1.本发明涉及一种在wlp(wafer level packaging:晶圆级封装)、plp(panel level packaging:面板级封装),或厚度较薄的半导体晶片的处理工序等这样的作为产品的工件的制造过程中,用于将临时固定保持于支承体的工件从支承体剥离的工件分离装置及使用了工件分离装置的工件分离方法。
背景技术:
2.以往,作为这种工件分离装置及工件分离方法,存在一种将向上变形为凸起或凹陷的工件通过从工作台突出的三根支承棒以保持使工件变形的状态进行三点支承,并一边使来自激光源的激光与工件相对地移动一边照射激光,由此材料层被分解而从基板剥离的激光剥离装置及激光剥离方法(例如参照专利文献1)。
3.在三根支承棒设有圆筒状的弹性构件,对弹性构件搭载工件,由此弹性构件发生弹性变形来吸附保持工件。
4.在专利文献1的工件中,层叠有透射紫外线区域的激光的基板(蓝宝石基板)和材料层,隔着材料层粘接有支撑基板。例如在向下变形为凸起的工件的翘曲量在直径4英寸的圆形工件的情况下为400μm左右。
5.在专利文献1中具备:激光源,产生脉冲激光;以及激光光学系统,将激光成形为规定的形状,控制由激光源产生的激光的脉冲间隔,使得照射至邻接的照射区域的各激光的重叠度为期望的值。即使激光光学系统(投影透镜)与工件的距离(400μm左右)发生波动,脉冲激光重叠并照射的区域中的激光强度也被设定为超过为了对材料层进行分解来将其从基板剥离所需的分解阈值的值。由此,能赋予足够的激光能量以用于将材料层从基板剥离,使形成于基板上的材料层不会产生裂纹而将材料层从基板剥离。
6.现有技术文献
7.专利文献
8.专利文献1:日本特开2012-182278号公报
技术实现要素:
9.发明要解决的问题
10.再者,基板、工件(层叠体)不限于专利文献1中记载的圆形的晶片形状,也包括矩形(包括长方形和正方形的角为直角的四边形)的面板形状。基板、层叠体的大小(整体尺寸)不限于专利文献1中记载的直径4英寸,也包括晶片形状的直径、面板形状的一边为500mm以上的大型基板、层叠体。基板、层叠体的厚度也包括例如减薄为15μm~3000μm的晶片形状、面板形状。
11.对像这样进行了整体尺寸的大型化、厚度的薄化的层叠体而言,层叠体的厚度相对于层叠体的整体(平面)尺寸的比率(厚度/整体尺寸)变小,因此层叠体的整体的刚性变低,容易因层叠体的自重而发生挠曲变形。该挠曲变形与凸起或凹陷的变形(翘曲变形)无
关地发生,该挠曲变形的变形量有时远大于层叠体的翘曲变形。
12.在专利文献1中,将工件(层叠体)在保持翘曲变形的状态下通过三根支承棒进行三点支承,因此在整体的刚性较高的层叠体的情况下,能进行稳定的三点支承。
13.但是,在整体的刚性因整体尺寸的大型化、厚度的薄化而较低的层叠体的情况下,在与将层叠体进行三点支承的部位不同的部位会产生因自重而引起的挠曲变形,仅通过三点支承无法稳定地保持层叠体。在最坏的情况下,由于因层叠体的自重而引起的挠曲变形,层叠体的重量大部分集中地仅施加于三点支承中的特定的支承棒,也有可能使因层叠体的自重而引起的局部的挠曲变形增大。由此,存在会对层叠体的一部分施加不合理的力而发生局部的损伤这样的问题。
14.而且,仅通过三点支承实现的层叠体的不稳定的保持成为由于来自激光源的激光的照射时的与层叠体的相对移动而引起层叠体相对于工作台发生位置偏移的主要原因。存在随着层叠体的位置偏移,在脉冲激光重叠并照射的区域中,会局部地产生脉冲激光的未照射部分、过照射部分,未照射部分成为剥离不良的原因,过照射部分成为损伤这样的问题。
15.此外,设于三根支承棒的圆筒状的弹性构件能弹性变形,但各自的绝对位置被固定。因此,虽然各弹性构件与发生了翘曲变形的层叠体接触,但是由于层叠体的翘曲形状,各弹性构件的弹性变形无法与层叠体的翘曲面对应,有时会在两者间产生间隙而无法进行稳定的吸附保持。
16.除此之外,若在与将层叠体进行三点支承的部位不同的其他部位产生因自重引起的挠曲变形,则从激光光学系统(投影透镜)起至挠曲变形部为止的激光照射距离有时远大于翘曲变形。在该情况下,随着激光照射距离的变化,对挠曲变形部的激光的照射形状不稳定,因此存在容易发生激光的未照射、过照射这样的问题。
17.用于解决问题的方案
18.为了解决这样的问题,本发明的工件分离装置对包括电路基板的工件与支承体隔着分离层被层叠而成的层叠体,通过光照射伴随的所述分离层的变性来将所述支承体从所述工件剥离,所述工件分离装置的特征在于,具备:保持构件,拆装自如地保持所述工件或所述支承体中的任一方;以及光照射部,透过保持于所述保持构件的所述层叠体的所述支承体或所述工件中的另一方朝向所述分离层进行所述光照射,所述保持构件具有:工作台,与所述层叠体的所述工件或所述支承体中的任一方对置;固定支承部,从所述工作台朝向所述层叠体突出并在顶端具有无法向突出方向移动的静止吸引垫;以及可动支承部,从所述工作台朝向所述层叠体突出并在顶端具有向突出方向移动自如且能弹性变形的随动吸引垫,将所述固定支承部和所述可动支承部组合并分别分散配置多个,并且所述随动吸引垫被配置为能比所述静止吸引垫更朝向所述层叠体突出。
19.而且,为了解决这样的问题,本发明的工件分离方法对包括电路基板的工件与支承体隔着分离层被层叠而成的层叠体,通过光照射伴随的所述分离层的变性来将所述支承体从所述工件剥离,所述工件分离方法的特征在于,包括:保持工序,将所述工件或所述支承体中的任一方拆装自如地保持于保持构件;以及光照射工序,从光照射部透过保持于所述保持构件的所述层叠体的所述支承体或所述工件中的另一方朝向所述分离层进行所述光照射,所述保持构件具有:工作台,与所述层叠体的所述工件或所述支承体中的任一方对
置;固定支承部,从所述工作台朝向所述层叠体突出并在顶端具有无法向突出方向移动的静止吸引垫;以及可动支承部,从所述工作台朝向所述层叠体突出并在顶端具有向突出方向移动自如且能弹性变形的随动吸引垫,将所述固定支承部和所述可动支承部组合并分别分散配置多个,并且所述随动吸引垫被配置为能比所述静止吸引垫朝向所述层叠体突出,在所述保持工序中,随着因所述层叠体的自重而引起的挠曲变形,所述随动吸引垫向所述突出方向移动,与所述工件或所述支承体中的任一方弹性地压接。
附图说明
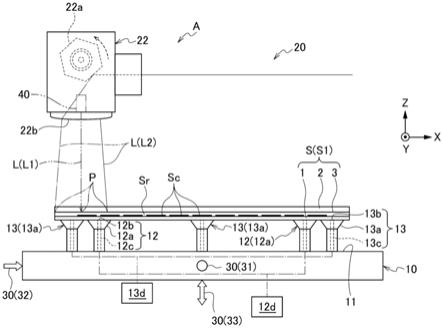
20.图1是表示本发明的实施方式(第一实施例)的工件分离装置和工件分离方法的整体构成的说明图,是保持前状态(搬入工序)的纵剖主视图。
21.图2是图1的横剖俯视图。
22.图3是图1的保持后状态(保持工序)的局部放大的纵剖主视图。
23.图4是表示本发明的实施方式(第二实施例)的工件分离装置和工件分离方法的整体构成的说明图,是保持前状态(搬入工序)的纵剖主视图。
24.图5是图4的保持后状态(保持工序)的局部放大的纵剖主视图。
25.图6是表示本发明的实施方式(第三实施例)的工件分离装置和工件分离方法的整体构成的说明图,是保持前状态(搬入工序)的纵剖主视图。
26.图7是图6的保持后状态(保持工序)的局部放大的纵剖主视图。
27.图8是表示本发明的实施方式(第四实施例)的工件分离装置和工件分离方法的整体构成的说明图,是保持前状态(搬入工序)的纵剖主视图。
28.图9是图8的保持后状态(保持工序)的局部放大的纵剖主视图。
29.附图标记说明
30.a工件分离装置
ꢀꢀꢀꢀꢀꢀꢀ
s层叠体
31.1工件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2支承体
32.3分离层
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10保持构件
33.11工作台
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12固定支承部
34.12a静止吸引垫
ꢀꢀꢀꢀꢀꢀꢀ
13可动支承部
35.13a随动吸引垫
ꢀꢀꢀꢀꢀꢀꢀ
22光照射部
36.50控制部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
l剥离用的光线(激光)
具体实施方式
37.以下,基于附图对本发明的实施方式进行详细说明。
38.本发明的实施方式的工件分离装置a和工件分离方法如图1~图9所示,是一种对包括电路基板(未图示)的工件1与支承体2隔着分离层3被层叠而成的层叠体s,通过透过了工件1、支承体2的向分离层3的光照射,分离层3由于光吸收而可剥离地变性(变质),从而使支承体2从工件1剥离的激光剥离装置及激光剥离方法。用于制造wlp(wafer level packaging)、plp(panellevel packaging)这样的半导体封装等、半导体晶片的处理工序等。
39.进行详细说明,本发明的实施方式的工件分离装置a具备以下要素来作为主要的
构成要素:保持构件10,被设为拆装自如地保持层叠体s;以及光学系统20的光照射部22,被设为朝向层叠体s的分离层3照射剥离用的光线l。
40.而且优选的是,所述工件分离装置a具备:驱动部30,被设为使源自光照射部22的光照射位置p相对于支承体2和分离层3相对地移动;测长部40,被设为测定从光照射部22起至支承体2和分离层3的照射面为止的间隔;以及控制部50,被设为对光照射部22和驱动部30、测长部40等进行工作控制。
41.需要说明的是,如图1~图9所示,相对于保持构件10,层叠体s通常被载置于上下方向,剥离用的光线l朝向保持构件10上的层叠体s从光照射部22被向下照射。以下,将相对于保持构件10的层叠体s的保持方向、剥离用的光线l的照射方向称为“z方向”。以下,将与剥离用的光线l的照射方向(z方向)交叉的两个方向称为“xy方向”。
42.工件1由在与后述的支承体2贴合的层叠状态下包括经过电路形成处理、薄化处理等半导体工艺的电路基板的可输送的基板等构成,由硅等材料形成为薄板状。
43.工件1的整体形状包括矩形(包括长方形和正方形的角为直角的四边形)的面板形状、圆形的晶片形状等。
44.工件1的厚度也包括例如被薄化为15μm~3000μm等的矩形、圆形的基板。特别是在工件1的厚度为数十μm程度等这样极其薄(以下称为“极薄”)的面板形状、晶片形状的情况下,也可以通过将工件1的整个面粘贴于切割带等这样的带状的保持用粘合片来进行支撑,或通过对由切割框架等四边形框状、圆形框状(环状)的保持框架加强了外周部的带状的保持用粘合片粘贴工件1来进行支撑。
45.支承体2在工件1的薄化工序、各种处理工序、输送工序等中支承工件1,由此被称为具有防止工件1的破损、变形等所需的强度的支撑基板、载体基板。因此,支承体2由硬质的刚性材料形成为与工件1对应的尺寸的矩形、圆形。
46.工件1或支承体2中的任一方或双方由能供特定的波长的激光l透射的透明或半透明的刚性材料形成。作为支承体2的具体例子,在图示例子的情况下,使用供特定波长的激光l透射的透明或半透明的玻璃板、陶瓷板、丙烯酸类树脂制的板,并将厚度设定为例如300μm~3000μm。
47.分离层3是如下的层:吸收经由工件1或支承体2照射的激光l,由此发生变质而使粘接力降低,其发生变质从而在受到微小的外力时失去粘接性而可以进行剥离或破坏。
48.作为分离层3的材料,优选使用例如聚酰亚胺树脂等具有粘接性,并且工件1与支承体2不夹装由粘接剂形成的粘接层也能进行贴合的材料。而且在工件1与支承体2的剥离后,也能层叠能容易地清洗去除的其他的层。此外,在分离层3由不具有粘接性的材料构成的情况下,需要在分离层3与工件1之间设置由粘接剂形成的粘接层(未图示),并通过粘接层来粘接分离层3与工件1。
49.作为层叠体s,主要使用虽然在矩形的情况下一边为500mm以上,在圆形的情况下直径为200mm、300mm以上等xy方向的整体尺寸为大型,但是对z方向的厚度进行了薄化的层叠体。
50.作为层叠体s的具体例子,在图1~图5所示的情况下,使用将作为工件1的矩形(正方形)的基板和作为支承体2的矩形(正方形)的支撑基板(载体基板)在分离层3进行贴合而成的面板形状(正方形)的层叠体s。面板形状的层叠体s成为四层构造,该四层构造具有:工
件1,通过扇出型plp技术等进行制造;密封体,在工件1的表面搭载有多个半导体元件sc,并且通过树脂等密封材料sr进行了密封;分离层3,层叠于密封体的表面;以及支承体2,隔着分离层3被层叠。具备多个半导体元件sc的密封体在最终通过切割等向xy方向进行了切断后,经过经由再布线层等装配电极取出部等最终工序,由此制造出作为最终产品的多个电子元件。
51.在图示例子中,将层叠体s配置为支承体2侧与后述的光照射部22对置,由此成为剥离用的光线l透过支承体2而被照射至分离层3的设定。
52.此外,作为其他例子,虽然未图示,但也可以使用将作为工件1的圆形的晶片与作为支承体2的圆形的支撑基板(载体基板)在分离层3进行贴合而成的晶片形状的层叠体s。而且,也能将层叠体s变更为包括工件1、分离层3以及支承体2的三层构造、或将层叠体s设定为工件1侧以与后述的光照射部22对置的方式配置,剥离用的光线l透过工件1而被照射至分离层3。
53.保持构件10是用于将通过搬入机构r从层叠体s的供给源(未图示)输送的分离前的层叠体s支承为无法相对于保持构件10的规定位置移动的保持机构。通过该保持机构将层叠体s的工件1或支承体2中的任一方拆装自如地保持,在该保持状态下从后述的光照射部22透过层叠体s的支承体2或工件1中的另一方朝向分离层3无位置偏移地照射剥离用的光线l。
54.保持构件10具有:工作台11,被设为用于将搬入的层叠体s无法移动地支撑;以及固定支承部12和可动支承部13,被设为从工作台11朝向层叠体s突出。
55.工作台11在不因金属等刚体而应变(挠曲)变形的厚度的平台等的表面形成为比层叠体s的外形尺寸大的平滑状。
56.在工作台11以与层叠体s的工件1或支承体2中的任一方在z方向对置的方式组合多个固定支承部12和可动支承部13并分别分散配置多个。
57.优选的是,搬入机构r使用能延及层叠体s的供给源(未图示)和保持构件10移动的输送机器人等,相对于工作台11接近移动。作为搬入机构r的输送机器人具有多个机器人手r1,被控制为在从层叠体s的供给源(未图示)接受到的分离前的层叠体s中,通过多个机器人手r1从下方支承下表面的多个部位并朝向保持构件10的工作台11进行输送。多个机器人手r1被控制为在图1等所示的层叠体s被保持前的状态下,将层叠体s输送至与工作台11在z方向对置的空间位置rp后,使层叠体s朝向固定支承部12和可动支承部13下降。而且多个机器人手r1被控制为在对图3等所示的固定支承部12和可动支承部13的层叠体s的交付已完成的保持后的状态下,解除层叠体s的支承,并朝向层叠体s的供给源返回。
58.固定支承部12由硬质的材料形成为无法伸缩的管状,无法相对于工作台11向xy方向和z方向移动地立起设置。在固定支承部12中,在朝向层叠体s的工件1或支承体2中的任一方(在图示例子中为工件1)的顶端部位设有无法向z方向移动的静止吸引垫12a。
59.静止吸引垫12a由能弹性变形的材料形成为圆筒等筒状,从工作台11向z方向离开规定长度地配置,并且在其内部具有第一进气孔12b。第一进气孔12b通过形成于固定支承部12的内部的第一通气路12c与真空泵、压缩机等第一进气/排气源12d连通。构成为通过第一进气/排气源12d的吸引动作,静止吸引垫12a沿层叠体s(在图示例子中为工件1)发生弹性变形而吸附。
60.可动支承部13在由硬质的材料形成的管体内置有弹簧等弹性体,由此无法向xy方向移动,但向z方向弹性地伸缩自如地立起设置。在可动支承部13中,在朝向层叠体s的工件1或支承体2中的任一方的顶端部位设有向z方向弹性地移动(升降)自如的随动吸引垫13a。
61.优选的是,随动吸引垫13a由能弹性变形的材料形成为圆筒等筒状,配设于与静止吸引垫12a向xy方向接近的位置。随动吸引垫13a在其内部具有第二进气孔13b,第二进气孔13b通过形成于可动支承部13的内部的第二通气路13c与第二进气/排气源13d连通。构成为通过第二进气/排气源13d的进气工作,随动吸引垫13a沿层叠体s的工件1或支承体2中的任一方弹性变形而吸附。
62.除此之外,随动吸引垫13a配置设定为至少在层叠体s相对于保持构件10被保持前的初始状态下,比静止吸引垫12a朝向层叠体s(在图示例子中为工件1)突出即可。随动吸引垫13a的弹性的移动量被设定为以静止吸引垫12a的高度配置为基准,且能比其向z方向突出和没入规定长度。
63.而且,优选的是,静止吸引垫12a和随动吸引垫13a在针对层叠体s的工件1或支承体2中的任一方的吸附位置装配用于减少对工件1或支承体2的损伤的防止吸附痕用的构件。
64.固定支承部12(静止吸引垫12a)和可动支承部13(随动吸引垫13a)相对于工作台11的分散配置可以与层叠体s的整体尺寸、厚度、刚性、重量的差异对应而适当地配置适当的数量。例如在以与层叠体s的重心位置在z方向对置的工作台11的基点11a为中心的假想圆上的大致等间隔部位分别接近地配置三组以上。
65.优选的是,将可动支承部13(随动吸引垫13a)的配设位置以工作台11的基点11a为中心而设定于比固定支承部12(静止吸引垫12a)的配设位置靠外侧附近的位置。
66.静止吸引垫12a的高度位置从工作台11向z方向离开规定长度(约30mm以上)地配置。由此,能实现作为搬入机构r的多个机器人手r1的进入,并且防止由于从后述的光照射部22照射的剥离用的光线(激光)l而工作台11被意外地加工的事故。
67.作为静止吸引垫12a和随动吸引垫13a的分散配置例子,在图1~图5所示的情况下,与面板形状(正方形)的层叠体s对应,四个随动吸引垫13a被配置为以工作台11的基点11a为中心的放射线状,并在各自的内侧附近配置四个静止吸引垫12a。除此之外,也可以在工作台11的基点11a、以基点11a为中心的十字形配置合计五个固定支承部12。
68.这些可动支承部13的随动吸引垫13a被设定为在图1等所示的层叠体s的保持前状态下,比静止吸引垫12a的高度配置朝向层叠体s突出最大约5mm以上,在图3等所示的层叠体s的保持后状态下,比静止吸引垫12a的高度配置没入最大约5mm以上。
69.此外,作为其他例子,虽然未图示,但也可以将静止吸引垫12a和随动吸引垫13a的分散配置、配置个数变更为图示例子以外的分散配置、配置个数。除此之外,也可以与层叠体s的整体尺寸、厚度对应地变更以静止吸引垫12a的高度配置为中心的随动吸引垫13a的突出量和没入量等。
70.光照射部22被设为从激光振荡器等光源21将剥离用的光线l朝向作为目标的光照射位置p引导的光学系统20的一部分,被配置为与被保持于保持构件10的层叠体s在z方向对置。光照射部22具有使由光学系统20引导的激光等光线l沿层叠体s移动的扫描(sweep)功能。由此,由光学系统20引导的激光l透射层叠体s的支承体2而被照射至分离层3的整个
面。
71.作为从光照射部22朝向层叠体s照射的剥离用的光线l,可以举出激光、红外线等,其中优选使用能透射工件1或支承体2且分离层3能吸收的波长的激光。
72.进行详细说明,在激光中,与投影形状为线(狭缝)状的激光相比,更优选容易得到高输出的激光的点(spot)状的激光。与连续振荡的激光(连续波激光)相比,能抑制由被吸收至分离层3内的激光能量引起的热的影响,且能对分离层3内赋予高能量,因此优选脉冲振荡的激光(脉冲激光)。
73.即,优选的是,在光照射部22设有用于使作为剥离用的光线l的由光源21产生的点状等的激光的光轴(主轴)l1移动的光扫描单元(激光扫描仪)22a,构成为通过激光扫描仪22a对层叠体s扫描(sweep)激光。
74.如图1~图9所示,优选的是,作为光照射部22,具有:激光扫描仪22a,使由光源21产生的点状的激光l的光轴l1沿层叠体s移动;以及透镜22b,将来自激光扫描仪22a的激光l导向分离层3。
75.优选的是,作为激光扫描仪22a,使用设为旋转自如的多边形扫描仪、电扫描仪等,向与从激光扫描仪22a朝向分离层3的光照射方向(z方向)交叉的xy方向中的任一方或xy方向双方扫描。
76.透镜22b具有对来自激光扫描仪22a的激光l进行聚光的功能,优选使用与多边形扫描仪、电扫描仪等组合使用的fθ透镜。fθ透镜能在透镜的中心部、其周边部使扫描速度恒定,且能将焦点设置在一个平面上。
77.而且,优选的是,作为透镜22b,使用主光线l2能相对于穿过透镜中心且与透镜面垂直的光轴l1平行地配置的远心系透镜,或主光线l2能相对于光轴l1配置为各种角度的非远心系透镜。
78.特别是在非远心系透镜的情况下,优选的是,主要使用激光l的照射稳定的透镜中心部(透镜中央及其周边部分),不使用激光l的照射不稳定的透镜外周端部。
79.作为光学系统20和光照射部22的具体例子,在图1~图9所示的情况下,首先通过使由作为激光源21的激光振荡器产生的激光l穿过扩束器23来调整光束直径。接着,通过转向镜等反射镜24、25来改变激光l的方向,激光l被导向激光扫描仪22a。最后,超短脉冲的激光l从激光扫描仪22a穿过透镜22b,对保持于保持构件10的层叠体s的目标位置依次照射来进行扫描。
80.作为激光扫描仪22a和透镜22b的一个例子,在图1~图5所示的情况下,使用多边形扫描仪来作为激光扫描仪22a,多边形扫描仪在旋转驱动的筒体的周围具有被配置为正n边形的镜片部。使用非远心系透镜(非远心系fθ透镜)来作为透镜22b。
81.朝向多边形扫描仪入射的激光l碰到镜部而发生反射,通过透镜22b被转换为朝向层叠体s大致垂直或成规定角度的光路。通过多边形扫描仪的镜部的旋转驱动实现的扫描方向仅为xy方向中的任一方。在图示例子中,使激光l在与相对于正n边形的镜部的激光入射方向(x方向)平行的直线方向仅向一方移动规定幅度。
82.此外,作为其他例子,虽然未图示,但也可以进行如下这样的变更:使用电扫描仪或组合使用多边形扫描仪和电扫描仪,或使用与它们不同的其他构造来作为激光扫描仪22a,向xy方向中的任一方或xy方向双方进行扫描或使激光l向双方往复移动等。也可以使
用远心系透镜(远心系fθ透镜)来作为透镜22b。
83.另一方面,能从光照射部22(激光扫描仪22a)对层叠体s照射激光l的范围存在界限,在较大的面积的层叠体s中,难以延及分离层3的整体地一次照射来自激光扫描仪22a的激光l。
84.此外,为了将支承体2可靠地从工件1剥离,需要通过从激光扫描仪22a照射至分离层3的激光l的能量的量(能量密度)使分离层3的整个面变质至能均匀地分解而剥离的程度。根据分离层3的材质,分解变质所需的能量也不同。
85.在这样的状况下,例如日本特开2012-024783号公报中记载的那样,想到将分离层3的整体分割为多个区域,从激光扫描仪22a对这些分割区域每次照射一次(一次照射)激光l。
86.但是,在将分离层3的整体分割为多个照射区域的程度下,有时各照射区域的尺寸过大,无法使激光l充分地集中于各照射区域,照射至各照射区域的激光l的能量的量(能量密度)达不到使分离层3的整个面均匀地分解的水平。根据分离层3的材质,无法变质至能将各照射区域的整个面均匀地分解而能剥离的程度,从而产生了剥离不均。
87.为了解决这样的问题,优选的是,将层叠体s(分离层3)的整体分割为多个照射区域,并且从激光扫描仪22a对多个照射区域排列照射点状的激光l。
88.即,对从激光扫描仪22a朝向保持于保持构件10的层叠体s(分离层3)照射的激光l的区域而言,如图2所示,将分离层3的照射面整体分割为多个照射区域pa,从激光扫描仪22a对多个照射区域pa按各照射区域pa(按每个单位照射区域)分别排列照射点状的激光l。
89.进行详细说明,优选的是,多个照射区域pa被分割为比层叠体s(分离层3)的整体面积小的面积,将分割出的各照射区域pa的形状设为矩形(包括正方形和长方形的角为直角的四边形)形状、向xy方向中的任一方形成为长条的带状。多个照射区域pa的分割方向(排列方向)排列于与基于激光扫描仪22a的激光l(光轴l1)的移动方向、基于后述的驱动部30的相对的移动方向相同的x方向、y方向。优选的是,多个照射区域pa的尺寸设定为能通过后述的控制部50进行调整。优选的是,关于从激光扫描仪22a对多个照射区域pa激光照射激光l的顺序,设定为能通过后述的控制部50进行调整,并以任意设定的顺序从激光扫描仪22a将激光l分别照射至各照射区域pa的整个面。
90.在从激光扫描仪22a对层叠体s(分离层3)中的多个照射区域pa照射的点状的激光l中,各激光l的光束形状(截面形状)为圆形、大致圆形或矩形等。特别优选的是,设定为与高斯光束的截面形状相同的圆形。
91.优选的是,在对于按各照射区域pa的激光l的照射中,以各激光l的一部分相互重叠的方式通过至少激光扫描仪22a的工作或与后述的驱动部30的组合来向x方向和y方向排列并依次分别进行排列照射。
92.在该情况下,多个照射区域pa中的一个照射区域pa的整体被许多点状的激光l无间隙地填满。在一个照射区域pa的整体被许多点状的激光l填满后,同样地反复进行对下一个照射区域pa的点状的激光l的排列照射。最终全部多个照射区域pa被排列照射。
93.除此之外,优选的是,隔着多个照射区域pa的分界线pb排列照射的点状的激光l的间隔被设定得比激光l的光束直径小,使配置于分界线pb的相反侧的点状的激光l以各自的端部彼此相接的方式进行排列照射。
94.多个照射区域pa的分界线pb是指形成于向x方向和y方向排列的相邻的照射区域pa之间的边界线。分界线pb的间隔是指在隔着分界线pb排列照射的点状的激光l中延及射束中心之间的距离。由此,照射区域pa的整体全部被许多点状的激光l填满,并且在照射区域pa的分界线pb处也被许多点状的激光l填满。
95.驱动部30是如下构成的光轴相对移动机构:使保持构件10或光照射部22(激光扫描仪22a)中的任一方或者保持构件10和光照射部22(激光扫描仪22a)双方移动,由此从激光扫描仪22a照射的激光l相对于保持于保持构件10的层叠体s,至少向与来自激光扫描仪22a的激光l的照射方向(z方向)交叉的两个方向(xy方向)相对地移动。
96.由驱动部30实现的相对的移动方向不仅限于xy方向,根据需要也包括z方向。
97.作为驱动部30的光轴相对移动机构主要有使移动保持构件10和层叠体s移动的工件侧移动型和使移动激光扫描仪22a移动的光轴侧移动型。
98.作为驱动部30的具体例子,在如图1~图9所示的工件侧移动型的情况下,在保持构件10设有驱动部30,通过驱动部30使保持构件10向x方向和y方向、z方向移动,由此使源自激光扫描仪22a的光的照射位置p向xy方向、z方向移动。作为该情况下的驱动部30,使用xy工作台、xy台等,具有由马达轴等构成的y轴移动机构31和x轴移动机构32。而且优选的是,根据需要设置使保持构件10向z方向移动的z轴移动机构33。
99.此外,在光轴侧移动型的情况下,虽然未图示,但构成为仅在光学系统20的一部分设有驱动部30,保持构件10不移动而使源自激光扫描仪22a的光照射位置p向xy方向、z方向移动。作为该情况下的驱动部30,具有由多边形扫描仪、电扫描仪等构成的xy轴移动机构。而且在根据需要向z方向相对移动的情况下,在保持构件10设置z轴移动机构33,或者使激光扫描仪22a通过驱动部30向z方向移动。
100.测长部40由测定从光照射部22起至保持于保持构件10的层叠体s的支承体2、分离层3的照射面为止的照射距离的非接触式的位移计、位移传感器等构成,被配置为与保持于保持构件10的层叠体s在z方向对置。
101.作为测长部40的具体例子,在图1~图9所示的情况下,在光照射部22(激光扫描仪22a)设有作为测长部40的激光位移计来测定从激光扫描仪22a起至分离层3的照射面为止在z方向的长度,将该测定值输出向后述的控制部50。
102.由此,如图4~图9所示,在层叠体s存在翘曲变形的情况下,能以在从激光扫描仪22a将点状的激光l按多个照射区域pa排列照射时,使从激光扫描仪22a起至多个照射区域pa为止的照射距离成为大致恒定的方式,基于由测长部40测定出的测定值来对z轴移动机构33进行工作控制。因此,保持于保持构件10的存在翘曲的层叠体s的分离层3与激光扫描仪22a的照射距离能调整为大致恒定。
103.此外,作为其他例子,虽然未图示,但也可以使用激光位移计以外的位移计、位移传感器来作为测长部40。
104.控制部50是在保持构件10中与固定支承部12的第一进气/排气源12d和可动支承部13的第二进气/排气源13d、由光学系统20、光源21以及光照射部22(激光扫描仪22a)、驱动部30构成的光轴移动机构以及测长部40分别电连接的控制器。
105.而且控制部50是除此之外还与用于将分离前的层叠体s朝向保持构件10输送的搬入机构r、从光照射后的层叠体s仅保持并拉离支承体2的剥离机构(未图示)、以及用于从保
持构件10输送剥离后的层叠体s(工件1)的搬出机构(未图示)等电连接的控制器。
106.作为控制部50的控制器按照在其控制电路(未图示)预先设定的程序,在预先设定的定时依次分别进行工作控制。即控制部50不仅进行以从光源21向光照射位置p照射的剥离用的光线(激光)l的on/off控制为首的工件分离装置a的整体的工作控制,除此之外还进行激光l的各种参数的设定等各种设定。
107.通过控制部50,光学系统20的光照射部22(激光扫描仪22a)、驱动部30以对将保持于保持构件10的层叠体s的分离层3分割后的多个照射区域pa按各照射区域pa进行来自激光扫描仪22a的激光l的照射,且激光l的照射角度与分离层3的表面大致垂直或成为规定角度的方式进行控制。
108.除此之外,作为控制部50的控制器构成为具有控制面板等输入单元51、显示部(未图示)等,能通过输入单元51的操作来设定激光扫描仪22a的扫描距离、多个照射区域pa的尺寸以及对多个照射区域pa的来自激光扫描仪22a的激光l的照射顺序等。
109.而且,将在控制部50的控制电路中设定的程序作为由工件分离装置a实现的工件分离方法进行说明。
110.使用了本发明的实施方式的工件分离装置a的工件分离方法包括以下工序作为主要的工序:保持工序,将层叠体s的工件1或支承体2中的任一方拆装自如地保持于保持构件10;以及光照射工序,从光照射部22透过保持于保持构件10的层叠体s的支承体2或工件1中的另一方朝向分离层3照射剥离用的光线(激光)l。
111.而且,作为保持工序的前工序,包括搬入工序,通过搬入机构r从层叠体s的供给源(未图示)输送分离前的层叠体s。
112.作为光照射工序的后工序,包括:相对移动工序,使来自光照射部22的光照射位置p相对于保持于保持构件10的层叠体s的分离层3相对地移动;以及分离工序,从层叠体s的工件1剥离支承体2。
113.此外,优选的是,作为分离工序的后工序,包括:清洗工序,用清洗液去除残留于已从分离层3分离的工件1的分离层3的残渣;以及切离工序,通过切割等将清洗工序后的工件1切断。
114.在搬入工序中,通过作为搬入机构r的多个机器人手r1的工作将分离前的层叠体s朝向保持构件10的工作台11搬入,多个机器人手r1朝向在工作台11的规定位置呈突出状待机的固定支承部12和可动支承部13接近移动。
115.在保持工序中,通过多个机器人手r1相对于工作台11的接近移动,层叠体s的工件1或支承体2中的任一方与可动支承部13和固定支承部12依次接触,通过可动支承部13的随动吸引垫13a和固定支承部12的静止吸引垫12a的吸附将层叠体s的整体保持为无法移动。
116.在此,由于被搬入至保持构件10的工作台11的层叠体s的大小(整体尺寸)和厚度的差异而产生因自重引起的挠曲变形,且由固定支承部12和可动支承部13实现的保持形态不同。
117.就是说,在层叠体中xy方向的整体尺寸被大型化,或者z方向的厚度被薄化的情况下,厚度相对于整体尺寸的比率(厚度/整体尺寸)变小,因此层叠体s的整体的刚性变低。若将这样的整体的刚性低的层叠体s仅通过多个固定支承部12来保持,则在与通过多个固定支承部12来支承的部位不同的部位会产生因层叠体s的自重引起的挠曲变形。该挠曲变形
与翘曲变形无关地产生,有时其变形量远大于层叠体s的翘曲变形。
118.在此,为了解决这样的问题,除了作为用于在保持构件10的规定位置将层叠体s支承为无法移动的保持机构的固定支承部12之外,还具备可动支承部13,将固定支承部12和可动支承部13组合并分别分散配置多个。而且在层叠体s相对于对保持构件10被保持前的初始状态下,将可动支承部13的随动吸引垫13a比固定支承部12的静止吸引垫12a朝向层叠体s的工件1或支承体2中的任一方配置为突出状。
119.接着,对由于搬入至工作台11的层叠体s因自重而引起的挠曲变形、翘曲变形的差异而固定支承部12和可动支承部13的保持形态不同的情况的代表例进行说明。
120.图1~图3所示的第一实施例是无翘曲变形的第一层叠体s1的情况。
121.在图1所示的第一层叠体s1的保持前状态下,即使在第一层叠体s1没有翘曲变形,也通过作为搬入机构r的多个机器人手r1在第一层叠体s1的下表面中从下方支承多个部位,由此该支承部位以外的非支承部位sо容易因自重而向下方局部地挠曲变形。
122.在图示例子中,虽然通过两个机器人手r1来支撑第一层叠体s1的多个部位,但是如图1的双点划线所示,第一层叠体s1的中央部位、外周部位等非支承部位sо会因自重而局部地挠曲变形并下垂。
123.在该情况下,随着第一层叠体s1通过作为搬入机构r的多个机器人手r1从空间位置rp下降,在第一层叠体s1(在图示例子中为工件1)的下表面中,先于静止吸引垫12a,非支承部位sо抵接于随动吸引垫13a而使可动支承部13向z方向压缩,从而随动吸引垫13a相对地弹性移动。随着该抵接(接触),随动吸引垫13a的形状发生弹性变形而压接,同时通过第二进气/排气源13d的吸引动作,随动吸引垫13a的形状进一步弹性变形并开始吸附。因此,在第一层叠体s1的下表面中,与随动吸引垫13a接触的非支承部位sо由随动吸引垫13a吸附保持。
124.接着,随着机器人手r1的下降,第一层叠体s1的下表面与静止吸引垫12a抵接,通过第一进气/排气源12d的吸引动作,静止吸引垫12a发生弹性变形并开始吸附。因此,在第一层叠体s1的下表面中,与静止吸引垫12a接触的非支承部位sо由静止吸引垫12a吸附保持。
125.由此,在图3所示的第一层叠体s1的保持后状态下,随动吸引垫13a的向z方向的相对的弹性移动和与吸引动作相伴的随动吸引垫13a的弹性变形相辅相成,从而抑制因非支承部位sо的自重而引起的局部的挠曲变形。因此,通过分散配置的多个随动吸引垫13a和静止吸引垫12a,第一层叠体s1的整体被支撑为无法移动。
126.图4和图5所示的第二实施例是向上方翘曲变形为凹陷状的第二层叠体s2的情况。
127.在图4所示的第二层叠体s2的保持前状态下,除了第二层叠体s2的翘曲变形之外,通过多个机器人手r1从下支承第二层叠体s2的下表面的多个部位,由此该支承部位以外的非支承部位sо容易因自重而局部地挠曲变形。
128.但是,该情况也与第一实施例相同,随着由多个机器人手r1实现的从空间位置rp的第二层叠体s2的下降,在第二层叠体s2(在图示例子中为工件1)的下表面中,先于静止吸引垫12a,非支承部位sо抵接于随动吸引垫13a,可动支承部13向z方向压缩,从而随动吸引垫13a相对地弹性移动。随着该抵接(接触),随动吸引垫13a的形状发生弹性变形而压接,同时通过第二进气/排气源13d的吸引动作,随动吸引垫13a的形状进一步弹性变形并开始吸
附。因此,在第二层叠体s2的下表面中,与随动吸引垫13a抵接的非支承部位sо由随动吸引垫13a吸附保持。
129.接着,随着机器人手r1的下降,第二层叠体s2的下表面抵接于静止吸引垫12a,通过第一进气/排气源12d的进气工作,静止吸引垫12a发生弹性变形并开始吸附。因此,在第二层叠体s2的下表面中,与静止吸引垫12a接触的非支承部位sо由静止吸引垫12a吸附保持。
130.由此,在图5所示的第二层叠体s2的保持后状态下,随动吸引垫13a的向z方向的相对的弹性移动和与吸引动作相伴的随动吸引垫13a的弹性变形相辅相成,从而抑制与第二层叠体s2的翘曲变形无关的因非支承部位sо的自重引起的局部的挠曲变形。因此,通过分散配置的多个随动吸引垫13a和静止吸引垫12a,第二层叠体s2的整体被支撑为无法移动而不会强行地矫正第二层叠体s2的翘曲变形。
131.图6和图7所示的第三实施例是向上方翘曲变形为凸起的第三层叠体s3的情况。
132.在图6所示的第三层叠体s3的保持前状态下,除了第三层叠体s3的翘曲变形之外,由多个机器人手r1支承的支承部位以外的非支承部位sо容易因自重而局部地挠曲变形。
133.图8和图9所示的第四实施例是向上下方向翘曲变形为大致s形的第四层叠体s4的情况。
134.在图8所示的第四层叠体s4的保持前状态下,除了第四层叠体s4的翘曲变形之外,由多个机器人手r1支承的支承部位以外的非支承部位sо容易因自重而局部地挠曲变形。
135.但是,这些情况也与第二实施例相同,随着由多个机器人手r1实现的第三层叠体s3、第四层叠体s4的下降,先于静止吸引垫12a,非支承部位sо抵接于随动吸引垫13a而使可动支承部13向z方向压缩,从而随动吸引垫13a相对地弹性移动。随着该抵接(接触),随动吸引垫13a的形状发生弹性变形而压接,同时通过第二进气/排气源13d的吸引动作,随动吸引垫13a的形状进一步弹性变形并开始吸附。接着,随着机器人手r1的下降,第三层叠体s3、第四层叠体s4的下表面抵接于静止吸引垫12a,通过第一进气/排气源12d的吸引工作,静止吸引垫12a发生弹性变形并开始吸附。
136.由此,在图7所示的第三层叠体s3的保持后状态、图9所示的第四层叠体s4的保持后状态下,随动吸引垫13a的向z方向的相对的弹性移动和与吸引动作相伴的随动吸引垫13a的弹性变形相辅相成,从而抑制与第三层叠体s3、第四层叠体s4的翘曲变形无关的因非支承部位sо的自重引起的局部的挠曲变形。因此,通过分散配置的多个随动吸引垫13a和静止吸引垫12a,层叠体s3、s4的整体被支撑为无法移动而不会强行地矫正层叠体s3、s4的翘曲变形。
137.根据这样的本发明的实施方式的工件分离装置a和工件分离方法,使层叠体s朝向分散配置的多个固定支承部12和可动支承部13接近移动,由此使层叠体s先抵接于随动吸引垫13a,从而随动吸引垫13a向突出方向(z方向)相对地弹性移动。随着该抵接,随动吸引垫13a的形状发生弹性变形并压接,同时通过随动吸引垫13a的吸引动作,随动吸引垫13a的形状进一步弹性变形并吸附。
138.接着,层叠体s抵接于静止吸引垫12a并吸附。
139.由此,即使是随着整体尺寸的大型化、厚度的薄化而刚性低的层叠体s,随动吸引垫13a的相对的弹性移动和与吸引动作相伴的随动吸引垫13a的弹性变形也相辅相成,从而
抑制与层叠体s的翘曲变形无关的因自重引起的局部的挠曲变形。
140.因此,通过分散配置的多个随动吸引垫13a和静止吸引垫12a,层叠体s的整体被支撑为无法移动而不会强行地矫正层叠体s的翘曲变形。
141.因此,能吸收因层叠体s的自重引起的挠曲变形而实现稳定的保持。
142.作为其结果,与在保持翘曲变形的状态下将层叠体通过三根支承棒进行三点支承的以往的结构相比,即使是随着大型化、薄化而整体的刚性低的层叠体s,也能防止由于对层叠体s的一部分施加不合理的力而引起的局部的损伤而不会使因层叠体s的自重引起的局部的挠曲变形增大。
143.而且,随动吸引垫13a的相对的弹性移动和与吸引动作相伴的随动吸引垫13a的弹性变形相辅相成,从而抑制因层叠体s的自重引起的局部性的挠曲变形,因此即使考虑层叠体s的翘曲变形,从光照射部22起至分离层3为止的光照射距离也不会大幅变化。由此,能稳定对分离层3的剥离用的光线l的照射形状,能可靠地防止剥离用的光线l的未照射、过照射的发生。
144.除此之外,随着与层叠体s的抵接,随动吸引垫13a向突出方向(z方向)相对地弹性移动,因此随动吸引垫13a的形状能与翘曲变形为各种形状的层叠体s的翘曲面对应地弹性变形。由此,防止两者间的间隙的产生而进行稳定的吸附保持。
145.特别优选的是,在静止吸引垫12a的附近配置随动吸引垫13a。
146.静止吸引垫12a无法向突出方向(z方向)移动,因此在层叠体s中以由静止吸引垫12a吸附的支承部位为中心,靠近其周围的部位容易因自重而产生挠曲变形。
147.即使在这样的情况下,随动吸引垫13a弹性地移动并吸附靠近由静止吸引垫12a吸附的支承部位的非支承部位sо,因此因自重引起的局部的挠曲变形被抑制。
148.因此,能可靠地抑制在静止吸引垫12a的附近产生的因自重引起的局部的挠曲变形。
149.其结果是,能可靠地防止由于对层叠体s的一部分施加不合理的力而引起的局部的损伤而不使因层叠体s的自重引起的局部的挠曲变形增大。
150.而且,优选的是,具备对光照射部22进行工作控制的控制部50,作为剥离用的光线l而从光照射部22(激光扫描仪22a)脉冲振荡的点状的激光的照射是以在与光照射方向(z方向)交叉的平面上点状的激光的一部分重叠的方式排列的排列照射,控制部50以如下方式进行控制:通过至少光照射部22的工作,使保持于保持构件10的层叠体s和光照射部22向与光照射方向(z方向)交叉的方向(xy方向)相对地移动,反复进行排列照射来对全部分离层3进行排列照射。
151.在该情况下,层叠体s被保持为无法相对于工作台11位置偏移,因此即使在来自光照射部22的激光l的照射时与层叠体s相对移动,通过随动吸引垫13a和静止吸引垫12a,层叠s也被保持为无法相对于工作台11位置偏移。
152.因此,在以点状的激光l的一部分重叠的方式排列的排列照射的区域中,朝向层叠体s照射的点状的激光l不会位置偏移,透过工件1或支承体2对分离层3的整体均匀地照射激光l。
153.因此,在由点状的激光l实现的排列照射中能防止未照射部分、过照射部分的产生。
154.其结果是,不会产生由于激光l的未照射引起的局部的剥离不良,并且也不会由于激光l的过照射而使输出变得过强,不会对形成于工件1的电路基板的器件造成损伤、或不会由于局部的过照射而引起黑烟的产生。
155.由此,能实现从层叠体s的工件1的高精度的剥离。
156.需要说明的是,在前示的实施方式中,在层叠体s中,工件1与支承体2通过由具有粘接性的材料形成的分离层3贴合,但不限定于此,在使用了由不具有粘接性的材料形成的分离层3的情况下,也可以在分离层3与工件1之间设置由粘接剂形成的粘接层(未图示),通过粘接层将分离层3与工件1粘接。
157.而且,在图示例子中,作为层叠体s仅示出了面板形状(正方形),但不限定于此,也可以变更为面板形状(长方形)的层叠体s、晶片形状(圆形)的层叠体s来代替面板形状(正方形)的层叠体s。
158.此外,在图示例子中,作为层叠体s的工件1或支承体2中的任一方,通过固定支承部12和可动支承部13来保持工件1,但不限定于此,也可以上下反转而通过固定支承部12和可动支承部13来保持支承体2。
159.在这些情况下,也能得到与前述的实施方式相同的作用和优点。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。