1.本发明涉及型材穿条领域,更具体地说,尤其涉及一种型材穿条机。
背景技术:
2.现有技术中,型材上需要内嵌胶条以达到防水、隔音等效果,如:用于门、窗边框的铝条等,型材沿长度方向设有供胶条穿入的胶条安装槽。
3.而传统的将胶条穿入型材并剪切的方法是:先是工人一只手拿着铝条,另一只手拿着胶条对位从而将胶条导入型材的胶条槽上,然后用剪刀剪断胶条,这样不但效率低下,容易造成操作者的疲劳,耗费人工,而且操作者的手很容易就触碰到型材端面的尖角而受伤,存在一定的安全隐患,且现有的胶条导入和切断设备,没有固定和压紧型材的装置,在穿胶动作进行时,型材容易移位导致工作停止。
技术实现要素:
4.本发明针对上述缺点对现有技术进行改进,提供一种型材穿条机,技术方案如下:一种型材穿条机,包括有机座,所述机座的上方根据工序依次连接有分料取料机构、自动穿条装置和下料装置,所述分料取料机构包括有上料机、定位治具及设于定位治具上方的分料装置,该分料装置通过支架连接机座,其用于夹取上料机的型材并排列分布于定位治具上,所述定位治具、自动穿条装置和下料装置的底部设有并联取料装置,该并联取料装置连接于机座内侧,其同时将定位治具上的型材移动到自动穿条装置、将自动穿条装置上的型材移动到下料装置,一端所述定位治具和自动穿条装置的底部通过扩宽导轨组件连接机座。
5.所述分料取料机构包括有与支架连接的取料导轨组件,所述取料导轨组件的上方通过移动板连接有取料升降气缸,该取料升降气缸的气缸杆贯穿移动板并通过分料升降板连接有分料抓手。
6.进一步,所述支架的上方连接有驱动移动板轴向活动的电机皮带轮组。
7.进一步,所述分料抓手设置有两组,其中一组所述分料抓手通过分料导轨组件连接分料升降板,另一组所述分料抓手位于分料导轨组件的一端并与分料升降板连接。
8.所述并联取料装置包括有与机座内侧连接的机架,该机架的上方通过送料导轨组件连接有送料板,所述送料板的底部通过升降气缸连接有送料升降板,该送料升降板的上方阵列连接有送料定位卡块若干组,所述送料定位卡块对应定位治具、自动穿条装置和下料装置的型材放置位分布排列。
9.所述定位治具包括有连接于机座上方并相对向设置的定位座,该定位座的上方均布连接平齐定位卡块。
10.进一步,一端所述定位座的上方连接有固定平齐板,另一端所述定位座的上方通过固定板连接有平齐气缸,该平齐气缸的气缸杆连接有移动平齐板。
11.所述自动穿条装置包括有型材固定座和胶条挤压座,该型材固定座分别位于机座
的上方相对向设置,所述胶条挤压座位于型材固定座的外侧对向错位连接机座,所述胶条挤压座的内侧连接有相互配合转动的第一压轮与第二压轮,位于卷条装置的一端还连接有送胶定位模,另一端内侧还连接有与送胶定位模相水平设置的切割模座,所述胶条挤压座位于切割模座的上方连接有切割组件。
12.进一步,所述型材固定座的上方连接有缓冲块,并位于缓冲块相对向处连接封口组件和侧压紧气缸。
13.进一步,所述机座的两侧对应自动穿条装置分别设置有卷条装置。
14.与现有技术相比,本发明的有益效果为:本发明能够实现全面自动化穿胶条,不需要人工操作,通过并联取料装置,能够同时上料和下料,一次性穿四组胶条,有效节省时间,提高生产效率,通过采用定位治具,有效提高胶条的安装效率,通过动穿条装置能够解决因为型材移位无法顺利穿过胶条的问题,以便位置准确后才进行穿胶条动作,以提高工作效率。
附图说明
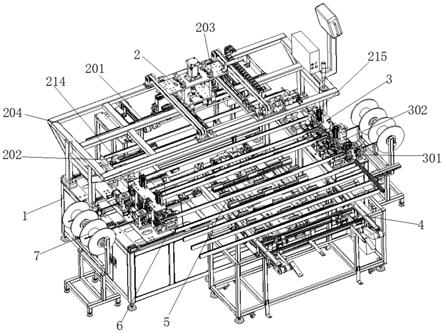
15.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍:图1为本发明的立体结构示意图;图2为本发明的俯视图;图3为本发明的分料取料机构左视结构图;图4为本发明的自动穿条装置局部立体结构图;图5为本发明的并联取料装置立体结构图;包括:1、机座;2、分料取料机构;3、自动穿条装置;4、下料装置;5、并联取料装置;6、扩宽导轨组件;7、卷条装置;201、上料机;202、定位治具;203、分料装置;204、支架;205、取料导轨组件;206、移动板;207、取料升降气缸;209、分料抓手;210、电机皮带轮组;211、分料导轨组件;212、分料升降板;213、定位座;214、平齐定位卡块;215、固定平齐板;216、固定板;217、平齐气缸;218、移动平齐板;301、型材固定座;302、胶条挤压座;303、第一压轮;304、第二压轮;305、送胶定位模;306、切割模座;307、切割组件;308、缓冲块;309、封口组件;310、侧压紧气缸;501、机架;502、送料导轨组件;503、送料板;504、升降气缸;505、送料升降板;506、送料定位卡块。
具体实施方式
16.下面结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明的保护范围。
17.下面将结合附图对本发明实施例作进一步地详细描述,详细如下:一种型材穿条机,包括有机座1,机座1的上方根据工序依次连接有分料取料机构2、自动穿条装置3和下料装置4,分料取料机构2包括有上料机201、定位治具202及设于定位治具202上方的分料装置203,该分料装置203通过支架204连接机座1,其用于夹取上料机
201的型材并排列分布于定位治具202上,定位治具202、自动穿条装置3和下料装置4的底部设有并联取料装置5,该并联取料装置5连接于机座1内侧,其同时将定位治具202上的型材移动到自动穿条装置3、将自动穿条装置3上的型材移动到下料装置4,一端定位治具202和自动穿条装置3的底部通过扩宽导轨组件6连接机座1。
18.分料取料机构2包括有与支架204连接的取料导轨组件205,取料导轨组件205的上方通过移动板206连接有取料升降气缸207,该取料升降气缸207的气缸杆贯穿移动板206并通过分料升降板212连接有分料抓手209。
19.进一步,支架204的上方连接有驱动移动板206轴向活动的电机皮带轮组210。
20.进一步,分料抓手209设置有两组,其中一组分料抓手209通过分料导轨组件211连接分料升降板212,另一组分料抓手209位于分料导轨组件211的一端并与分料升降板212连接。
21.综上所述,分料装置203包括有与支架204连接的取料导轨组件205,该取料导轨组件205的上方连接有移动板206,一侧设有电机皮带轮组210,电机皮带轮组210的底部与支架204连接,其驱动部与移动板206相连接,移动板206的上方连接有升降气缸504,并位于升降气缸504的两侧贯穿有定位组件,该升降气缸504的气缸杆贯穿移动板206,且与定位组件分别连接升降板,升降板的底部通过分料导轨连接有移动支架204,并位于分料导轨的一端连接有固定支架204,移动支架204连接有第一抓手,固定支架204连接有第二抓手,通过人工上料至上料机201,上料机201进行对型材的输送,分料装置203通过电机皮带轮组210移动,通过升降气缸504向下抓取,一次从上料机201上夹取两根型材,然后通过气缸带动分料导轨把夹取的型材分别放置到定位治具202上进行排列对齐,定位治具202有四组,每组定位治具202放置一根型材。
22.并联取料装置5包括有与机座1内侧连接的机架501,该机架501的上方通过送料导轨组件502连接有送料板503,送料板503的底部通过升降气缸504连接有送料升降板505,该送料升降板505的上方阵列连接有送料定位卡块506若干组,送料定位卡块506对应定位治具202、自动穿条装置3和下料装置4的型材放置位分布排列,通过驱动装置使移动板206停靠在定位治具202和穿条机的上方,升降气缸504使升降板上升后使定位治具202和穿条机的型材通过定位卡块顶起,然后驱动装置带动移动板206移动,使其停靠在穿条机和下料线的上方,升降气缸504使升降板下降后使定位卡块上的未加工的型材放置于穿条机内,使已穿条的型材放置于下料线的上方。
23.定位治具202包括有连接于机座1上方并相对向设置的定位座213,该定位座213的上方均布连接平齐定位卡块214。
24.进一步,一端定位座213的上方连接有固定平齐板215,另一端定位座213的上方通过固定板216连接有平齐气缸217,该平齐气缸217的气缸杆连接有移动平齐板218。
25.自动穿条装置3包括有型材固定座301和胶条挤压座302,该型材固定座301分别位于机座1的上方相对向设置,胶条挤压座302位于型材固定座301的外侧呈对向错位连接机座1,胶条挤压座302的内侧连接有相互配合转动的第一压轮303与第二压轮304,位于卷条装置7的一端还连接有送胶定位模305,另一端内侧还连接有与送胶定位模305相水平设置的切割模座306,胶条挤压座302位于切割模座306的上方连接有切割组件307。
26.进一步,型材固定座301的上方连接有缓冲块308,并位于缓冲块308相对向处连接
封口组件309和侧压紧气缸310。
27.进一步,机座1的两侧对应自动穿条装置3分别设置有卷条装置7。
28.综上所述,通过位于型材一侧的两组侧压紧气缸310、位于型材两端第一支撑气缸和第二支撑气缸、位于型材上方的下压紧气缸对型材进行压紧,然后送料电机通过主动齿轮与传动齿轮带动第一压轮303与第二压轮304,将卷条装置7的胶条拉出,对型材进行胶条按照,通过感应器检测送胶条的长度,在预安装完成时,切割刀通过切割气缸的气缸杆切割胶条,切割完成后通过在送胶定位模305的胶条将已切割的胶条顶进型材中。
29.本发明能够实现全面自动化穿胶条,不需要人工操作,通过并联取料装置5,能够同时上料和下料,一次性穿四组胶条,有效节省时间,提高生产效率,通过采用定位治具202,有效提高胶条的安装效率,通过动穿条装置能够解决因为型材移位无法顺利穿过胶条的问题。
30.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变形,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。