压缩机发生“液击”的风险非常大。
技术实现要素:
4.针对现有技术存在的蒸发器气液分离不充分、设备安全质量无法得到保证的问题,本发明提供了一种蒸发器、蒸发器的制造方法以及具有该蒸发器的制冷系统。
5.为实现上述技术目的,本发明采用的技术方案如下:
6.第一方面本技术提供一种蒸发器,包括:
7.管状壳体,其上下两端分别通过上封头和下封头密封,其中上封头上设有第一管口和出气管,下封头上设有第二管口,所述管状壳体上端侧面制冷剂出口,下端侧面设有制冷剂进口;
8.所述管状壳体与上封头之间设有上封板,管状壳体与下封头之间设有下封板,且所述上封板、管状壳体和下封板密封形成换热腔室;
9.中心柱,其轴向设置在腔室中,所述中心柱上下两端连接在上封板和下封板上;
10.环绕在中心柱外侧的多层螺旋管,多层螺旋管独立设置且具有相同的导程和不同的直径,相邻两层螺旋管的旋向相反,螺旋管上下两端头轴向延伸穿过上封板和下封板;
11.缓冲室,其设置在上封头内且开口朝下固定在上封板上,其中位于缓冲室外的上封板上设有环形分布的若干通孔,若干通孔的总流通面积大于出气管的流通面积,所述缓冲室顶部与上管口通过出液管连通;
12.所述管状壳体的下端侧面设有第一制冷剂进口,在第一制冷剂进口处连通有围绕中心柱外围的液体分布器。
13.采用上述技术方案的蒸发器,可以将载冷剂从下管口送入,通过多层螺旋管后从上管口流出,而制冷剂液体从下方第一制冷剂进口进入后,先通过吸收螺旋管内载冷剂的热量蒸发,在制冷剂气体上升的过程中,不断与螺旋管内的载冷剂发生热量交换,逐渐提高制冷剂气体的干度,然后通过通孔进入上封头内,最后从出气管排出,由于每层螺旋管的半径不同且又相互独立,因此能够大大增加两条路线的换热面积,而且相邻两层螺旋管之间就没有摩擦,防止因摩擦而破损,将热应力的影响降至最低水平。
14.优选地,所述中心柱为至少由三根管体加工形成的辫状柱体。普通的中心柱为了满足耐压要求,直径都比较大,相应挤压了内部空间,而本技术采用三根管体绞合或做成辫状柱体所形成的中心柱可以只占用很小的空间,而且辫状柱体的受力分解成轴向、径向、切向等方向,轴向承载力较高,也具有较强的抵抗热应力的能力。
15.优选地,所述每一层螺旋管的管体内表面设有沿管体轴向等间距分布的若干环形凸出,每一层螺旋管的管体外表面密布有几何尺寸一致的凸点和凹槽。环形凸出能够增大了螺旋管管内流体的扰动,有利于提高管内流体的传热系数,换热管外表面密布有凸点和凹坑的粗糙表面有利于换热。
16.优选地,所述下封板的外直径d1、多层螺旋管中的最大直径d2以及上封板的外直径d3满足:d1<d2<d3。由于螺旋管为中段直径较大、两端直径较小的结构,因此可以将管状壳体设计成下端直径较小,上端直径较大的形状,这样既减少了管状壳体的材料消耗,也减少了下封板的材料消耗,同时给上封板顶部的上封头内留出较大的气相空间,便于进行气液分离。
17.优选地,所述上封头设有气液分离装置,位于气液分离装置下方的出液管设置为膨胀波纹管。气液分离装置有利于对进入上封头内的制冷剂气体进行充分气液分离,确保压缩机吸走的为干制冷剂气体,保证压缩机运行安全,同时气液分离装置下方的出液管设置为膨胀波纹管则可以有利于补偿出液管的温差位移。
18.第二方面本发明提供一种蒸发器的制造方法,包括如下步骤:
19.(1)中心柱加工:
20.将待加工成中心柱的至少三根管体其中一端与上封板或下封板焊接固定,再将至少三根管体加工成辫状结构形成中心柱,并用辅助工装将其固定;
21.对中心柱的每一根管体进行压力试验,待压力试验均合格后将至少三根管体另一端焊接固定;
22.(2)螺旋管加工:
23.从内层到外层逐层加工每一层螺旋管,螺旋管布置在中心柱外侧且相互独立,且每一层螺旋管具有相同的导程和不同的直径,相邻两层螺旋管的旋向相反,螺旋管上下两
端头轴向延伸穿过上封板和下封板,并将螺旋管与上封板和下封板进行点焊固定;
24.对螺旋管进行通球试验和压力试验,试验合格后,切除超出上封板和下封板多余的管体,并将螺旋管的上下两端头与上封板和下封板焊接固定;
25.(3)管状壳体加工:
26.将液体分布器围绕中心柱下端外围且固定在下封板上部,所述液体分布器的进口连接第一制冷剂进口;
27.将管状壳体通过角焊缝的方式焊接在上封板和下封板之间,并调整第一制冷剂进口的位置,用临时工装封住上封板上的通孔,然后对上封板、下封板以及管状壳体所形成的整体进行压力试验,待试验合格后,拆除临时工装,最后在上封板上通过角焊缝的方式焊接缓冲室,在缓冲室外围的上封板边沿通过角焊缝的方式焊接上封头,在下封板底部边沿通过角焊缝的方式焊接下封头。
28.采用上述技术方案的制造方法,整个过程能够保证蒸发器工作的安全性,而且按照压力容器设计标准的规定,在满足强度设计要求的前提下,采用角焊缝的方式焊接管状壳体、上下封板、上下封头的焊接接头,不需要进行射线检测,降低了加工难度,也降低了检测成本。
29.优选地,对于螺旋管有拼接的地方,需要将外表面拼接处的焊缝余高打磨至于母材齐平,将焊接接头位置两侧至少30mm范围进行软化热处理,最后对拼接接头进行100%射线检测。
30.第三方面本发明提供一种制冷系统,包括制冷压缩机、油分离器、冷凝器、贮液器、螺旋管蒸发器、缓冲罐、输送装置和载冷剂换热间;
31.所述螺旋管蒸发器采用权利要求1~5任一项所述的蒸发器,其中,在管状壳体的上端侧面设有第二制冷剂进口,在第二制冷剂进口处连通有围绕中心柱外围的独立盘管,该独立盘管的出口从管状壳体上端侧面穿出经节流阀返回第一制冷剂进口;
32.制冷压缩机、冷凝器、贮液器依次连通,所述贮液器的出口连通螺旋管蒸发器的第二制冷剂进口,螺旋管蒸发器的出气管连通制冷压缩机的入口,形成制冷循环;
33.所述螺旋管蒸发器的上管口流出的载冷剂缓存到缓冲罐中,缓冲罐出口连通输送装置,输送装置将载冷剂送到载冷剂换热间加热到所需的温度,然后送往螺旋管蒸发器的下管口。
34.优选地,所述螺旋管蒸发器设有液位传感装置,在节流阀前段设置有控制阀,该控制阀与液位传感装置电连接,通过液位传感装置所检测的螺旋管蒸发器液位数据调节控制阀。
35.优选地,所述管状壳体的下端侧面与制冷压缩机还设有放油管,放油管上设有调节阀。
36.采用上述技术方案的制冷系统,利用蒸发器的多层螺旋管结构提高换热效果,同时还能完成气液分离,因此不用单独设置气液分离器,使系统更简洁,减少设备占地面积、减少设备和管道阀门的数量、减少建设投资。
附图说明
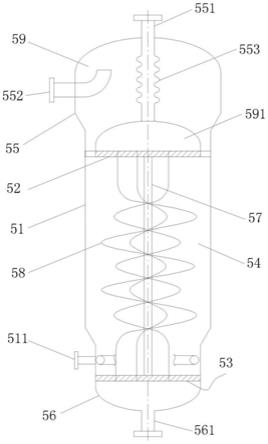
37.图1为本技术实施例1中的一种蒸发器结构示意图;
38.图2为本技术实施例1中的螺旋管剖视图
39.图3为本技术实施例1中的上封板俯视图;
40.图4为本技术实施例2中的一种蒸发器结构示意图;
41.图5为本技术实施例3中的一种蒸发器结构示意图;
42.图6为本技术一种制冷系统的结构示意图。
43.图中标记说明:
44.51-管状壳体,511-第一制冷剂进口,512-液体分布器,513-第二制冷剂进口,52-上封板,521-通孔,53-下封板,54-换热腔室,541-独立盘管,55-上封头,551-上管口,552-出气管,553-出液管,554-气液分离装置,56-下封头,561-下管口,57-中心柱,58-螺旋管,581-环形凸出,59-气液分离室,591-缓冲室;
45.1-制冷压缩机,2-油分离器,3-冷凝器,4-贮液器,5-螺旋管蒸发器,514-控制阀,515-液位传感装置,516-节流阀,517-液位显示装置,6-缓冲罐,7-输送装置,71-前截止阀,72-过滤器,73-泵,74-止回阀,75-后截止阀,8-载冷剂换热间,9-调节阀。
具体实施方式
46.为了便于本领域技术人员的理解,下面结合实施例与附图对本发明作进一步的说明,实施方式提及的内容并非对本发明的限定。
47.实施例1:
48.如图1-3所示,一种蒸发器,包括管状壳体51、上封板52、下封板53以及上封头55、下封头56,其中管状壳体51立式布置,上下两端分别通过上封头55和下封头56密封,其中上封头55上设有上管口551和出气管552,下封头56上设有下管口561。
49.管状壳体51与上封头55之间设有上封板52,管状壳体51与下封头56之间设有下封板53,且上封头55与上封板52之间形成气液分离室59,上封板52、管状壳体51和下封板53包围形成换热腔室54。
50.在换热腔室54的轴向上,也就是上封板52和下封板53所对应的中心位置设置有起支撑作用的中心柱57。
51.在中心柱57外侧环绕设置有多层螺旋管58,多层螺旋管58均以中心柱57为轴线,每一层螺旋管58独立设置且具有相同的导程和不同的直径,这里所说的不同直径指的是每一层螺旋管58之间的直径是不同的,但是同一螺旋管58从上到下除两端的主要部分的螺旋直径是相同的,也就是说,本技术的螺旋管58其实就是圆柱螺旋管。
52.以本实施例采用三层螺旋管58的情况来说,内层螺旋管58的直径最小,中层螺旋管58的直径次之,外层螺旋管58的直径越大。所谓的导程也就是螺旋管58的螺距,表示螺纹管旋转一圈在轴向上移动的距离。
53.相邻两层螺旋管58的旋向相反,螺旋管58的旋向分为左旋和右旋,符合右手四指握旋转方向,动点沿拇指指向上升的称为右螺旋线,符合左手四指握旋转方向,动点沿拇指指向下降的称为左螺旋线。本实施例中,三层螺旋管58的旋向可以采用左旋-右旋-左旋或者右旋-左旋-右旋的分布方式。
54.螺旋管58上下两端向中心柱57靠拢(但不接触,且内层的螺旋管58比外层的螺旋管58靠的更近),然后端头沿轴向延伸穿过上封板52和下封板53。具体地,在最后成型的蒸
发器中,螺旋管58上下两端头刚好与上封板52和下封板53齐平。
55.在气液分离室59内的上封板52上设置有穹顶状缓冲室591,缓冲室591的中心轴与上封板52轴心重合,缓冲室591开口朝下,其口沿焊接固定在上封板52上,缓冲室591的半径小于上封板52,确保在缓冲室591外的上封板52上留有环状空隙,环状空隙处开设环形分布的若干通孔,使得换热腔室54内的气体能够进入气液分离室59,若干通孔的总流通面积大于出气管552的流通面积,优选若干通孔的总流通面积大于出气管552的流通面积两倍。
56.缓冲室591顶部与上管口551通过出液管553连通,这样从下管口561进入螺旋管58内的载冷剂能在进入缓冲室591后,能够从出液管553流向上管口551。而缓冲室591内的载冷剂还能继续与气液分离室59内的制冷剂气体提供热量。
57.管状壳体51的下端侧面设有第一制冷剂进口511,在第一制冷剂进口511处连通有围绕中心柱57外围的液体分布器512。
58.设置液体分布器512的作用是防止从制冷剂进口进入换热腔室54的液体直接冲刷螺旋管58,也可以简单将液体分布器512替换成挡液板以避免流体冲击螺旋管58,保证换热效果。
59.现有技术中,比如申请号201821226626.4的专利文献采用的直径较大的圆柱管体来支撑,这挤压了内部空间,本技术中的中心柱57采用至少由三根管体形成麻花辫状的辫状柱体,其只占用很小的空间,而且辫状柱体的受力分解成轴向、径向、切向等方向,轴向承载力较高,也具有较强的抵抗热应力的能力。
60.当然除了做成辫状柱体外,也可以将多根管体绞合而成。
61.如图2所示,每一层螺旋管58的管体内表面设有沿管体轴向等间距分布的若干环形凸出581,每一层螺旋管58的管体外表面密布有几何尺寸一致的凸点和凹槽。环形凸出581的设置能够增大了螺旋管58管内流体的扰动,有利于提高管内流体的传热系数,而螺旋管58外表面密布有凸点和凹坑的粗糙表面有利于换热。
62.假设下封板53的外直径为d1,多层螺旋管58中的最大直径为d2,上封板52的外直径为d3,则d1、d2、d3最好满足:d1<d2<d3,这样蒸发器能够形成一个上大下小的结构,而由于多层螺旋管58本身两端是向内收缩的,因此螺旋管58为中段直径较大、两端直径较小的结构,这样可以将管状壳体51设计成下端直径较小,上端直径较大的形状,这样既减少了管状壳体51的材料消耗,也减少了下封板53的材料消耗,同时给上封板52顶部的上封头55内留出较大的气相空间,便于进行气液分离。
63.由于管状壳体51的直径大于多层螺旋管58中的最大直径d2,而多层螺旋管58中的最大直径d2又大于下封板53的直径,因此管状壳体51的直径是必然大于下封板53的直径,这样管状壳体51与下封板53之间可以采用锥壳连接过渡。
64.为了避免气液分离室59内的出液管553发生温差位移,将位于气液分离室59内的至少部分出液管553设置为膨胀波纹管。
65.实施例2:
66.如图4所示,本实施例与实施例1的区别在于,上封头55的气液分离室59内设有水平横置的气液分离装置554,这样位于气液分离装置554下方的制冷剂气体在经过气液分离装置554后能够完成充分的气液分离,气液分离后的干制冷剂气体从出气管552流出。
67.此时,对于设置有气液分离装置554的气液分离室59,则仅要求位于气液分离装置
554下方的部分出液管553设置为膨胀波纹管即可。
68.实施例3:
69.如图5所示,与实施例1的不同在于,本实施例在管状壳体51的上端侧面开设有第二制冷剂进口513,在换热腔室54上部设有围绕中心柱57外围的独立盘管541,该独立盘管541进口连通第二制冷剂进口513,独立盘管541出口在管状壳体51的上端侧面向外穿出,并通过节流阀516再次从第一制冷剂进口511进入换热腔室54。
70.工作原理是:载冷剂从下管口561送入,通过多层螺旋管58后从上管口551流出,而制冷剂液体先从上部的第二制冷剂进口513进入独立盘管541吸收外界的冷量,过冷后经过节流阀516从下部的第一制冷剂进口511进入液体分布器512,吸收螺旋管58内载冷剂的热量后蒸发,蒸发后的制冷剂向上流动与独立盘管内的制冷剂液体交换热量,最后从通孔进入气液分离室59,在气液分离室59内完成气液分离后从出气管552排出。
71.由于本技术的蒸发器属于压力容器,目前压力容器领域的对接焊缝的检测方法只能采用可记录、可追溯的射线检测或者衍射时差法超声检测,这对材料和厚度均有限制,因此对设备质量的检测可行性较差。
72.实施例4:
73.针对实施例1所述蒸发器,本实施例提供相应的制造方法,具体包括如下步骤:
74.s1:中心柱加工:
75.将待加工成中心柱的三根管体其中一端与上封板焊接固定,再将三根管体加工成辫状结构形成中心柱,并用辅助工装将其固定。
76.对中心柱的每一根管体进行压力试验,待压力试验均合格后将三根管体另一端与下封板焊接固定。
77.中心柱的管体数量可以根据蒸发器的支撑强度而决定,一般不低于3根才能形成麻花辫状的结构,当然多根管体也可以通过绞合的方式形成中心柱。
78.需要说明的是,本技术是先焊接固定管体一端和上封板,待压力试验合格后,再焊接固定管体另一端与下封板,反过来也是可以的,也即先焊接固定管体一端和下封板,待压力试验合格后,再焊接固定管体另一端与上封板,两种加工方式效果是相同的。
79.中心柱竖直设置时,其上端和下端均优选设置在上封板和下封板的中心。
80.s2:螺旋管加工:
81.在中心柱外围,从内层到外层逐层加工每一层螺旋管,螺旋管布置在中心柱外侧且相互独立,且每一层螺旋管具有相同的导程(螺距)和不同的直径,相邻两层螺旋管的旋向相反,螺旋管上下两端头向中心柱靠拢后沿轴向延伸穿过上封板和下封板,并将螺旋管与上封板和下封板进行点焊固定。
82.需要说明的是,螺旋管上下两端头需要至少穿过上封板和下封板100mm。
83.接着对螺旋管进行通球试验和压力试验,试验合格后,切除超出上封板和下封板多余的管体,最后将螺旋管的上下两端头与上封板和下封板焊接固定。
84.对于螺旋管有拼接的地方,需要将外表面拼接处的焊缝余高打磨至于母材齐平,将焊接接头位置两侧至少30mm范围进行软化热处理,防止加工螺旋管时由于拼接处刚性太大发生突变,最后对拼接接头进行100%射线检测,使其符合nb/t47013.2的ⅱ级要求。
85.本实施例中通球试验要求用不小于85%螺旋管内径的小球(钢球、橡胶球、铁球或
木球)进行通球试验,以钢球顺利通过螺旋管为合格。
86.特别注意的是,螺旋管从内层开始逐层向外组装时,需要内层加工完成并经射线检测(需要的话)、通球试验以及压力试验合格后再加工外层螺旋管。
87.s3:管状壳体以及上下封头的加工:
88.将液体分布器围绕中心柱下端外围且固定在下封板上部,液体分布器的进口连接第一制冷剂进口;
89.将管状壳体通过角焊缝的方式焊接在上封板和下封板之间,并调整第一制冷剂进口的位置,用临时工装封住上封板上的通孔,然后对上封板、下封板以及管状壳体所形成的整体进行压力试验,待试验合格后,拆除临时工装,最后在上封板上通过角焊缝的方式焊接缓冲室,在缓冲室外围的上封板边沿通过角焊缝的方式焊接上封头,在下封板底部边沿通过角焊缝的方式焊接下封头。
90.采用角焊缝的方式焊接管状壳体、上下封板、上下封头的焊接接头,不需要进行射线检测,降低了加工难度,也降低了检测成本。
91.如图6所示,基于上述蒸发器的优点,本发明还提供一种制冷系统,包括制冷压缩机1、油分离器2、冷凝器3、贮液器4、螺旋管蒸发器5、缓冲罐6、输送装置7和载冷剂换热间8。
92.螺旋管蒸发器5具体采用实施例3中的蒸发器结构,也就是说,在管状壳体51的上端侧面设有第二制冷剂进口513,在第二制冷剂进口513处连通有围绕中心柱57外围的独立盘管541,该独立盘管541的出口从管状壳体51上端侧面穿出经节流阀516返回第一制冷剂进口511。
93.制冷压缩机1、冷凝器3、贮液器4依次连通,贮液器4的出口连通螺旋管蒸发器5的第二制冷剂进口513,螺旋管蒸发器5的出气管552连通制冷压缩机1的入口,进入下一次制冷循环。如果冷凝器3底部具有储液空间,也可以不使用贮液器4,而是直接将冷凝器3的出口连通到螺旋管蒸发器5的第二制冷剂进口513上。
94.螺旋管蒸发器5的上管口551流出的载冷剂缓存到缓冲罐6中,缓冲罐6出口连通输送装置7,输送装置7将载冷剂送到载冷剂换热间8加热到所需的温度,然后将具有特定温度的载冷剂送往螺旋管蒸发器5的下管口561。
95.当然,为了提高自动控制效果,螺旋管蒸发器5设有液位传感装置515,在节流阀516前段设置有控制阀514,该控制阀514与液位传感装置515电连接,当液位传感装置515检测到螺旋管蒸发器5的液位较低时,通过发送信号到控制阀514使其提高制冷剂流量,从而增加螺旋管蒸发器5的液位高度;同理,当液位传感装置515检测到螺旋管蒸发器5的液位较高时,通过发送信号到控制阀514降低制冷剂流量,从而使得螺旋管蒸发器5的液位高度逐渐降低。
96.螺旋管蒸发器5的侧面设置液位显示装置517,方便直观地观察螺旋管蒸发器5的实时液位情况。
97.为了方便螺旋管蒸发器5进行回油操作,在管状壳体51的下端侧面与制冷压缩机1之间设置放油管,放油管上设有调节阀9控制回油流量。
98.下面简单描述下该制冷系统的工作原理:
99.制冷压缩机1将低温低压制冷剂气体吸入,经压缩后排出高温高压过热制冷剂气体,在油分离器2内分离去除制冷剂气体中的润滑油,然后进入冷凝器3内冷凝成为高温高
压饱和(或具有一定过冷度)的制冷剂液体,制冷剂液体进入贮液器4后再通过第二制冷剂进口513进入换热腔室54上部的独立盘管541中吸收外界低温制冷剂气体的冷量,制冷剂液体被过冷(或继续冷却),经过节流阀516被节流降压,节流降压后的低温低压制冷剂液体从螺旋管蒸发器5底部的第一制冷剂进口511进入换热腔室54下部的液体分布器512,从而吸收螺旋管58内载冷剂的热量后蒸发,蒸发后的制冷剂气体上升过程中继续吸收螺旋管58内载冷剂的热量,到达螺旋管58上部后吸收独立盘管541内来自贮液器4的液体制冷剂的热量,使得制冷剂的干度稍有提高,夹带有液滴的制冷剂气体穿过通孔521进入气液分离室59,在气液分离室59内完成气液分离,饱和的制冷剂气体被制冷压缩机1吸走,进入下一次制冷循环。
100.当螺旋管蒸发器5需要进行回油操作时,通过控制阀514关闭螺旋管蒸发器5的制冷剂供液口,当螺旋管蒸发器5内的液体制冷剂完全气化被制冷压缩机1吸走后,润滑油沉积到换热腔室54底部,这时关闭控制出气管552的出气阀,稍微打开放油管上的调节阀9,调节阀9具有节流功能,润滑油就会慢慢地被吸回制冷压缩机1中。
101.来自载冷剂换热间8的载冷剂从螺旋管蒸发器5底部下管口561进入螺旋管58内,和螺旋管58外的制冷剂进行热量交换后,载冷剂的温度降低,然后从螺旋管蒸发器5顶部流出,暂存在缓冲罐6中,然后送往输送装置7。输送装置7分两路,每路分别设置有前截止阀7171、过滤器7272、泵7373、止回阀7474、后截止阀7575,其中一路正常工作,另一路备用。正常工作时,前截止阀7171、后截止阀7575均打开,打开其中一台泵7373,如这台泵7373发生故障可以立即切换成开另一台泵7373,切换过程可以设置为自动完成,然后关闭故障泵7373的前截止阀7171和后截止阀7575,维修故障泵7373。
102.从输送装置7出来的载冷剂被输送到能够对载冷剂加热到不同温度的载冷剂换热间8,从而为载冷剂换热器提供不同温度的载冷剂,这样在可以提供多种温度载冷剂的基础上共用一个制冷循环,共用一台蒸发器,减少了系统中机器、设备、管道、阀门的数量,使得系统更简洁,操作、管理更方便。
103.经过载冷剂换热间8换热后,载冷剂的温度升高,从载冷剂换热器的底部进入螺旋管58内再次降温后进行下一次循环。
104.以上对本技术提供的一种蒸发器、蒸发器的制造方法以及具有该蒸发器的制冷系统进行了详细介绍。具体实施例的说明只是用于帮助理解本技术的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本技术原理的前提下,还可以对本技术进行若干改进和修饰,这些改进和修饰也落入本技术权利要求的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
