一种智能化控制电缆及其制备方法
【技术领域】
1.本发明涉及电缆的技术领域,特别是一种智能化控制电缆及其制备方法的技术领域。
背景技术:
2.电缆是传送电能和传输信息不可缺少的基本元件,是电气化和信息化的基础产品。传统的电缆通常由绝缘层以及位于绝缘层内部的单股或多股导线组成,抗压性和抗拉性均较弱,容易出现破裂甚至断裂的情况,进而产生漏电、短路或设备停电的问题,既带来了安全隐患,又需要频繁检修,降低了工作效率。此外,电缆在使用时,除了需要经常被拖拉,还不可避免地会发生弯曲,这也对电缆的柔性提出了要求。如何既能使电缆满足抗拉要求,又能保证电缆具有足够的柔性,亟需解决。
技术实现要素:
3.本发明的目的就是解决现有技术中的问题,提出一种智能化控制电缆及其制备方法,能够在电缆被拉伸或弯曲时,使导体能够随之略微变形,产生一定的抗拉性和柔性。
4.为实现上述目的,本发明提出了一种智能化控制电缆,包括导线、填充介质和外护套,若干根所述导线分别套设于外护套之中,所述填充介质充填在外护套与导线之间的空隙之中,所述导线包括线芯、导体和内护套,若干根所述导体分别绞绕在线芯之外,所述线芯的外壁上沿着长轴方向依次设有若干个隔圈,所述内护套套设在线芯和导体之外。
5.作为优选,相邻两个所述隔圈之间通过限位绳相连接。
6.作为优选,所述限位绳具有弹性且处于被拉伸的状态,所述限位绳的中段靠近并紧贴导体设置。
7.一种智能化控制电缆的制备方法,包括如下步骤:
8.a)绞绕:采用束绞机将若干根导体共同逐渐绞绕在线芯之外,得到线束;
9.b)内包套:采用挤塑机分别在各根线束之外挤压形成内护套,得到导线;
10.c)充填:采用挤塑机在若干根导线之外共同挤压形成填充介质,得到坯材;
11.d)外包套:采用挤塑机在坯材之外挤压形成外护套,得到成品。
12.作为优选,所述步骤a)中,束绞机包括底座、束绞装置、收线装置、控制装置和输送装置,所述收线装置、控制装置和输送装置分别安装在底座之上,所述束绞装置包括放线架、支撑管、束绞电机、联动组件和导管,所述导管水平设置且由输送装置带动而靠近或者远离收线装置,所述支撑管通过轴承可转动连接在导管之外,所述束绞电机固定在导管之外并通过联动组件驱动支撑管转动,所述线芯的一端横向穿过导管并由收线装置进行收线,若干个所述放线架环绕安装在支撑管的外壁上且可拆卸安装有导体的线卷,所述控制装置分别与束绞装置、收线装置和输送装置电连接。
13.作为优选,所述放线架包括架体、放线电机和导环,所述架体与支撑管相连接,所述放线电机安装在架体之中且输出轴端部与导体的线卷同轴可拆卸连接,所述导环位于架
体的一侧且设有可供导体穿过的通道。
14.作为优选,所述输送装置包括输送电机、丝母和丝杆,所述输送电机安装在底座之上,所述丝母可转动连接在输送电机之中,所述丝杆与丝母相螺纹连接且水平贯穿输送电机设置,所述导管与丝杆相连接。
15.作为优选,所述丝杆的一端固定有滑块,所述底座之上安装有滑轨,所述滑块滑动连接在滑轨之上。
16.本发明的有益效果:
17.本发明通过在线芯的外壁上沿着长轴方向依次设置若干个隔圈,形成若干个阻挡点位,限制在线芯之外绕设形成的若干个导体线圈沿着线芯的长轴超范围移动,从而在电缆被拉伸或弯曲时,使导体能够随之略微变形,产生一定的抗拉性和柔性;通过设置弹性且处于被拉伸的状态的限位绳连接相邻两个隔圈,并使限位绳的中段靠近并紧贴导体设置,起到一定的夹持作用,进一步限定导体的活动位置;通过采用底座、束绞装置、收线装置、控制装置和输送装置构成束绞机,能够根据所需调整导体在线芯之外绞绕的紧密度,并始终保持导体处于绷紧的状态。
18.本发明的特征及优点将通过实施例结合附图进行详细说明。
【附图说明】
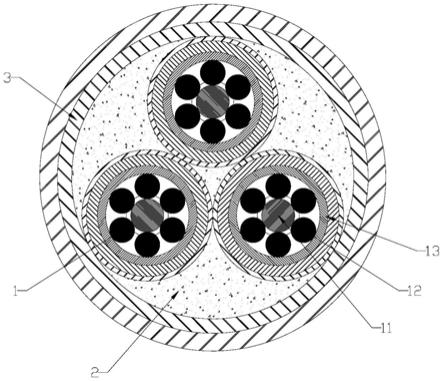
19.图1是本发明一种智能化控制电缆的剖视图;
20.图2是本发明一种智能化控制电缆的线芯在仅仅绞绕有一根导体时的主视图;
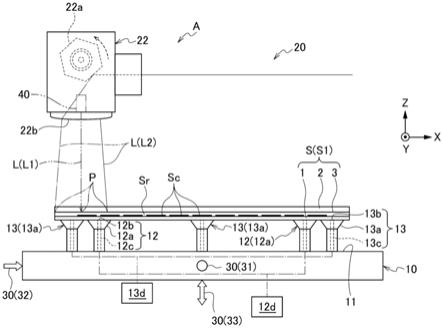
21.图3是本发明一种智能化控制电缆的制备方法的束绞机的主视图;
22.图4是本发明一种智能化控制电缆的制备方法的束绞装置的主视图。
23.图中:1-导线、11-线芯、111-隔圈、112-限位绳、12-导体、13-内护套、2-填充介质、3-外护套、4-底座、5-束绞装置、51-放线架、511-架体、512-放线电机、513-导环、52-支撑管、53-束绞电机、54-联动组件、55-导管、6-收线装置、7-控制装置、8-输送装置、81-输送电机、82-丝杆、83-滑块、84-滑轨。
【具体实施方式】
24.参阅图1、图2、图3和图4,本发明一种智能化控制电缆,包括导线1、填充介质2和外护套3,若干根所述导线1分别套设于外护套3之中,所述填充介质2充填在外护套3与导线1之间的空隙之中,所述导线1包括线芯11、导体12和内护套13,若干根所述导体12分别绞绕在线芯11之外,所述线芯11的外壁上沿着长轴方向依次设有若干个隔圈111,所述内护套13套设在线芯11和导体12之外。
25.相邻两个所述隔圈111之间通过限位绳112相连接。
26.所述限位绳112具有弹性且处于被拉伸的状态,所述限位绳112的中段靠近并紧贴导体12设置。
27.一种智能化控制电缆的制备方法,包括如下步骤:
28.a)绞绕:采用束绞机将若干根导体12共同逐渐绞绕在线芯11之外,得到线束;
29.b)内包套:采用挤塑机分别在各根线束之外挤压形成内护套13,得到导线1;
30.c)充填:采用挤塑机在若干根导线1之外共同挤压形成填充介质2,得到坯材;
31.d)外包套:采用挤塑机在坯材之外挤压形成外护套3,得到成品。
32.所述步骤a)中,束绞机包括底座4、束绞装置5、收线装置6、控制装置7和输送装置8,所述收线装置6、控制装置7和输送装置8分别安装在底座4之上,所述束绞装置5包括放线架51、支撑管52、束绞电机53、联动组件54和导管55,所述导管55水平设置且由输送装置8带动而靠近或者远离收线装置6,所述支撑管52通过轴承可转动连接在导管55之外,所述束绞电机53固定在导管55之外并通过联动组件54驱动支撑管52转动,所述线芯11的一端横向穿过导管55并由收线装置6进行收线,若干个所述放线架51环绕安装在支撑管52的外壁上且可拆卸安装有导体12的线卷,所述控制装置7分别与束绞装置5、收线装置6和输送装置8电连接。
33.所述放线架51包括架体511、放线电机512和导环513,所述架体511与支撑管52相连接,所述放线电机512安装在架体511之中且输出轴端部与导体12的线卷同轴可拆卸连接,所述导环513位于架体511的一侧且设有可供导体12穿过的通道。
34.所述输送装置8包括输送电机81、丝母和丝杆82,所述输送电机81安装在底座4之上,所述丝母可转动连接在输送电机81之中,所述丝杆82与丝母相螺纹连接且水平贯穿输送电机81设置,所述导管55与丝杆82相连接。
35.所述丝杆82的一端固定有滑块83,所述底座4之上安装有滑轨84,所述滑块83滑动连接在滑轨84之上。
36.在束绞机工作时,收线装置6不断收卷线芯11。与此同时,束绞电机53通过联动组件54驱动支撑管52及其上所安装的放线架51和导体12的线卷于导管55之外转动,而放线电机512驱动导体12的线卷放出导体12,从而使得各根导体12分别在线芯11之外绞绕,形成线束。
37.此外,每当导体12绞绕在线芯11的本体之外时,输送电机81驱动丝母转动,带动丝杆82和滑块83靠近收线装置6,增大导体12与线芯11之间的夹角,从而提高导体12在线芯11之外绞绕的紧密度;而当导体12绞绕在线芯11的隔圈111之外时,输送电机81驱动丝母转动,带动丝杆82和滑块83远离收线装置6,减小导体12与线芯11之间的夹角,从而降低导体12在线芯11之外绞绕的紧密度。并且,放线电机512的转向和速度与输送装置保持适配,从而保证导体12始终处于绷紧的状态。
38.本发明通过在线芯的外壁上沿着长轴方向依次设置若干个隔圈,形成若干个阻挡点位,限制在线芯之外绕设形成的若干个导体线圈沿着线芯的长轴超范围移动,从而在电缆被拉伸或弯曲时,使导体能够随之略微变形,产生一定的抗拉性和柔性;通过设置弹性且处于被拉伸的状态的限位绳连接相邻两个隔圈,并使限位绳的中段靠近并紧贴导体设置,起到一定的夹持作用,进一步限定导体的活动位置;通过采用底座、束绞装置、收线装置、控制装置和输送装置构成束绞机,能够根据所需调整导体在线芯之外绞绕的紧密度,并始终保持导体处于绷紧的状态。
39.上述实施例是对本发明的说明,不是对本发明的限定,任何对本发明简单变换后的方案均属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。