1.本技术涉及泵装置技术领域,具体而言,涉及一种泵装置的电路板装配结构、一种泵装置和一种车辆。
背景技术:
2.目前,泵装置的电路板多采用焊接方式与电机端子和接插件的插针实现电连接。但是,有些泵装置,其电机和接插件布置在电路板的两侧,如果采用焊接的方式需要从两个相反的方向进行,导致焊接难度非常高,较难实施。
3.为了解决这种结构的电路板连接问题,常见方法是电机端子和电路板的连接采用presfit工艺(press-fit技术采用press-fit插针通过过盈配合实现连接,这样便可以省略焊接触点)。press-fit是指插针与电路板的孔过盈配合,优点是免焊接,缺点是press-fit插针压入时力度比较大,需要在电路板一侧增加固定板,压入press-fit插针时给电路板提供支撑力,防止压入力过大损坏电路板。但是固定板本身又需要固定支撑和旋转方向定位,导致结构上需要做新的特征来解决固定板的装配问题。
技术实现要素:
4.为了解决上述技术问题至少之一,本技术的一个目的在于提供一种泵装置的电路板装配结构。
5.本技术的另一个目的在于提供一种包括上述电路板装配结构的泵装置。
6.本技术的又一个目的在于提供一种包括上述泵装置的车辆。
7.为了实现上述目的,根据本技术第一方面的一个实施例,提供了一种泵装置的电路板装配结构,包括:固定板,该固定板设有避让缺口;电路板,该电路板位于该固定板的一侧,并与该固定板相连,该电路板设有第一焊接孔,该第一焊接孔用于供泵装置的电机端子沿着由电路板指向固定板的方向插入并与电路板焊接相连,且该第一焊接孔与该避让缺口对应设置;端盖,该端盖位于该固定板的另一侧,并与该固定板相连;接插件,该接插件包括插针和套设在该插针外侧的套筒,该插针穿过该端盖与该电路板连接。
8.本技术的实施例提供的泵装置的电路板装配结构,针对电机与接插件分居电路板两侧的泵装置结构焊接难的问题,利用电路板、固定板、端盖、接插件的位置关系以及第一焊接孔与避让缺口的位置关系,实现了电路板与电机端子的简便焊接,解决了上述泵装置结构中电机端子与电路板的焊接难题。相较于现有技术中电机端子采用press-fit插针与电路板进行过盈配合的方案,本方案的电机端子可采用常规端子,从而有效降低了生产成本;并且相较于pressfit工艺,焊接工艺较为成熟,工艺也相对简单,从而有利于降低装配成本。
9.另外,本技术提供的上述技术方案中的泵装置的电路板装配结构还可以具有如下附加技术特征:
10.根据本技术的一个实施例,该固定板与该接插件为一体式结构。
11.固定板与接插件采用一体式结构,则将固定板与电路板装配后,接插件的插针与电路板也同步实现了准确定位,然后进行固定连接即可,这省去了接插件与电路板之间的定位工序,从而进一步提高了装配效率。同时,固定板还对接插件起到了固定作用,省去了接插件的套筒与固定板或者端盖等其他部件之间的机械固定连接工序,也提高了装配效率。此外,固定板与接插件可采用注塑成型等方式形成一体,还省去了接插件与固定板或者端盖等其他部件之间的密封件,减少了泵装置的零部件数量,结构更为简单。
12.根据本技术的一个实施例,该固定板包括:固定板本体,该固定板本体设有该避让缺口,并与该端盖相连;和至少一个固定部,该固定部凸设在该固定板本体朝向该电路板的板面上;其中,该电路板设有至少一个第一连接孔,该固定部与该第一连接孔相配合,使该电路板与该固定板固定相连。
13.固定板包括固定板本体和至少一个固定部。固定板本体是固定板的主体部分,能够对电路板起到支撑作用,并与端盖实现连接功能。通过合理设计固定板本体的形状,即可形成所需形状的避让缺口,满足不同产品的不同需求。固定部与电路板的第一连接孔相配合,实现固定板对电路板的固定,保证电路板的稳定性。同时,固定部凸设在固定板本体朝向电路板的板面上,能够使得固定板本体与电路板之间具有一定的间距,便于对电路板上的元器件进行避让,有利于电路板上的元器件的合理布局,也便于电路板的散热。
14.根据本技术的一个实施例,该固定部与该第一连接孔通过紧固件固定连接;或者该固定部与该第一连接孔铆接固定;或者该固定部包括至少一个第一卡扣,该第一卡扣与该第一连接孔卡接配合。
15.固定部与第一连接孔通过螺钉等紧固件实现固定连接,连接强度高,固定牢靠。
16.或者,固定部与第一连接孔铆接固定,连接强度也较高,固定较为牢靠。
17.或者,固定部包括至少一个第一卡扣,第一卡扣穿过第一连接孔与电路板卡接配合,相较于螺钉连接的方式,装配方式更加简单快捷,有利于简化装配工序,进一步提高装配效率。
18.根据本技术的一个实施例,该固定板还包括:密封凸台,该密封凸台设在该固定板本体朝向该电路板的板面上,并沿该避让缺口的周向设置,且该密封凸台与泵装置的机壳的内壁面的形状适配,该密封凸台的外侧壁上设有用于安装第一密封圈的第一密封槽。
19.固定板还包括密封凸台,由于密封凸台沿固定板本体的周向设置,形成为环状结构。由于密封凸台与机壳的内壁面的形状适配,因而能够嵌入到机壳内。这样,在密封凸台的外侧壁上设置第一密封槽,装上第一密封圈后,第一密封圈的局部嵌入第一密封槽内,并与机壳的内壁面相抵靠,即:第一密封圈夹在机壳的内壁面与密封凸台之间,从而能够实现固定板与机壳之间的径向密封。这样有利于减小机壳的壁厚,防止因机壳壁厚过薄导致难以开设密封槽致使密封困难的问题,满足了对机壳壁厚要求高的产品的密封需求。
20.根据本技术的一个实施例,该电路板设有第二焊接孔,该第二焊接孔与该插针焊接固定;或者,该插针为压配合端子,该电路板设有插拔孔,该压配合端子与该插拔孔过盈配合;或者该泵装置的电路板装配结构还包括电插件,该电插件设在该电路板上,并与该电路板电连接,该电插件包括插孔和弹性导电部,该插针穿过该端盖与该插孔插接配合并与该弹性导电部接触。
21.电路板与插针通过焊接方式固定连接,焊接工艺简单,且成本低。
22.或者,也可以利用pressfit工艺(或者叫压接工艺)实现电路板与接插件的插针之间的连接,即:插针采用压配合端子(即press-fit插针),电路板上设有与插针适配的插拔孔,通过压装的方式使插针与插拔孔过盈配合,实现插针与电路板的电连接。这种情况下,固定板能够对电路板提供支撑力,从而保证插针与电路板插接时不会损坏电路板。相较于电路板与电机端子和接插件的插针均采用焊接固定的方案,本方案能够省去一道焊接工序,省去一台焊接机,也有利于节约成本。
23.或者,利用电插件实现接插件的插针与电路板的插拔连接,实现了免焊接固定,操作方式较为简单。同时,由于电插件的弹性导电部能够发生弹性变形,从而能够显著降低插针插入插孔时受到的阻力,进而显著降低插针与电路板插接时的操作力度,大大降低了插针与电路板的装配难度;且能够利用弹性导电部的复位弹力保证弹性导电部与插针的良好接触,从而提高插针与电插件的配合可靠性。相较于pressfit工艺,本方案中插针与电插件的插拔方式更加简单,对压入力度和定位精度的要求显著降低,装配方便快捷,从而有利于降低装配成本;且插针可以采用普通插针,从而有利于降低生产成本。
24.根据本技术的一个实施例,该端盖设有装配孔,该装配孔与该套筒间隙配合。
25.端盖的装配孔与接插件的套筒间隙配合,由于装配孔具有一定的深度,相当于在套筒的外周增加了对套筒进行支撑和加强的结构,能够有效防止接插件在与母端插拔的过程中发生倾斜、变形等情况的概率,从而提高接插件的插拔力,提高接插件的使用可靠性,有利于延长接插件的使用寿命。
26.根据本技术的一个实施例,该装配孔与该避让缺口错开设置。
27.装配孔与避让缺口错开设置,使得接插件也与避让缺口错开设置,这样有利于避免接插件与电路板上对应避让缺口的元器件发生干涉,有利于优化电路板的布局。
28.根据本技术的一个实施例,该泵装置的电路板装配结构还包括:加强凸台,该加强凸台设在该端盖背离该固定板的板面上,并沿该装配孔的周向设置,且该加强凸台与该套筒间隙配合。
29.加强凸台的设置,相当于变相加深了装配孔的深度,使得端盖能够对接插件的套筒起到更可靠的支撑作用和加强作用,从而进一步提高接插件的插拔力,进一步提高接插件的使用可靠性,进一步延长接插件的使用寿命。
30.根据本技术的一个实施例,该固定板为塑料件。
31.固定板采用塑料件,便于通过注塑成型加工出各种所需的形状,以满足产品结构和性能的需求;并便于与接插件一体注塑成型,实现一体式结构。
32.根据本技术的一个实施例,该电路板包括:电路板本体,该电路板本体朝向该固定板的板面设有散热区,该散热区与该避让缺口对应设置;第一板面元器件,该第一板面元器件包括至少一个散热元件,该至少一个散热元件设在该散热区内。
33.电路板包括电路板本体和第一板面元器件。第一板面元器件包括至少一个散热元件,散热元件的设置,便于及时散去电路板产生的热量,防止电路板在使用过程中温升过高发生故障,从而提高电路板的使用可靠性,进而提高泵装置的使用可靠性。电路板本体朝向固定板的板面设有散热区,将第一板面元器件的所有散热元件集中设在散热区内,使得散热元件能够集中暴露在避让缺口内,有利于提高电路板的散热效果,也便于散热元件接触导热性较好的端盖,进而通过端盖高效散热以进一步提高散热效果,同时也有利于简化避
让缺口的形状,使得避让缺口的形状更加规整,从而降低固定板的加工难度,降低生产成本。
34.根据本技术的一个实施例,该泵装置的电路板装配结构还包括:导热结构,该导热结构设在该散热元件与该端盖之间,并与该散热元件及该端盖相接触,且该端盖为金属件。
35.在散热元件与端盖之间增设导热结构,且端盖采用金属件,由于金属和导热结构具有良好的导热性能,因而散热元件的热量可以通过导热结构快速传递至端盖,进而向外散热,这大大提高了产品的散热性能,显著提高了散热效果。同时,由于第一板面元器件的所有散热元件集中设在散热区内,因而便于导热结构的一次性布置。
36.根据本技术的一个实施例,该导热结构包括导热胶和导热垫中的至少一种。
37.导热胶通过涂抹的方式设置,工艺简单,且成本低,具体可以涂抹在散热元件和端盖中的至少一者上,使用较为方便。导热垫也可以通过粘贴的方式进行固定,或者直接夹紧在散热元件与端盖之间,也具有结构简单、装配方便、成本低的优点。
38.根据本技术的一个实施例,该端盖包括:端盖本体;和散热凸台,该散热凸台设在该端盖本体朝向该固定板的板面上,并与该散热元件对应设置;其中,该导热结构设在该散热元件与该散热凸台之间,并与该散热元件及该散热凸台相接触。
39.端盖包括端盖本体和散热凸台,端盖本体与固定板相连,接触件的插针穿过端盖本体与电路板电连接,实现端盖与固定板及接插件的配合。散热凸台的设置,有利于进一步增加端盖的散热面积,从而进一步提高散热效果。同时,也有利于减小导热结构的厚度,简化导热结构,从而降低导热结构的成本。
40.根据本技术的一个实施例,该泵装置的电路板装配结构还包括:散热翅片,该散热翅片设在该端盖背离该固定板的板面上。
41.在端盖背离固定板的板面上设置散热翅片,能够进一步增加产品的散热面积,从而进一步提高产品的散热性能。
42.根据本技术的一个实施例,该电路板还包括:第二板面元器件,该第二板面元器件设在该电路板本体背离该固定板的板面上,该第二板面元器件包括电容元件和电感元件。
43.有些电容元件和电感元件的体积相对较大,高度较高,将这些元件统一设在电路板本体背离固定板的板面上,使其位于电路板的同一侧,便于合理利用电路板与电机之间的轴向空间;且相较于分居电路板本体的两侧,本方案有利于减小电路板的轴向尺寸,从而有利于减小电机的轴向尺寸。
44.根据本技术的一个实施例,该第一板面元器件包括接地元件,该接地元件与该端盖接触,且该端盖为金属件。
45.当端盖采用金属件时,由于金属具有导电功能,因而当电路板的接地元件与金属材质的端盖物理接触时,能够实现电连接,从而实现电路板的接地设计,提高电路板的防电磁干扰的能力,从而提高产品的电磁兼容性,即提高产品的emc性能。
46.根据本技术的一个实施例,该端盖包括:端盖本体;和定位凸台,该定位凸台设在该端盖本体朝向该固定板的板面上,并与该避让缺口的形状适配,该定位凸台嵌入该避让缺口内。
47.端盖包括端盖本体和定位凸台。由于定位凸台与避让缺口的形状适配,因而装配时定位凸台可以直接嵌入避让缺口内,实现端盖与固定板的相对固定,起到良好的装配定
位的作用,从而进一步提高装配效率。
48.根据本技术的一个实施例,该泵装置的电路板装配结构还包括:第二密封圈,该第二密封圈设在该端盖与该固定板之间。
49.在端盖与固定板之间设置第二密封圈,能够保证端盖与固定板之间的密封可靠性,防止液体经端盖与固定板之间的间隙进入泵装置内,从而提高泵装置的使用可靠性。
50.根据本技术的一个实施例,该端盖的定位凸台的外侧壁设有第二密封槽,该第二密封槽沿该避让缺口的周向设置,该第二密封圈嵌入该第二密封槽内,并与该固定板相抵靠;或者该固定板朝向该端盖的板面与该端盖朝向该固定板的板面中的一个设有第二密封槽,该第二密封槽沿该避让缺口的周向设置,该第二密封圈嵌入该第二密封槽内,并与该固定板及该端盖相抵靠。
51.在端盖的定位凸台的外侧壁设置第二密封槽,并在第二密封槽处安装第二密封圈,则装配完成后第二密封圈夹在定位凸台的外侧壁与固定板之间,对固定板与端盖起到径向密封的作用。该方案有利于减小固定板和端盖本体的厚度,进而有利于减小泵装置的轴向尺寸。
52.或者,当固定板的厚度和/或端盖的厚度足够时,相应可以在固定板朝向端盖的板面和/或端盖朝向固定板的板面上设置第二密封槽,装配完成后第二密封圈能够实现固定板与端盖之间的轴向密封,同样能够保证端盖与固定板之间的密封可靠性。
53.根据本技术的一个实施例,该固定板设有第二连接孔,该端盖设有第三连接孔,该第二连接孔和该第三连接孔供紧固件穿过,以使该固定板和该端盖通过该紧固件固定连接。
54.在固定板上设第二连接孔,在端盖上相应设第三连接孔,装配时可以利用螺钉等紧固件实现固定板与端盖的固定连接,结构简单,且固定牢靠。
55.根据本技术的一个实施例,该端盖为塑料件。
56.对于散热需求不高的产品,端盖采用塑料件,相较于金属件,可以减轻产品的重量,并降低产品的成本。
57.根据本技术第二方面的一个实施例,提供了一种泵装置,包括:泵部,该泵部设有输入口和输出口;电机部,该电机部与该泵部相连,该电机部包括电机端子;和如第一方面实施例中任一项的泵装置的电路板装配结构,该电路板装配结构与该电机部相连,且该电机端子与该电路板装配结构的第一焊接孔焊接固定。
58.本技术第二方面的实施例提供的泵装置,因包括第一方面实施例中任一项的泵装置的电路板装配结构,因而具有上述任一实施例所具有的一切有益效果,在此不再赘述。
59.根据本技术的一个实施例,该电机部包括机壳,该电路板装配结构的固定板和端盖与该机壳通过紧固件固定连接。
60.通过螺钉等紧固件实现固定板、端盖和机壳的固定连接,固定牢靠,装配简单,且有利于简化装配工序。
61.根据本技术的一个实施例,该机壳为金属件。
62.机壳采用金属件,由于金属具有良好的导热性能,因而有利于产品的散热。进一步地,对于端盖采用金属件,端盖与电路板的接地元件接触且端盖通过螺钉与机壳固定连接的方案,端盖能够通过螺钉和金属机壳实现导电,则机壳与电路板的接地元件也间接实现
电连接,实现了接地设计,从而进一步提高了产品的电磁兼容性,即进一步提高了产品的emc性能。
63.根据本技术第三方面的一个实施例,提供了一种车辆,包括:车体;和第二方面实施例中任一项的泵装置,该泵装置安装在该车体上。
64.本技术第三方面的实施例提供的车辆,因包括第二方面实施例中任一项的泵装置,因而具有上述任一实施例该具有的一切有益效果,在此不再赘述。
65.本技术的附加方面和优点将在下面的描述部分中变得明显,或通过本技术的实践了解到。
附图说明
66.本技术的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
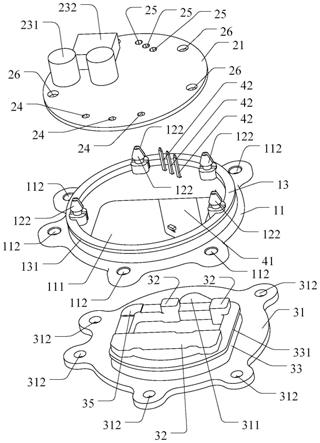
67.图1是本技术一个实施例提供的泵装置的电路板装配结构的分解示意图;
68.图2是本技术一个实施例提供的泵装置的电路板装配结构的分解示意图;
69.图3是本技术一个实施例提供的泵装置的电路板装配结构的分解示意图;
70.图4是本技术一个实施例提供的泵装置的电路板装配结构的局部结构示意图;
71.图5是本技术一个实施例提供的泵装置去掉端盖后的立体结构示意图;
72.图6是本技术一个实施例提供的泵装置第一视角的立体结构示意图;
73.图7是本技术一个实施例提供的泵装置的剖视结构示意图;
74.图8是本技术一个实施例提供的泵装置的剖视结构示意图;
75.图9是图6所示泵装置第二视角的立体结构示意图;
76.图10是图6所示泵装置第三视角的立体结构示意图;
77.图11是本技术一个实施例提供的车辆的示意框图;
78.图12是本技术一个实施例提供的泵装置的局部剖视结构示意图;
79.图13是图12所示泵装置的泵盖(包含内齿轮在泵盖上的正投影)的结构示意图;
80.图14是本技术一个实施例提供的泵装置的局部剖视结构示意图;
81.图15是图14所示泵装置的泵盖的部分结构示意图;
82.图16是本技术一个实施例提供的车辆的结构示意图;
83.图17是本技术一个实施例提供的电插件的立体结构示意图;
84.图18是图17所示电插件第一视角的结构示意图;
85.图19是图17所示电插件第二视角的结构示意图;
86.图20是图17所示电插件第三视角的结构示意图;
87.图21是本技术一个实施例提供的电路板的结构示意图。
88.其中,图1至图21中的附图标记与部件名称之间的对应关系为:
89.1固定板,11固定板本体,111避让缺口,112第二连接孔,12固定部,122卡扣,13密封凸台,131第一密封槽;
90.2电路板,21电路板本体,211散热区,22第一板面元器件,221散热元件,222接地元件,23第二板面元器件,231电容元件,232电感元件,24第一焊接孔,25第二焊接孔,26第一连接孔,27散热翅片;
91.3端盖,31端盖本体,311装配孔,312第三连接孔,32散热凸台,33定位凸台,331第二密封槽,34加强凸台,35接地凸台;
92.4接插件,41套筒,42插针;
93.5导热结构,51第一密封圈,52第二密封圈,53紧固件;
94.6泵部,61输入口,62输出口,63内齿轮,64外齿轮,65泵盖,651第二润滑槽,652止推润滑槽,653节流孔,654第二流通槽,655第二节流槽,656油池,657第二轴承部,66第一压力腔,67第二压力腔;
95.7电机部,71电机端子,72机壳,721第一节流槽,722第一润滑槽,723第一流通槽,724泄压孔,725第一轴承部,73转子组件,74定子组件,75转轴,76油封;
96.8电插件,81弹性导电部,811弹片,82连接座,821支架,8211插孔,822焊盘,823避让空间;
97.100电路板装配结构,200泵装置,300车辆,302车体,304驱动部件,306储油部。
具体实施方式
98.为了能够更清楚地理解本技术的上述目的、特征和优点,下面结合附图和具体实施方式对本技术进行进一步的详细描述。需要说明的是,在不冲突的情况下,本技术的实施例及实施例中的特征可以相互组合。
99.在下面的描述中阐述了很多具体细节以便于充分理解本技术,但是,本技术还可以采用其他不同于在此描述的其他方式来实施,因此,本技术的保护范围并不受下面公开的具体实施例的限制。
100.下面参照图1至图21描述本技术一些实施例提供的泵装置的电路板装配结构、泵装置和车辆。
101.如图1所示,本技术第一方面的一个实施例提供的泵装置200的电路板装配结构100,包括:固定板1、电路板2、端盖3和接插件4。
102.具体地,固定板1设有避让缺口111。
103.电路板2位于固定板1的一侧,并与固定板1相连。电路板2设有第一焊接孔24。第一焊接孔24用于供泵装置200的电机端子71沿着由电路板2指向固定板1的方向插入并与电路板2焊接相连,且第一焊接孔24与避让缺口111对应设置。
104.端盖3位于固定板1的另一侧,并与固定板1相连。
105.接插件4包括插针42和套设在插针42外侧的套筒41。插针42穿过端盖3与电路板2连接。
106.本技术的实施例提供的泵装置200的电路板装配结构100,针对电机与接插件4分居电路板2两侧的泵装置200结构焊接难的问题,利用电路板2、固定板1、端盖3、接插件4的位置关系以及第一焊接孔24与避让缺口111的位置关系,实现了电路板2与电机端子71的简便焊接,解决了上述泵装置200结构中电机端子71与电路板2的焊接难题。
107.相较于现有技术中电机端子71采用press-fit插针与电路板2进行过盈配合的方案,本方案的电机端子71可采用常规端子,从而有效降低了生产成本;并且相较于pressfit工艺,焊接工艺较为成熟,工艺也相对简单,从而有利于降低装配成本。
108.具体而言,电路板装配结构100包括固定板1、电路板2、端盖3和接插件4,电路板2、
固定板1、端盖3、接插件4整体上沿电路板2的厚度方向依次布置,则电路板2和端盖3分居固定板1的两侧,泵装置200的电机和接插件4也分居电路板2的两侧,电机端子71和接插件4的插针42需从两个相反的方向与电路板2实现连接(既实现机械连接,同时实现电连接)。固定板1与电路板2相连,能够对电路板2起到固定作用,并对电路板2提供支撑力,降低电路板2在装配过程中发生变形、移位等情况的风险,提高电路板2与电机端子71、接插件4的装配效率。
109.同时,固定板1设有避让缺口111,由于避让缺口111与第一焊接孔24对应设置,因而在电路板2固定在固定板1上后,当电机端子71沿着由电路板2指向固定板1的方向插入第一焊接孔24后,不会受到固定板1的阻挡,而是暴露在避让缺口111内。这样,避让缺口111即可为电机端子71与电路板2的焊接提供操作空间,便于电机端子71与电路板2之间的焊接固定。
110.而接插件4与电路板2之间的连接可以在连接电机端子71之前单独进行,由于不受电机结构的影响,因而接插件4与电路板2之间的具体连接方式不受限制,可以采用现有的pressfit工艺,也可以采用其他工艺。
111.而接插件4的套筒41的固定,可以通过与固定板1固定连接或者与端盖3固定连接实现。当电机端子71和接插件4的插针42与电路板2连接完成之后,再装上端盖3,保证端盖3与固定板1相连,并与泵装置200的机壳72连接在一起即可。
112.具体的装配过程如下:装配时,先将电路板2固定到固定板1上;然后将接插件4的插针42与电路板2连接在一起;接着将电路板2的第一焊接孔24与电机端子71对准,使得电机端子71沿着由电路板2指向固定板1的方向插入第一焊接孔24,此时电机端子71和第一焊接孔24暴露在避让缺口111内,避让缺口111可提供充足的焊接空间;然后利用避让缺口111将电机端子71与电路板2焊接固定即可,由于焊接空间充足,因而焊接难度相对较低,装配效率较高;接着,装上端盖3,封盖固定板1的避让缺口111,保证泵装置200外观的完整性。
113.在本技术的一个实施例中,进一步地,固定板1与接插件4为一体式结构,如图1、图2和图3所示。
114.固定板1与接插件4采用一体式结构,则将固定板1与电路板2装配后,接插件4的插针42与电路板2也同步实现了准确定位,然后进行固定连接即可,这省去了接插件4与电路板2之间的定位工序,从而进一步提高了装配效率。
115.同时,固定板1还对接插件4起到了固定作用,省去了接插件4的套筒41与固定板1或者端盖3等其他部件之间的机械固定连接工序,也提高了装配效率。
116.此外,固定板1与接插件4可采用注塑成型等方式形成一体,还省去了接插件4与固定板1或者端盖3等其他部件之间的密封件,减少了泵装置200的零部件数量,结构更为简单。
117.具体地,固定板1为塑料件。
118.固定板1采用塑料件,便于通过注塑成型加工出各种所需的形状,以满足产品结构和性能的需求;并便于与接插件4一体注塑成型,实现一体式结构。
119.在本技术的一个实施例中,具体地,如图2所示,固定板1包括:固定板本体11和至少一个固定部12。固定板本体11设有避让缺口111,并与端盖3相连。固定部12凸设在固定板本体11朝向电路板2的板面上。
120.其中,电路板2设有至少一个第一连接孔26,固定部12与第一连接孔26相配合,使电路板2与固定板1固定相连。
121.固定板1包括固定板本体11和至少一个固定部12。固定板本体11是固定板1的主体部分,能够对电路板2起到支撑作用,并与端盖3实现连接功能。通过合理设计固定板本体11的形状,即可形成所需形状的避让缺口111,满足不同产品的不同需求。固定部12与电路板2的第一连接孔26相配合,实现固定板1对电路板2的固定,保证电路板2的稳定性。
122.同时,固定部12凸设在固定板本体11朝向电路板2的板面上,能够使得固定板本体11与电路板2之间具有一定的间距,便于对电路板2上的元器件进行避让,有利于电路板2上的元器件的合理布局,也便于电路板2的散热。
123.其中,固定部12的数量可以为一个,结构更加简单,也可以为多个。对于固定部12的数量为多个的情况,多个固定部12沿固定板本体11的周向间隔设置,这有利于电路板2受力均衡,从而提高对电路板2的固定可靠性。
124.在本技术的一个具体示例中,固定部12与第一连接孔26通过紧固件53固定连接。固定部12与第一连接孔26通过螺钉等紧固件53实现固定连接,连接强度高,固定牢靠。
125.在本技术的另一个具体示例中,固定部12与第一连接孔26铆接固定。固定部12与第一连接孔26铆接固定,连接强度也较高,固定较为牢靠。
126.在本技术的又一个具体示例中,固定部12包括至少一个卡扣122,如图2所示。卡扣122与第一连接孔26卡接配合。
127.固定部12包括至少一个卡扣122,卡扣122穿过第一连接孔26与电路板2卡接配合,相较于螺钉连接的方式,装配方式更加简单快捷,有利于简化装配工序,进一步提高装配效率。
128.其中,卡扣122的数量可以为一个,也可以为多个,比如两个卡扣122相背设置。
129.在本技术的一个实施例中,进一步地,固定板1还包括:密封凸台13,如图2所示。密封凸台13设在固定板本体11朝向电路板2的板面上,并沿避让缺口111的周向设置。且密封凸台13与泵装置200的机壳72的内壁面的形状适配。密封凸台13的外侧壁上设有用于安装第一密封圈51的第一密封槽131。
130.固定板1还包括密封凸台13,由于密封凸台13沿固定板本体11的周向设置,形成为环状结构。由于密封凸台13与机壳72的内壁面的形状适配,因而能够嵌入到机壳72内。这样,在密封凸台13的外侧壁上设置第一密封槽131,装上第一密封圈51后,第一密封圈51的局部嵌入第一密封槽131内,并与机壳72的内壁面相抵靠(如图7和图8所示),即:第一密封圈51夹在机壳72的内壁面与密封凸台13之间,从而能够实现固定板1与机壳72之间的径向密封。这样有利于减小机壳72的壁厚,防止因机壳72壁厚过薄导致难以开设密封槽致使密封困难的问题,满足了对机壳72壁厚要求高的产品的密封需求。
131.同时,将电路板2和电机布置在固定板1的同一侧,在空间受限的情况下,比如机壳72的内外径不好调整,电路板2的外径也不好调整,导致机壳72壁厚很薄,没有空间设置轴向密封槽,必须采用径向密封的时候,可以利用本方案方便实现固定板1与机壳72之间的径向密封,而固定板1与端盖3之间添加轴向密封圈或径向密封圈均可以,从而使得密封圈的安装变得非常简单。
132.在本技术的一个具体示例中,进一步地,电路板2设有第二焊接孔25,如图2所示。
第二焊接孔25与插针42焊接固定。
133.本方案实现了电路板2与接插件4的插针42的焊接固定,焊接工艺较为成熟,工艺也相对简单,且成本低。
134.具体地,装配时插针42沿着由端盖3指向固定板1的方向插入第二焊接孔25,然后利用第二焊接孔25与插针42焊接固定。在电路板2与插针42焊接固定后,再将电机端子71与电路板2焊接固定,由于接插件体积相对较小,不会对电机端子71的焊接发生干涉,从而保证电路板2与电机端子71的焊接及与插针42的焊接都容易实现。
135.在本技术的另一个具体示例中(图中未示出),插针42为压配合端子,电路板2设有插拔孔,压配合端子与插拔孔过盈配合。换言之,电路板2与插针42采用pressfit工艺(压接工艺)连接。
136.利用pressfit工艺实现电路板2与接插件的插针42之间的连接,即:插针42采用压配合端子(即press-fit插针),电路板2上设有与插针42适配的插拔孔,通过压装的方式使插针42与插拔孔过盈配合,实现插针42与电路板2的电连接。这种情况下,固定板能够对电路板2提供支撑力,从而保证插针42与电路板2插接时不会损坏电路板2。相较于电路板2与电机端子和接插件的插针42均采用焊接固定的方案,本方案能够省去一道焊接工序,省去一台焊接机,也有利于节约成本。
137.在本技术的又一个具体示例中,泵装置200的电路板2装配结构还包括电插件8(如图17所示)。电插件8设在电路板2上,并与电路板2电连接。电插件8包括插孔8211和弹性导电部81,如图19所示。插针42穿过端盖与插孔8211插接配合,并与弹性导电部81接触。
138.利用电插件8实现接插件的插针42与电路板2的插拔连接,实现了免焊接固定,操作方式较为简单。同时,由于电插件8的弹性导电部81能够发生弹性变形,从而能够显著降低插针42插入插孔8211时受到的阻力,进而显著降低插针42与电路板2插接时的操作力度,大大降低了插针42与电路板2的装配难度;且能够利用弹性导电部81的复位弹力保证弹性导电部81与插针42的良好接触,从而提高插针42与电插件8的配合可靠性。
139.相较于pressfit工艺,本方案中插针42与电插件8的插拔方式更加简单,对压入力度和定位精度的要求显著降低,装配方便快捷,从而有利于降低装配成本;且插针42可以采用普通插针,从而有利于降低生产成本。
140.进一步地,电插件8的数量与插针42的数量相等且一一对应,一个插针42与一个电插件8插接配合,有利于提高插针42与电路板2的连接可靠性。
141.在本技术的一个实施例中,电插件8还包括:连接座82,如图19和图20所示。连接座82与电路板2固定连接。连接座82设有插孔8211。弹性导电部81包括至少一个弹片811,如图19和图20所示。弹片811的一端与连接座82相连,弹片811的另一端形成为自由端,且自由端向靠近插孔8211的中心轴线的方向倾斜延伸,如图20所示。
142.电插件8还包括连接座82,连接座82与电路板2固定连接,实现电插件8与电路板2的机械连接和电连接。连接座82设有插孔8211,供接插件4的插针42插入。弹性导电部81包括至少一个弹片811,弹片811的形式,有利于增加弹性导电部81与插针42的接触面积,进而提高插针42与电插件8的电连接可靠性。弹片811的一端与连接座82相连,保证插针42、弹片811、连接座82、电路板2实现电连接。弹片811的另一端形成为自由端,自由端向靠近插孔8211的中心轴线的反向倾斜延伸,则插针42穿过插孔8211接触弹片811时,会将弹片811向
远离插孔8211的中心轴线的方向挤压。受到弹片811的复位弹力的作用,弹片811会与插针42保持良好接触,从而实现插针42与电插件8的弹性插拔配合,并保证插针42与电插件8的可靠连接。
143.在本技术的一个实施例中,弹片811的数量为多个。多个弹片811沿插孔8211的周向排布,插针42与多个弹片811接触。
144.将弹片811的数量设计为多个,且多个弹片811沿插孔8211的周向排布,则插针42插入插孔8211后能够与多个弹片811接触,进一步增加了插针42与弹性导电部81的接触面积,进而进一步提高插针42与电插件8的连接可靠性。
145.同时,多个弹片811的作用力还有利于插针42周向上受力均衡,防止插针42发生倾斜、移位等情况,从而进一步提高插针42与电插件8的连接可靠性。插针42插入之前,多个弹片811的自由端之间的间距相对较小,插针42插入过程中,多个弹片811的自由端之间的间距逐渐增大,并夹紧插针42,保证对插针42的可靠固定。
146.在一个具体示例中,弹片811的数量为两个,两个弹片811相对设置,如图20所示。相较于更多个弹片811的方案,两个弹片811的结构更加简单,便于加工成型,降低生产成本。
147.在本技术的一个实施例中,如图18所示,连接座82包括:至少一个焊盘822和支架821。其中,焊盘822与电路板2焊接固定。支架821与焊盘822相连,支架821设有插孔8211,并与弹片811的一端相连,且支架821设有用于供弹片811发生弹性变形的避让空间823,如图18所示。
148.连接座82包括支架821和至少一个焊盘822。焊盘822与电路板2焊接固定,实现连接座82与电路板2的固定连接和电连接。支架821与焊盘822和弹片811相连,实现支架821与焊盘822和弹片811的电连接。支架821设有插孔8211,供插针42插入,且支架821设有避让空间823,便于对弹片811进行避让,使弹片811易于发生弹性变形,这样有利于进一步降低插针42的插入力度,从而进一步降低装配难度。
149.在一个具体实施例中,如图17至图20所示,电插件8也可以叫插簧。电插件8是一种金属钣金件,有两个焊盘822,通过焊接固定在电路板2上。电插件8上有插孔8211,插孔8211下面是两个弹片811,未装配时贴的比较近,插针42穿过插孔8211和弹片811接触,弹片811张开,受到原始预紧力压紧插针42,实现电连接。这种结构免焊接,且装配简单。插孔8211的尺寸和弹片811的距离可灵活调整,适应多种不同长宽的插针42。
150.在本技术的一个实施例中,如图21所示,焊盘822与电路板2朝向端盖3的板面焊接固定。支架821的一端与焊盘822相连。支架821的另一端贯穿电路板2延伸至电路板2背向端盖3的一侧。
151.本方案中,支架821贯穿电路板2,由于电路板2具有一定的厚度,相当于在支架821的外周形成了加强结构,这样能够对支架821起到支撑作用和固定作用,降低支架821发生倾斜、移位等变形情况的风险,从而提高电插件8的使用可靠性。
152.在本技术的一个实施例中,进一步地,端盖3设有装配孔311,如图3所示。装配孔311与套筒41间隙配合。
153.端盖3的装配孔311与接插件4的套筒41间隙配合,由于装配孔311具有一定的深度,相当于在套筒41的外周增加了对套筒41进行支撑和加强的结构,能够有效防止接插件4
在与母端插拔的过程中发生倾斜、变形等情况的概率,从而提高接插件4的插拔力,提高接插件4的使用可靠性,有利于延长接插件4的使用寿命。
154.其中,装配孔311与避让缺口111错开设置。
155.装配孔311与避让缺口111错开设置,使得接插件4也与避让缺口111错开设置,这样有利于避免接插件4与电路板2上对应避让缺口111的元器件发生干涉,有利于优化电路板2的布局。
156.进一步地,泵装置200的电路板装配结构100还包括:加强凸台34,如图3所示。加强凸台34设在端盖3背离固定板1的板面上,并沿装配孔311的周向设置,且加强凸台34与套筒41间隙配合。
157.加强凸台34的设置,相当于变相加深了装配孔311的深度,使得端盖3能够对接插件4的套筒41起到更可靠的支撑作用和加强作用,从而进一步提高接插件4的插拔力,进一步提高接插件4的使用可靠性,进一步延长接插件4的使用寿命。
158.在本技术的一个实施例中,进一步地,电路板2包括:电路板本体21和第一板面元器件22。其中,电路板本体21朝向固定板1的板面设有散热区211。散热区211与避让缺口111对应设置,如图5所示。第一板面元器件22包括至少一个散热元件221,至少一个散热元件221设在散热区211内。
159.电路板2包括电路板本体21和第一板面元器件22。第一板面元器件22包括至少一个散热元件221,散热元件221的设置,便于及时散去电路板2产生的热量,防止电路板2在使用过程中温升过高发生故障,从而提高电路板2的使用可靠性,进而提高泵装置200的使用可靠性。
160.电路板本体21朝向固定板1的板面设有散热区211,将第一板面元器件22的所有散热元件221集中设在散热区211内,使得散热元件221能够集中暴露在避让缺口111内,有利于提高电路板2的散热效果,也便于散热元件221接触导热性较好的端盖3,进而通过端盖3高效散热以进一步提高散热效果,同时也有利于简化避让缺口111的形状,使得避让缺口111的形状更加规整,从而降低固定板1的加工难度,降低生产成本。
161.至于避让缺口111的具体形状和尺寸,可以结合电路板2元器件的具体结构进行合理设计,方便元器件的布局和位置调整。
162.其中,散热元件221包括但不局限于mosfet(金属-氧化物半导体场效应晶体管,简称金氧半场效晶体管(metal-oxide-semiconductor field-effect transistor,mosfet)是一种可以广泛使用在模拟电路与数字电路的场效晶体管(field-effect transistor))、芯片等元件,这些元件在使用过程中发热量较大,因而需要保证良好散热。
163.在本技术的一个实施例中,进一步地,泵装置200的电路板装配结构100还包括:导热结构5,如图4所示。导热结构5设在散热元件221与端盖3之间,并与散热元件221及端盖3相接触,且端盖3为金属件。
164.在散热元件221与端盖3之间增设导热结构5,且端盖3采用金属件,由于金属和导热结构5具有良好的导热性能,因而散热元件221的热量可以通过导热结构5快速传递至端盖3,进而向外散热,这大大提高了产品的散热性能,显著提高了散热效果。
165.同时,由于第一板面元器件22的所有散热元件221集中设在散热区211内,因而便于导热结构5的一次性布置。比如:在散热元件221上涂导热胶的时候,可以一次性涂完散热
区211的所有散热元件221;或者在端盖3上涂导热胶,扣上端盖3之后,导热胶一次性地贴上散热区211的所有散热元件221。
166.至于端盖3的具体材质,可以为铝、铜、铁等金属。
167.具体地,导热结构5包括导热胶和导热垫中的至少一种。
168.导热胶通过涂抹的方式设置,工艺简单,且成本低,具体可以涂抹在散热元件221和端盖3中的至少一者上,使用较为方便。
169.导热垫也可以通过粘贴的方式进行固定,或者直接夹紧在散热元件221与端盖3之间,也具有结构简单、装配方便、成本低的优点。
170.在本技术的一个实施例中,进一步地,端盖3包括:端盖本体31和散热凸台32,如图2所示。散热凸台32设在端盖本体31朝向固定板1的板面上,并与散热元件221对应设置。其中,导热结构5设在散热元件221与散热凸台32之间,并与散热元件221及散热凸台32相接触。
171.端盖3包括端盖本体31和散热凸台32,端盖本体31与固定板1相连,接触件的插针42穿过端盖本体31与电路板2电连接,实现端盖3与固定板1及接插件4的配合。散热凸台32的设置,有利于进一步增加端盖3的散热面积,从而进一步提高散热效果。同时,也有利于减小导热结构5的厚度,简化导热结构5,从而降低导热结构5的成本。
172.在本技术的一个实施例中,进一步地,泵装置200的电路板装配结构100还包括:散热翅片27,如图8所示。散热翅片27设在端盖3背离固定板1的板面上。
173.在端盖3背离固定板1的板面上设置散热翅片27,能够进一步增加产品的散热面积,从而进一步提高产品的散热性能。
174.在本技术的一个实施例中,进一步地,电路板2还包括:第二板面元器件23,如图3所示。第二板面元器件23设在电路板本体21背离固定板1的板面上,第二板面元器件23包括电容元件231和电感元件232。
175.有些电容元件231和电感元件232的体积相对较大,高度较高,将这些元件统一设在电路板本体21背离固定板1的板面上,使其位于电路板2的同一侧,便于合理利用电路板2与电机之间的轴向空间;且相较于分居电路板本体21的两侧,本方案有利于减小电路板2的轴向尺寸,从而有利于减小电机的轴向尺寸。
176.在本技术的一个实施例中,进一步地,第一板面元器件22包括接地元件222,如图3所示。接地元件222与端盖3接触,且端盖3为金属件。
177.当端盖3采用金属件时,由于金属具有导电功能,因而当电路板2的接地元件222与金属材质的端盖3物理接触时,能够实现电连接,从而实现电路板2的接地设计,提高电路板2的防电磁干扰的能力,从而提高产品的电磁兼容性,即提高产品的emc性能。
178.进一步地,端盖3具有接地凸台35,如图2所示。接地元件222与接地凸台35接触。接地元件222具体可以为但不局限于接地弹片。
179.在本技术的一个实施例中,端盖3包括:端盖本体31和定位凸台33,如图2所示。定位凸台33设在端盖本体31朝向固定板1的板面上,并与避让缺口111的形状适配。定位凸台33嵌入避让缺口111内。
180.端盖3包括端盖本体31和定位凸台33。由于定位凸台33与避让缺口111的形状适配,因而装配时定位凸台33可以直接嵌入避让缺口111内,实现端盖3与固定板1的相对固
定,起到良好的装配定位的作用,从而进一步提高装配效率。
181.进一步地,泵装置200的电路板装配结构100还包括:第二密封圈52,如图7和图8所示。第二密封圈52设在端盖3与固定板1之间。
182.在端盖3与固定板1之间设置第二密封圈52,能够保证端盖3与固定板1之间的密封可靠性,防止液体经端盖3与固定板1之间的间隙进入泵装置200内,从而提高泵装置200的使用可靠性。
183.在一个具体示例中,端盖3的定位凸台33的外侧壁设有第二密封槽331,如图2所示。第二密封槽331沿避让缺口111的周向设置。第二密封圈52嵌入第二密封槽331内,并与固定板1相抵靠。
184.在端盖3的定位凸台33的外侧壁设置第二密封槽331,并在第二密封槽331处安装第二密封圈52,则装配完成后第二密封圈52夹在定位凸台33的外侧壁与固定板1之间,对固定板1与端盖3起到径向密封的作用。该方案有利于减小固定板1和端盖本体31的厚度,进而有利于减小泵装置200的轴向尺寸。
185.在另一个具体示例中(图中未示出),固定板1朝向端盖3的板面与端盖3朝向固定板1的板面中的一个设有第二密封槽331,第二密封槽331沿避让缺口111的周向设置,第二密封圈52嵌入第二密封槽331内,并与固定板1及端盖3相抵靠。
186.当固定板1的厚度和/或端盖3的厚度足够时,相应可以在固定板1朝向端盖3的板面和/或端盖3朝向固定板1的板面上设置第二密封槽331,装配完成后第二密封圈52能够实现固定板1与端盖3之间的轴向密封,同样能够保证端盖3与固定板1之间的密封可靠性。
187.在本技术的一个实施例中,具体地,固定板1设有第二连接孔112,如图2所示。端盖3设有第三连接孔312,如图2所示。第二连接孔112和第三连接孔312供紧固件53穿过,以使固定板1和端盖3通过紧固件53固定连接。
188.在固定板1上设第二连接孔112,在端盖3上相应设第三连接孔312,装配时可以利用螺钉等紧固件53实现固定板1与端盖3的固定连接,结构简单,且固定牢靠。
189.进一步地,第二连接孔112的数量为多个,多个第二连接孔112沿固定板1的周向间隔设置,第三连接孔312的数量与第二连接孔112的数量相等且一一对应,这样端盖3和固定板1通过多个紧固件53实现固定连接,连接更为可靠。
190.在本技术的一个实施例中,端盖3为塑料件。
191.对于散热需求不高的产品,端盖3采用塑料件,相较于金属件,可以减轻产品的重量,并降低产品的成本。
192.如图6、图9和图10所示,本技术第二方面的一个实施例提供的泵装置200,包括:泵部6、电机部7和如第一方面实施例中任一项的泵装置200的电路板装配结构100。
193.具体地,泵部6设有输入口61和输出口62。电机部7与泵部6相连,电机部7包括电机端子71。电路板装配结构100与电机部7相连,且电机端子71与电路板装配结构100的第一焊接孔24焊接固定,如图7和图8所示。
194.本技术第二方面的实施例提供的泵装置200,因包括第一方面实施例中任一项的泵装置200的电路板装配结构100,因而具有上述任一实施例所具有的一切有益效果,在此不再赘述。
195.在本技术的一个实施例中,电机部7包括机壳72,电路板装配结构100的固定板1和
端盖3与机壳72通过紧固件53固定连接,如图7和图8所示。
196.通过螺钉等紧固件53实现固定板1、端盖3和机壳72的固定连接,固定牢靠,装配简单,且有利于简化装配工序。具体地,螺钉等紧固件53穿过端盖3上的第二连接孔112、固定板1上的第三连接孔312与机壳72固定连接。
197.在本技术的一个实施例中,机壳72为金属件。
198.机壳72采用金属件,由于金属具有良好的导热性能,因而有利于产品的散热。
199.进一步地,对于端盖3采用金属件,端盖3与电路板2的接地元件222接触,且端盖3通过具有导电性的螺钉等紧固件与机壳72固定连接,则端盖3能够通过导电螺钉和金属材质的机壳72实现导电;或者端盖3与机壳72直接连接,则端盖3能够直接和金属材质的机壳72实现导电。这样,机壳72与电路板2的接地元件222也间接实现电连接,实现了接地设计,从而进一步提高了产品的电磁兼容性,即进一步提高了产品的emc性能。
200.在一些实施例中,泵装置200为油泵,内部流通的介质为液体油。机壳72内设有泵腔和电机室,泵腔和电机室通过油封76隔开。如图7和图8所示,电机部7包括定子组件74、转子组件73和转轴75。定子组件74和转子组件73设在电机室内,定子组件74的线圈与电机端子71电连接。
201.如图12和图14所示,泵部6包括泵盖65和设在泵腔内的内齿轮63和外齿轮64。泵盖65设有上述输入口61和输出口62。转轴75由电机室延伸至泵腔,并与内齿轮63同轴连接。外齿轮64套设在内齿轮63外侧,并相对于内齿轮63偏心设置,转轴75带动内齿轮63旋转,内齿轮63带动外齿轮64旋转。外齿轮64与内齿轮63之间形成油腔,油腔包括与输入口61连通的第一压力腔66和与输出口62连通的第二压力腔67。第一压力腔66的油压低于第二压力腔67的油压,因此第一压力腔66和第二压力腔67可以分别记为低压腔和高压腔。随着内齿轮63和外齿轮64的转动,吸油口处产生负压,使得第一压力腔66从吸油口吸入油,第二压力腔67利用压差将油从输出口62排出。
202.进一步地,如图12和图14所示,机壳72具有第一轴承部725,泵盖65具有第二轴承部657,转轴75穿过第一轴承部725和第二轴承部657,并与第一轴承部725和第二轴承部657间隙配合。这样,利用第一轴承部725和第二轴承部657实现了对转轴75的双支撑,有利于提高转轴75的位置稳定性,且取消了滚动轴承,降低了产品的生产成本。
203.进一步地,机壳72内设有第一润滑油路。第一润滑油路的两端分别与第一压力腔66和第二压力腔67连通,使得第二压力腔67内的油能够通过第一润滑流路流入第一压力腔66内,实现对第一轴承部725与转轴75之间的润滑。具体地,如图12和图14所示,第一润滑油路包括第一节流槽721、第一润滑槽722、第一流通槽723和泄压孔724。第一节流槽721的一端连通第二压力腔67,另一端延伸至第一轴承部725的内壁面上。第一润滑槽722开设在第一轴承部725的内壁面上,并与第一节流槽721连通。第一流通槽723设在第一轴承部725与油封76之间,沿转轴75的周向设置。泄压孔724设在机壳72上,两端分别与第一流通槽723和第一压力腔66连通。使用过程中,第二压力腔67内的部分油经第一节流槽721进入第一轴承部725内,沿着第一润滑槽722进入第一流通槽723,然后沿着第一流通槽723进入泄压孔724,经泄压孔724进入第一压力腔66内,而第一压力腔66内的油可以随内齿轮63和外齿轮64的旋转,进入第二压力腔67内,进而经输出口62排出。如此,形成油路循环。
204.在一个实施例中,进一步地,如图12和图13所示,泵盖65设有第二润滑油路,用于
为第二轴承部657与转轴75之间供油,实现对第二轴承部657与转轴75的润滑。第二轴承部657的两端敞口设置,第二轴承部657远离内齿轮63的一端与储油部连通。第二润滑油路包括第二润滑槽651和止推润滑槽652,第二润滑槽651设在第二轴承部657的内壁面上,止推润滑槽652设在第二轴承部657朝向内齿轮63的端面上,止推润滑槽652与第一润滑槽722及第一压力腔66连通。使用过程中,储油部内的油分为两路,一路经输入口61进入第一压力腔66内,然后进入第二压力腔67,经输出口62排出;另一路经第二润滑槽651进入第二轴承部657内,然后进入止推润滑槽652,然后进入第一压力腔66内,随第一压力腔66内的油进入第二压力腔67内,再经输出口62排出。同时,止推润滑槽652内的油还能对第二轴承部657与内齿轮63起到一定的反向支撑作用,防止内齿轮63与第二轴承部657之间过度摩擦。
205.在另一个实施例中,如图14和图15所示,第二轴承部657远离内齿轮63的一端也可以采用封闭设计。此时,第二润滑油路包括节流孔653、油池656、第二润滑槽651、第二流通槽654和第二节流槽655。节流孔653的一端与输出口62连通,另一端延伸至第二轴承部657内。油池656位于第二轴承部657内,与转轴75的端面之间具有一定的距离。第二润滑槽651设在第二轴承部657的内壁面上。第二流通槽654设在第二轴承部657的开口端处,并沿转轴75的周向设置,具体为设在第二轴承部657的开口端处的倒角。第二节流槽655设在第二轴承部657朝向内齿轮63的端面上,一端与第二流通槽654连通,另一端与输入口61连通。使用过程中,输出口62处的油经节流孔653进入油池656,经油池656进入第二润滑槽651,经第二润滑槽651进入第二流通槽654,然后经第二节流槽655进入输入口61,随输入口61的油进入第一压力腔66,再进入第二压力腔67,最终经输出口62排出。
206.如图11和图16所示,本技术第三方面的一个实施例提供的车辆300,包括:车体302和第二方面实施例中任一项的泵装置200。泵装置200安装在车体302上。
207.本技术第三方面的实施例提供的车辆300,因包括第二方面实施例中任一项的泵装置200,因而具有上述任一实施例具有的一切有益效果,在此不再赘述。
208.具体地,机壳72具有连接凸耳,车体302具有固定孔,连接凸耳与固定孔通过紧固件53固定连接。车体302包括驱动部件304和储油部306,泵部6设有输入口61和输出口62,输入口61与储油部连通,输出口62用于为驱动电机提供冷却介质(如冷却用的油)。
209.值得说明的是,车辆300可以为传统的燃油车,也可以为新能源汽车。其中,新能源汽车包括纯电动汽车、增程式电动汽车、混合动力汽车、燃料电池电动汽车、氢发动机汽车等。当车辆300为传统的燃油车时,驱动部件304为燃油发动机。当车辆300为新能源汽车时,驱动部件304为驱动电机。
210.可以理解的是,本技术中,泵装置200内流动的介质不一定为液态油,也可以为水基液体或者其他液态介质。泵装置200不一定用于车辆,也可以用于其他需要泵装置的产品中。因此,泵装置200的安装载体不局限于车体302。并且,泵装置200的具体安装方向依据产品结构而定。比如:泵装置200与安装载体装配完成后,可能与附图中示意的上下方向保持一致,即:电机部7在下,泵部6在上;也可以倒过来安装与附图中示意的上下方向刚好相反,即:电机部7在上,泵部6在下。
211.在本技术中,术语“第一”、“第二”、“第三”仅用于描述的目的,而不能理解为指示或暗示相对重要性;术语“多个”则指两个或两个以上,除非另有明确的限定。术语“安装”、“相连”、“连接”、“固定”等术语均应做广义理解,例如,“连接”可以是固定连接,也可以是可
拆卸连接,或一体地连接;“相连”可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
212.本技术的描述中,需要理解的是,术语“上”、“下”、“左”、“右”、“前”、“后”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或单元必须具有特定的方向、以特定的方位构造和操作,因此,不能理解为对本技术的限制。
213.在本说明书的描述中,术语“一个实施例”、“一些实施例”、“具体实施例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或特点包含于本技术的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或实例。而且,描述的具体特征、结构、材料或特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
214.以上所述仅为本技术的优选实施例而已,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
