1.本技术涉及紧固件技术领域,具体涉及一种紧固件以及电子设备。
背景技术:
2.在工业设计中,螺钉是一种常见的紧固件,通常采用螺钉连接两个部件。然而,由于部件尺寸和孔尺寸误差等因素,螺钉在锁固过程中容易出现上下松动的问题,锁固效果较差。
技术实现要素:
3.本技术的目的在于提出一种紧固件以及电子设备,以解决上述问题。本技术通过以下技术方案来实现上述目的。
4.第一方面,本技术实施例提供了一种紧固件,包括杆部和头部,头部连接于杆部的轴向一端,杆部设有沿杆部的周向延伸的凹槽,头部包括位于凹槽内的第一侧壁,杆部包括位于凹槽内的第二侧壁,第一侧壁和第二侧壁相对,第一侧壁自头部朝向杆部倾斜,第一侧壁与第二侧壁之间的间距自凹槽的槽口朝向槽底减小。
5.第二方面,本技术实施例提供了一种电子设备,包括第一部件、第二部件以及第一方面所述的紧固件,第一部件和第二部件通过紧固件连接。
6.本技术实施例提供了一种紧固件以及电子设备,紧固件包括杆部和头部,杆部设有沿周向延伸的凹槽,头部包括位于凹槽内的第一侧壁,杆部包括位于凹槽内的第二侧壁,第一侧壁自头部朝向杆部倾斜,第一侧壁与第二侧壁之间的间距自凹槽的槽口朝向槽底减小,由此第一侧壁可以减小凹槽的空间大小,再通过第一侧壁的导向作用,使得紧固件所连接的部件在被紧固件挤压后产生的变形量可以充满整个凹槽,提高紧固件的装配稳定性,有效避免紧固件上下松动的问题。
附图说明
7.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
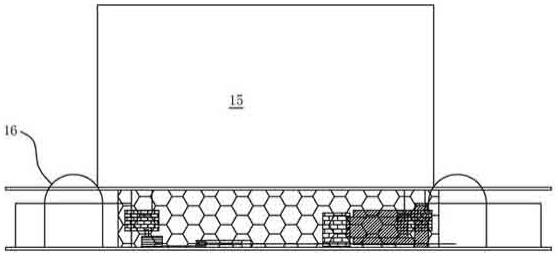
8.图1是相关技术提供的螺钉和中框的装配示意图。
9.图2是本技术实施例提供的电子设备的结构示意图。
10.图3是本技术实施例提供的紧固件、第一部件和第二部件的装配示意图。
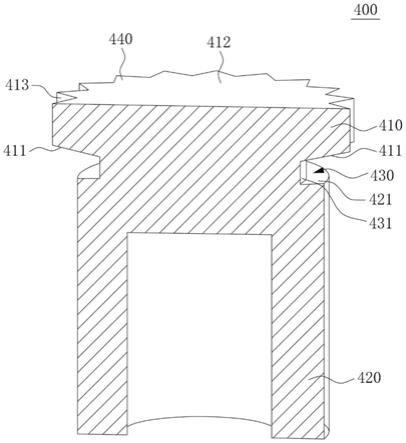
11.图4是本技术实施例提供的紧固件的剖面结构示意图。
12.图5是本技术另一实施例提供的紧固件的剖视图。
13.图6是本技术又一实施例提供的紧固件的剖视图。
具体实施方式
14.下面详细描述本技术的实施方式,所述实施方式的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施方式是示例性的,仅用于解释本技术,而不能理解为对本技术的限制。
15.请参阅图1,相关技术提供了一种螺钉100,包括螺柱110和螺帽120,螺帽120连接于螺柱110的轴向一端,螺柱110朝向螺帽120的一端设有凹槽111,凹槽111相对螺柱110的外周面下凹,且沿螺柱110的周向延伸,凹槽111的槽侧壁和槽底壁相互垂直。
16.螺钉100可用于锁固电子设备的中框200和主板(未示出),中框200可以为铝合金等容易受挤压变形的金属材料制成。在螺钉100和中框200装配之后,螺柱110穿设于中框200和主板,螺帽120与中框200相抵。虽然中框200会受到挤压变形而填充螺钉100的凹槽111,但是中框200受挤压产生的变形量无法充满整个凹槽111,尤其是无法填充到凹槽111邻近螺柱110的一侧,导致无法有效固定住螺钉100,螺钉100容易出现上下松动现象。
17.有鉴于此,在进行了大量的研究和验证之后,发明人提出一种紧固件以及具有该紧固件的电子设备,该紧固件包括杆部和头部,杆部设有沿周向延伸的凹槽,头部包括位于凹槽内的第一侧壁,杆部包括位于凹槽内的第二侧壁,第一侧壁自头部朝向杆部倾斜,第一侧壁与第二侧壁之间的间距自凹槽的槽口朝向槽底减小,由此第一侧壁可以减小凹槽的空间大小,再通过第一侧壁的导向作用,使得中框受紧固件挤压产生的变形量可以充满整个凹槽,提高紧固件的装配稳定性,有效避免紧固件上下松动的问题。
18.为了使本技术领域的人员更好地理解本技术方案,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整的描述。显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
19.为便于更好的理解本技术实施例提供的紧固件和电子设备,下面先对本技术实施例提供的电子设备进行描述,紧固件适用于该电子设备。
20.电子设备包括但不限于移动终端、平板电脑、多媒体播放器、个人数字助理、游戏机等等,本技术实施例仅以电子设备为移动终端为例进行说明。当电子设备为移动终端时,电子设备还可以包括射频电路、存储器、输入单元、无线保真模块、显示单元、传感器、音频电路、处理器、投影单元、拍摄单元、电池等部件。
21.请参阅图2和图3,本技术实施例提供的电子设备300包括第一部件310、第二部件320和紧固件400,第一部件310和第二部件320通过紧固件400连接。其中,第一部件310设有第一通孔311,第二部件320设有第二通孔321,第二通孔321的位置与第一通孔311相对应,紧固件400穿设于第一通孔311和第二通孔321以固定连接第一部件310和第二部件320。
22.当电子设备300为移动终端时,第一部件310可以为中框,第二部件320可以为主板,紧固件400用于固定连接中框和主板。电子设备300还可以包括位于中框相对两侧的面板(图中视角下未示出)和后盖板330,中框连接于后盖板330和面板之间,以形成一个完整的壳体结构,主板设置于该壳体结构内。
23.在其他一些实施例中,第一部件310也可以为后盖板,第二部件320也可以为天线支架、音箱支架或者电池等。当然,根据电子设备300的具体构造不同,第一部件310和第二部件320还可以为其他,例如第一部件310和第二部件320还可以均为壳体。
24.请参阅图3和图4,紧固件400可以为螺钉或螺栓,紧固件400包括头部410和杆部420,头部410连接于杆部420的轴向一端,杆部420设有沿杆部420的周向延伸的凹槽430,头部410包括位于凹槽430内的第一侧壁411,杆部420包括位于凹槽430内的第二侧壁421,第一侧壁411和第二侧壁421相对设置,第一侧壁411自头部410朝向杆部420倾斜,第一侧壁411与第二侧壁421之间的间距自凹槽430的槽口朝向凹槽430的底部减小。
25.紧固件400可以用于连接第一部件310和第二部件320,在装配完成后,杆部420穿设于第一部件310和第二部件320,头部410与第一部件310相抵。第一部件310可以为中框,中框通常为铝合金件,紧固件400为不锈钢件,紧固件400的硬度大于第一部件310的硬度。第一部件310在受到紧固件400的挤压后会产生一定的变形量,紧固件400通过第一侧壁411可以减小凹槽430的空间大小,再通过第一侧壁411的导向作用,使得第一部件310受紧固件400挤压产生的变形量可以充满整个凹槽430,提高紧固件400的装配稳定性,有效避免紧固件400上下松动的问题,提高第一部件310和第二部件320的连接稳定性。
26.本实施例中,头部410可以为六角头、方头、圆柱头、半圆头、扁圆头、盘头、沉头、半沉头、内六角头、双六角头、t形头中的其中一个。杆部420为圆柱体,杆部420远离头部410的一端可以为辗制端、倒角端、球面端、锥端、截锥端、平端、凹端、圆柱端、刮削端及断颈端中的其中一个。
27.杆部420可以包括光滑段和螺纹段,光滑段连接于头部410和螺纹段之间,凹槽430位于光滑段;或者,螺纹段连接于光滑段和头部410之间,凹槽430位于螺纹段;或者,杆部420仅包括螺纹段,也即杆部420的外周面全部带有螺纹,凹槽430位于螺纹段。
28.本实施例中,杆部420还包括槽底壁431,槽底壁431连接于第一侧壁411和第二侧壁421之间,第一侧壁411、槽底壁431和第二侧壁421共同限定形成凹槽430。其中,槽底壁431为柱面,槽底壁431相对于杆部420的外周面下凹,槽底壁431可与杆部420的外周面相互平行,第二侧壁421可以为环形平面且与槽底壁431相互垂直,以方便凹槽430的加工成型。
29.在一些实施例中,头部410的外径大于杆部420的外径,以使得头部410能够完全盖住第二部件320上的第二通孔321,且可以增大第一部件310被挤压后产生的变形量,确保可以充满凹槽430。作为一种实施方式,头部410的外径与杆部420的外径差值等于凹槽430的深度。
30.进一步地,头部410还可以包括头部端面412和头部周壁413,头部端面412位于头部410背离杆部420的一侧,头部端面412可以为平面,头部周壁413连接于头部端面412,且与头部端面412相互垂直。头部端面412可以设置有工具插槽(未示出),工具插槽可以为一字槽、十字槽或者多边形槽等等,工具插槽为适于工具插入以通过工具旋转紧固件400。
31.在一些实施例中,第一部件310上的第一通孔311为台阶孔,第一通孔311包括同轴设置的第一子孔3111和第二子孔3112,第二子孔3112位于第一子孔3111朝向第二部件320的一侧,第二子孔3112的内径小于第一子孔3111且与第二通孔321相等,以在第一子孔3111和第二子孔3112之间形成沉台面。杆部420穿设于第二子孔3112和第二通孔321,头部410嵌设于第一子孔3111内,并与第一子孔3111和第二子孔3112之间的沉台面相抵。头部端面412可以与第一部件310的外表面平齐,或者相对第一部件310的外表面朝向主板缩进。
32.在一些实施例中,头部周壁413可以设置有多个齿部440,多个齿部440沿头部410的周向间隔排布。在紧固件400和第一部件310装配完成后,齿部440嵌入于第一子孔3111
内,通过齿部440的咬合作用,可以提高紧固件400和第一部件310的连接稳定性,且可以保证一定的密封性能。
33.本实施例中,每个齿部440均可以均为直齿,也即头部410整体为直齿轮形状,以便于进行加工制造。在其他一些实施例中,每个齿部440也可以均为斜齿,也即头部410整体为斜齿轮形状,与直齿轮相比,虽然加工成本有所提高,但是组装精度更好。
34.在一些实施例中,第一侧壁411与头部周壁413邻接,也即第一侧壁411直接连接于头部周壁413,第一侧壁411自头部周壁413倾斜延伸至凹槽430的底部。由此,能够提高第一侧壁411的导向效果,能够将第一部件310受挤压变形的部分顺利引导至凹槽430内,避免发生阻塞,且第一侧壁411和头部周壁413之间无需加工其他面型,紧固件400的制作更加简便。
35.在一些实施例中,第一侧壁411与头部端面412之间的夹角为10
°
~30
°
。如此,第一侧壁411与头部端面412之间的夹角位于合理范围之内,有效避免角度太小无法有效改变第一部件310被挤压部分的流向,使其流向凹槽430的第二侧壁421,而角度太大则第一部件310的变形量过大,容易被挤出到凹槽430外的问题。
36.本实施例中,第一侧壁411与头部端面412之间的夹角等于13
°
,使得螺钉400适用于装配移动终端的中框和主板。当然,在其他一些实施例中,第一侧壁411和头部端面412之间的夹角也可以等于10
°
、20
°
或者30
°
等。
37.请参阅图5,在一些实施例中,第一侧壁411与头部周壁413相互间隔,头部410还包括朝向杆部420的头部底壁414,头部底壁414环绕于第一侧壁411的外周并连接于第一侧壁411,头部底壁414还与头部周壁413邻接;头部底壁414与头部端面412之间的夹角小于第一侧壁411与头部端面412之间的夹角,也即头部底壁414相对于头部端面412的倾斜度小于第一侧壁411,能够减小第一部件310受挤压后产生的变形量。
38.本实施例中,头部底壁414为环形平面,头部底壁414与头部端面412相互平行,头部底壁414和头部周壁413相互垂直。第一侧壁411和第二侧壁421在杆部420轴向上的正投影完全重合,头部底壁414的环宽等于头部410外径与杆部420外径的差值。其中,随着头部底壁414环宽的增大,第一侧壁411的环宽减小,第一部件310受挤压后产生的变形量减小,本领域技术人员可以根据实际需求设定头部底壁414的环宽,在此并不具体限定。
39.请参阅图6,在一些实施例中,槽底壁431与杆部420的外周面相互平行,第二侧壁421与槽底壁431之间的夹角为锐角,也即第二侧壁421自杆部420朝向头部410倾斜,能够在第二侧壁421与槽底壁431之间形成一个流动金属的容置空间,避免因第一部件310受挤压产生的变形量过大而流出凹槽430外,影响装配精度。
40.在一些实施例中,紧固件400为一体成型件,一体化的结构不仅可以保证结构、性能的稳定性,并且方便成型、制造简单,而且省去了多余的装配件以及连接工序,大大提高了装配效率,保证紧固件400的可靠性,再者,一体成型结构的整体强度和稳定性较高,组装更方便,寿命更长。
41.综上所述,本技术实施例提供的紧固件400,第一侧壁411自头部410朝向杆部420倾斜,第一侧壁411与第二侧壁421之间的间距自凹槽430的槽口朝向凹槽430的底部减小,由此第一侧壁411可以预先占用凹槽430的一部分空间,再通过第一侧壁411的导向作用,使得第一部件310受紧固件400挤压产生的变形量可以充满整个凹槽430,提高紧固件400的装
配稳定性,有效避免紧固件400上下松动的问题。
42.在本实施例的描述中,参考术语“一些实施方式”、“其他实施方式”等的描述意指结合该实施方式或示例描述的具体特征、结构、材料或者特点包含于本技术的至少一个实施方式或示例中。在本实施例中,对上述术语的示意性表述不必须针对的是相同的实施方式或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施方式或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本实施例中描述的不同实施方式或示例以及不同实施方式或示例的特征进行结合和组合。
43.以上所述实施例仅表达了本技术的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本技术专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本技术构思的前提下,还可以做出若干变形和改进,这些都属于本技术的保护范围。因此,本技术专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。