1.本发明涉及胶带,更详细而言涉及一种耐热性和耐寒性改善的能够在整个四季利用的四季胶带。
背景技术:
2.胶带被广泛用于需要包装、粘合、表面保护、标记等的各种工业领域。尤其,用于邮件、搬家行李、产品的储存和包装等的包装用胶带被附着到包装材料的表面,以防止内容物被外部环境污染和损坏,从而发挥确保内容物的安全性的作用。
3.一方面,在胶带的胶粘剂中,热熔胶粘剂具有对基材的优异的粘附性、涂覆性和熔融性,并且具有易于通过简单的工艺大量生产的优点,但是具有易受温度变化影响的缺点。
4.为了解决这种问题,一直以来混合并使用了具有耐寒性和耐热性的粘合成分,但是仍然存在在低于5℃的低温或100℃以上的高温下具有低的粘合保持力的问题。
5.因此,为了胶带的通用性,需要开发一种耐热性和耐寒性增强的胶带,其具有优异的初始粘着力和剥离强度,同时可以防止高温下的剥离现象并且在低温下实现胶粘剂的稳定化。
6.现有技术文献
7.专利文献
8.专利文献1韩国注册专利公报第10-1898352号
9.专利文献2韩国公开专利公报第10-2019-0121410号
10.专利文献3日本公开专利公报第2018-203856号
技术实现要素:
11.发明要解决的问题
12.本发明提供耐热性和耐寒性提高的四季胶带。
13.用于解决问题的手段
14.本发明的胶带包括:基材,以及形成在所述基材上的胶粘层,通过涂覆在相同温度下具有互不相同的粘着力的第一胶粘剂和第二胶粘剂并对所述第一胶粘剂和所述第二胶粘剂进行图案化而形成;所述第一胶粘剂的粘着力和所述第二胶粘剂的粘着力可以满足下述式1和式2,
15.[式1]
[0016]
在5℃以下的低温区域中,ad1》ad2[0017]
[式2]
[0018]
在70℃以上的高温区域中,ad3《ad4。
[0019]
在所述式1中,ad1为第一胶粘剂的粘着力,ad2为第二胶粘剂的粘着力。在所述式2中,ad3为第一胶粘剂的粘着力,ad4为第二胶粘剂的粘着力。
[0020]
作为本发明的一实施例,所述胶粘层的图案可以通过沿胶带的长度方向或宽度方
向交替涂覆所述第一胶粘剂和所述第二胶粘剂而形成,或者通过沿长度方向和宽度方向两者交替涂覆所述第一胶粘剂和所述第二胶粘剂而形成。
[0021]
作为本发明的一实施例,所交替的基本形状可以为线形或多边形。
[0022]
作为本发明的一实施例,所述胶粘层的图案由单位形状和连续相构成,所述单位形状形成为彼此间隔排列,所述连续相形成在未形成有所述单位形状的区域;所述单位形状可以选自点形、圆形、多边形和它们的组合。
[0023]
作为本发明的一实施例,所述单位形状和所述连续相可分别含有互不相同的第一胶粘剂和第二胶粘剂。
[0024]
作为本发明的一实施例,所述胶粘层的厚度可以为10至1000μm。
[0025]
作为本发明的一实施例,所述胶带在-15至140℃的温度下,根据astm d3330的180
°
剥离强度可以为6000gf/in以上。
[0026]
作为本发明的一实施例,所述基材可选自纸张、塑料膜、塑料发泡剂、金属箔和纤维中的一者以上。
[0027]
另外,本发明包括上述胶带的制造方法。
[0028]
本发明的胶带的制造方法,可包括:a)涂覆步骤,将第一胶粘剂和第二胶粘剂熔融并涂覆在基材上,其中,彼此划分所述第一胶粘剂的涂覆区域和所述第二胶粘剂的涂覆区域并形成图案;和b)胶粘层形成步骤,将经涂覆的基材干燥并固化。
[0029]
作为本发明的一实施例,所述图案可以通过沿胶带的长度方向交替涂覆所述第一胶粘剂和所述第二胶粘剂而形成,或者通过沿胶带的宽度方向交替涂覆所述第一胶粘剂和所述第二胶粘剂而形成,或者通过沿长度方向和宽度方向两者交替涂覆所述第一胶粘剂和所述第二胶粘剂而形成。
[0030]
作为本发明的一实施例,所交替的基本形状可以为线形、波形或多边形。
[0031]
作为本发明的一实施例,所述图案由单位形状和连续相构成,所述单位形状形成为彼此间隔排列,所述连续相形成在未形成有所述单位形状的区域;所述单位形状可以选自点形、圆形、多边形和它们的组合。
[0032]
作为本发明的一实施例,所述单位形状和所述连续相可分别含有互不相同的第一胶粘剂和第二胶粘剂。
[0033]
作为本发明的一实施例,所述基材可选自纸张、塑料膜、塑料发泡剂、金属箔和纤维中的一者以上。
[0034]
作为本发明的一实施例,所述干燥可通过选自热风干燥、自然干燥、风干燥、红外线干燥和微波干燥中的任一者或两者以上执行。
[0035]
发明效果
[0036]
本发明的四季胶带通过包括将耐热性胶粘剂和耐寒性胶粘剂图案化而成的胶粘层,从而具有比现有的胶带改善的耐热性和耐寒性,在宽广的温度变化下也能够维持优异的粘着力。
附图说明
[0037]
图1示出本发明的一实施例的胶带的剖面图。
[0038]
图2示出本发明的一实施例的胶带的俯视图。
[0039]
附图标记说明
[0040]
10:胶带
ꢀꢀꢀ
100:基材
[0041]
200:胶粘层
ꢀꢀꢀ
210:第一胶粘剂
ꢀꢀꢀ
220:第二胶粘剂。
具体实施方式
[0042]
以下,参照附图,详细说明本发明的胶带。下面介绍的附图是为向本领域技术人员充分传达本发明的思想而提供的示例。因此,本发明不限于下面揭示的附图中,并可以具体化为其他形式,下面揭示的附图为明确本发明的思想而被夸张图示。此时,如果使用的技术术语以及科学用语没有其它定义,则其是具备本发明所属技术领域的技术人员,可通常理解的意思。下述说明以及附图中,如可能导致本发明的主旨混淆时,将省略对公知功能和组成的说明。
[0043]
除非在上下文中另外指出,否则本说明书和所附权利要求书中使用的单数形式也可以意图包括复数形式。
[0044]
另外,当某一部分“包括”某一组件时,除非有相反的记载,这意味着可以进一步包括其他组件而不是排除其他组件,。
[0045]
在本发明的说明书中使用的数值范围包括:下限和上限以及该范围内的所有值,从定义范围的形式和宽度中逻辑上得出的增量,其中限定的所有值以及以不同形式限定的数值范围的上限以及下限的所有可能组合。
[0046]
在本说明书和所附的权利要求书中,没有特别提及而使用的单位以重量为基准,作为一例,%或比例的单位是指重量%或重量比。
[0047]
图1示出本发明的一实施例的胶带的剖面图。参照图1,胶带10包括:基材100,以及形成在所述基材100上的胶粘层200,通过涂覆在相同温度下具有互不相同的粘着力的第一胶粘剂210和第二胶粘剂220并对其进行图案化而形成。这时,所述第一胶粘剂210的粘着力和第二胶粘剂220的粘着力满足下述式1和式2:
[0048]
[式1]
[0049]
在5℃以下的低温区域中,ad1》ad2[0050]
在所述式1中,ad1为第一胶粘剂的粘着力(单位:gf/in),ad2为第二胶粘剂的粘着力(单位:gf/in)。
[0051]
[式2]
[0052]
在70℃以上的高温区域中,ad3《ad4[0053]
在所述式2中,ad3为第一胶粘剂的粘着力(单位:gf/in),ad4为第二胶粘剂的粘着力(单位:gf/in)。这时,当所述基材为纸张时,本发明的胶带易于再利用而可具有环保效果,因此更有利。将纸张用作胶带的基材时,需利用热熔胶粘剂,如上所述,热熔胶粘剂易受温度变化的影响,就现有的纸张型胶带而言,存在当使用的热熔胶粘剂耐热性强时,不易耐寒,而当耐寒性强时,则不易耐热的问题。
[0054]
然而,本发明的胶带通过包括将在5℃以下的低温区域也具有优异的粘着力的耐寒性第一胶粘剂和在70℃以上的高温区域也具有优异的粘着力的耐热性第二胶粘剂图案化而成的胶粘层,从而同时具有耐寒性和耐热性,在宽广的温度范围中也能够维持优异的粘着力。更具体而言,形成满足所述式1和式2且图案化的胶粘层时,所制造的胶带可具有优
异的初始粘着力和剥离强度,在-30℃至150℃范围的整个低温和高温范围内具有恒定的粘着力和剥离强度,并且粘着力和剥离强度随着温度变化的变化幅度小,可以抑制由于常规外部温度变化引起的胶带的剥离或脱附现象,并且即使长时间使用也具有优异的粘合稳定性。
[0055]
本发明的一实施例的胶带在整个-15℃至140℃的宽温度范围内根据astm d3330的180
°
剥离强度可以为5000gf/in以上,具体可以为6000gf/in以上。这时,剥离强度的下限没有限制,非限制性地可以为10000gf/in以下。
[0056]
图2示出本发明的一实施例的胶带的俯视图,是具体示出可根据本发明实现的胶粘层的图案的一例的模式图。如图2所示,胶粘层的图案可大致以第一方式和第二方式形成。
[0057]
作为第一方式,胶粘层的图案通过沿胶带10的长度方向或宽度方向交替涂覆第一胶粘剂210和第二胶粘剂220而形成,或者通过沿长度方向和宽度方向两者交替涂覆第一胶粘剂210和第二胶粘剂220而形成。这时,交替的基本形状可以为线形或多边形,具体而言,可以为直线形、波线形、斜线形、三角形、四边形、五边形、六边形等,但不限于此。作为非限制性一例,可以包括图2的200a、200b、200c、200d、200e、200f等图案。
[0058]
作为第二方式,胶粘层的图案由如下构成:单位形状,形成为彼此间隔排列,和连续相,形成在未形成有所述单位形状的区域;单位形状选自点形、圆形、多边形和它们的组合。
[0059]
这时,所述单位形状和连续相分别含有互不相同的第一胶粘剂和第二胶粘剂。即,单位形状含有第一胶粘剂时,连续相含有第二胶粘剂,单位形状含有第二胶粘剂时,连续相含有第一胶粘剂。作为非限制性一例,可以包括图2的200g、200h等图案。
[0060]
此外,所交替的基本形状或单位形状的大小不受限制,可根据所要实现的图案而自由地变更。
[0061]
进而,包括在本发明的胶带的胶粘层可形成在基材的一面或两面。
[0062]
包含在本发明的胶带中的第一胶粘剂可通过混合热塑性弹性体、第一增粘树脂、软化剂和抗氧化剂而制备。
[0063]
所述热塑性弹性体可以为苯乙烯嵌段共聚物,具体而言,可以为sbs(苯乙烯-丁二烯-苯乙烯)共聚物、sis(苯乙烯-异戊二烯-苯乙烯)共聚物,sebs(苯乙烯-乙烯-丁二烯-苯乙烯)共聚物或它们的混合物。
[0064]
所述第一增粘树脂可以为氢化石油类树脂,具体而言,可以为c6-c20的氢化石油类树脂,更具体而言,可以为c8-c10的氢化石油类树脂。
[0065]
所述软化剂用于赋予胶粘剂弹性和柔韧性,可在石蜡油(paraffin oil)、环烷油(naphthenic oil)和芳香油(aromatic oil)、矿油精(mineral sprit oil)和乙二醇类(glycol oil)中选择一者以上,但不限于此。
[0066]
所述抗氧化剂没有特别限制,可在由季戊四醇四(3,5-二叔丁基-4-羟基氢化肉桂酸酯)(pentaerythritol tetrakis(3,5-di-tert-butyl-4-hydroxyhydrocinnamate))、四[亚甲基-3-(3,5-二叔丁基-4-羟基苯基)丙酸酯]甲烷(tetrakis[methylene-3-(3,5-di-tert-butyl-4-hydroxyphenyl)propionate]methane)、十八烷基-3-(3,5-二叔丁基-4-羟基苯基)丙酸酯(octadecyl-3-(3,5-di-tert-butyl-4-hydroxyphenyl)propionate)、三乙
二醇-双-3-(3-叔丁基-4-羟基-5-甲基苯基)丙酸酯(triethylene glycol-bis-3-(3-tert-butyl-4-hydroxy-5-methylphenyl)propionate)、2,2
’-
亚乙基双(4,6-二叔丁基苯酚)(2,2'-ethylidenebis(4,6-di-tertbutylphrnol))和1,3,5-三(2,6-二甲基-3-羟基-4-叔丁基苄基)异氰脲酸酯(1,3,5-tris(2,6-dimethyl-3-hydroxy-4-tert-butylbenzyl)isocyanurate)构成的组中选择一者以上。
[0067]
包含在本发明的胶带中的第二胶粘剂可通过混合热塑性弹性体、第二增粘树脂、软化剂和抗氧化剂而制备。这时,包含在第二胶粘剂中的热塑性弹性体、软化剂和抗氧化剂可以与包含在第一胶粘剂中的热塑性弹性体、软化剂和抗氧化剂类似或相同。
[0068]
所述第二增粘树脂可以为石油类树脂,具体而言,可以为c6-c20的芳香族石油类树脂,更具体而言,可以为c8-c10的芳香族石油类树脂。
[0069]
在一具体例中,第一胶粘剂的粘度在180℃下为0.01至5cps,具体而言为0.5至3cps,更具体而言为1至1.5cps,第二胶粘剂的粘度在180℃下为10至50cps,具体而言为15至30cps,更具体而言为15至25cps。
[0070]
同时,在不违背本发明的目的的范围内,所述第一胶粘剂和第二胶粘剂可进一步包含在溶剂、填料、蜡、稳定剂、交联剂、稀释剂、颜料、防老化剂和增塑剂中选择的任一者以上作为添加剂。
[0071]
在一具体例中,包括在本发明的胶带中的胶粘层的厚度可以为10至1000μm,具体而言为10至500μm,更具体而言为15至150μm。当胶粘层的厚度满足上述范围时,在具有优异的粘着力、耐热性和耐寒性的同时,易于加工,可具有高生产性。
[0072]
包括在本发明的胶带中的基材的厚度只要能够支撑所述胶粘层,则没有限制,可以为5至3000μm,具体而言为10至1000μm,更具体而言为20至600μm。当基材的厚度满足上述范围时,由于柔韧性优异,制造时易于卷曲,可预防胶粘层涂覆时卷边现象或皱纹等缺陷的形成,可具有提高的生产性和品质性。
[0073]
包括在本发明的胶带中的基材可选自以下材质中的一者以上:无纺布;皱纹纸、和纸等的纸张;聚对苯二甲酸乙二醇酯(pet)、聚氯乙烯(pvc)、聚氨酯(pu)、聚丙烯(pp)、聚乙烯(pe)等的塑料膜;pe泡沫、pu泡沫、亚克力泡沫等的塑料泡沫;铝、铜板等的金属箔;和棉、醋酸纤维、玻璃布、铁氟龙、碳纤维等的纤维;但不限于此。
[0074]
另外,本发明包括上述胶带的制造方法。
[0075]
本发明的胶带制造方法,包括:将胶粘剂组合物熔融并涂覆在基材上的步骤;将经涂覆的基材干燥并固化以形成胶粘层的步骤。这时,涂覆可在基材的一面或两面执行。
[0076]
详细而言,本发明的胶带制造方法,包括:a)涂覆步骤,将第一胶粘剂和第二胶粘剂分别熔融并涂覆在基材上,其中,彼此划分所述第一胶粘剂的涂覆区域和第二胶粘剂的涂覆区域并形成图案;以及b)胶粘层形成步骤,将上述经涂覆的基材干燥并固化。
[0077]
a)在涂覆步骤中,基材可选自以下材质中的一者以上:无纺布;皱纹纸、和纸等的纸张;聚对苯二甲酸乙二醇酯(pet)、聚氯乙烯(pvc)、聚氨酯(pu)、聚丙烯(pp)、聚乙烯(pe)等的塑料膜;pe泡沫、pu泡沫、亚克力泡沫等的塑料泡沫;铝、铜板等的金属箔;和棉、醋酸纤维、玻璃布、铁氟龙、碳纤维等的纤维。然而,在环保的角度看,基材可以为纸张,但不限于此。
[0078]
这时,上述基材的厚度没有限制,可以为5至3000μm,具体而言为10至1000μm,更具
体而言为20至600μm。当基材的厚度满足上述范围时,由于柔韧性优异,制造时易于卷曲,可预防胶粘层涂覆时卷边现象或皱纹等缺陷的形成,可具有提高的生产性和品质性。
[0079]
在一具体例中,上述第一胶粘剂可通过混合5至50重量%的热塑性弹性体、10至80重量%的第一增粘树脂、10至60重量%的软化剂和0.01至10重量%的抗氧化剂,具体而言10至50重量%的热塑性弹性体、20至70重量%的第一增粘树脂、10至50重量%的软化剂和0.05至5重量%的抗氧化剂,更具体而言20至30重量%的热塑性弹性体、40至60重量%的第一增粘树脂、20至40重量%的软化剂和0.1至1重量%的抗氧化剂而制备。然而,这仅为一优选例,并不限于此。
[0080]
所述热塑性弹性体可以为苯乙烯嵌段共聚物,具体而言,可以为sbs(苯乙烯-丁二烯-苯乙烯)共聚物、sis(苯乙烯-异戊二烯-苯乙烯)共聚物,sebs(苯乙烯-乙烯-丁二烯-苯乙烯)共聚物或它们的混合物。
[0081]
所述第一增粘树脂可以为氢化石油类树脂,具体而言,可以为c6-c20的氢化石油类树脂,更具体而言,可以为c8-c10的氢化石油类树脂。
[0082]
所述软化剂用于赋予胶粘剂弹性和柔韧性,可在石蜡油(paraffin oil)、环烷油(naphthenic oil)和芳香油(aromatic oil)、矿油精(mineral sprit oil)和乙二醇类(glycol oil)中选择一者以上,但不限于此。
[0083]
所述抗氧化剂没有特别限制,可在由季戊四醇四(3,5-二叔丁基-4-羟基氢化肉桂酸酯)(pentaerythritol tetrakis(3,5-di-tert-butyl-4-hydroxyhydrocinnamate))、四[亚甲基-3-(3,5-二叔丁基-4-羟基苯基)丙酸酯]甲烷(tetrakis[methylene-3-(3,5-di-tert-butyl-4-hydroxyphenyl)propionate]methane)、十八烷基-3-(3,5-二叔丁基-4-羟基苯基)丙酸酯(octadecyl-3-(3,5-di-tert-butyl-4-hydroxyphenyl)propionate)、三乙二醇-双-3-(3-叔丁基-4-羟基-5-甲基苯基)丙酸酯(triethylene glycol-bis-3-(3-tert-butyl-4-hydroxy-5-methylphenyl)propionate)、2,2
’-
亚乙基双(4,6-二叔丁基苯酚)(2,2'-ethylidenebis(4,6-di-tertbutylphrnol))和1,3,5-三(2,6-二甲基-3-羟基-4-叔丁基苄基)异氰脲酸酯(1,3,5-tris(2,6-dimethyl-3-hydroxy-4-tert-butylbenzyl)isocyanurate)构成的组中选择一者以上。
[0084]
在一具体例中,上述第二胶粘剂可通过混合10至80重量%的热塑性弹性体、10至80重量%的第二增粘树脂、3至50重量%的软化剂和0.01至10重量%的抗氧化剂,具体而言20至60重量%的热塑性弹性体、20至60重量%的第二增粘树脂、5至40重量%的软化剂和0.05至5重量%的抗氧化剂,更具体而言30至50重量%的热塑性弹性体、30至50重量%的第二增粘树脂、10至30重量%的软化剂和0.1至1重量%的抗氧化剂而制备。然而,这仅为一优选例,并不限于此。这时,包含在第二胶粘剂中的热塑性弹性体、软化剂和抗氧化剂与包含在第一胶粘剂中的热塑性弹性体、软化剂和抗氧化剂类似或相同。
[0085]
所述第二增粘树脂可以为石油类树脂,具体而言为c6-c20的芳香族石油类树脂,更具体而言为c8-c10的芳香族石油类树脂。
[0086]
在a)涂覆步骤中,第一胶粘剂的熔融温度可以为100至170℃,具体而言为120至160℃,更具体而言为130至150℃,第二胶粘剂的熔融温度可以为140至250℃,具体而言为160至200℃,更具体而言为170至190℃。
[0087]
在a)涂覆步骤中,涂覆使用已知用于常规的涂覆液体来形成膜的涂覆方法也无
妨,只要能够在基材上彼此分区涂覆第一胶粘剂和第二胶粘剂并对其进行图案化以形成胶粘层。作为非限制性的一例,涂覆可采用喷涂、浸涂、旋涂、凹版涂覆、慢模涂覆、刮墨刀涂覆、辊涂、喷墨印刷、夹缝式挤压型涂覆、柔版印刷、丝网印刷、静电液压印刷、微接触印刷、烙印、反向胶印、棒涂、凹版胶印等,但不限于此。
[0088]
根据本发明的一方面,第一胶粘剂和第二胶粘剂彼此分区涂覆,且所形成的胶粘层的图案可大致以第一方式和第二方式形成。
[0089]
作为第一方式,胶粘层的图案通过沿胶带10的长度方向或宽度方向交替涂覆第一胶粘剂210和第二胶粘剂220而形成,或者通过沿长度方向和宽度方向两者交替涂覆第一胶粘剂210和第二胶粘剂220而形成。这时,交替的基本形状可以为线形或多边形,具体而言,可以为直线形、波线形、斜线形、三角形、四边形、五边形、六边形等,但不限于此。作为非限制性一例,可以包括图2的200a、200b、200c、200d、200e、200f等图案。
[0090]
作为第二方式,胶粘层的图案由如下构成:单位形状,形成为彼此间隔排列,和连续相,形成在未形成有所述单位形状的区域;单位形状选自点形、圆形、多边形和它们的组合。
[0091]
这时,所述单位形状和连续相分别含有互不相同的第一胶粘剂和第二胶粘剂。即,单位形状含有第一胶粘剂时,连续相含有第二胶粘剂,单位形状含有第二胶粘剂时,连续相含有第一胶粘剂。作为非限制性一例,可以包括图2的200g、200h等图案。
[0092]
此外,所交替的基本形状或单位形状的大小不受限制,可根据所要实现的图案而自由地变更。
[0093]
在b)胶粘层形成步骤中,干燥和固化可通过在冷却干燥、热风干燥、自然干燥、风干燥、红外线干燥和微波干燥中选择的任一者或两者以上执行,但不限于此。
[0094]
所述干燥和固化可在5至150℃,具体而言在10至100℃,更具体而言在15至70℃下执行0.1秒至10分钟,具体而言为5秒至5分钟,更具体而言为5秒至30秒,但不限于此。
[0095]
在b)步骤后,本发明的胶带制造方法可进一步包括将所制造的胶带滚压成形的卷曲步骤,但不限于此。这时,卷曲只要是胶带制造领域所利用的常规的卷曲方法就足够。
[0096]
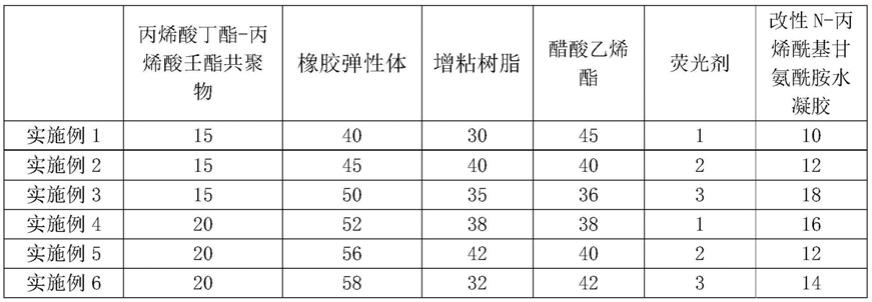
(实施例1)
[0097]
利用热熔涂覆机(hot melt coater),在厚度为25μm的聚对苯二甲酸乙二醇酯(pet)膜上使用作为耐寒性胶粘剂的第一胶粘剂(daeyang industry的产品:dy-2200)和作为耐热性胶粘剂的第二胶粘剂(daeyang industry的产品:dy-39c9),形成具有如图2的200a所示的图案的厚度为5μm的胶粘层,在冷却隧道中在25℃下冷却干燥15秒,从而获得30μm厚度的具有如图2的200a所示的图案的胶粘层的胶带。这时,所使用的第一胶粘剂和第二胶粘剂在5℃以下的温度下,第一胶粘剂的粘着力比第二胶粘剂的粘着力高,在70℃以上的温度下,第二胶粘剂的粘着力比第一胶粘剂的粘着力高。另外,第一胶粘剂的涂覆温度为140℃,第二胶粘剂的涂覆温度为180℃。
[0098]
(实施例2)
[0099]
除在实施例1的涂覆步骤中通过涂覆第一胶粘剂和第二胶粘剂来形成如图2的200c所示的胶粘剂的图案外,以与实施例1执行相同的方法制备。
[0100]
(实施例3)
[0101]
除在实施例1的涂覆步骤中通过涂覆第一胶粘剂和第二胶粘剂来形成如图2的
200e所示的胶粘剂的图案外,以与实施例1执行相同的方法制备。
[0102]
(实施例4)
[0103]
除在实施例1的涂覆步骤中通过涂覆第一胶粘剂和第二胶粘剂来形成如图2的200g所示的胶粘剂的图案外,以与实施例1执行相同的方法制备。
[0104]
(实施例5)
[0105]
除使用厚度为25μm的皱纹纸代替实施例1中的聚对苯二甲酸乙二醇酯膜之外,以与实施例1执行相同的方法制备。
[0106]
(实施例6)
[0107]
除利用喷涂机(spray coater)代替实施例1中热熔涂覆机,使用厚度1.2mm的无纺布以代替聚对苯二甲酸乙二醇酯膜,以及使用皱纹纸之外,以与实施例1执行相同的方法制备。
[0108]
(比较例1)
[0109]
利用热熔涂覆机,在厚度为25μm的聚对苯二甲酸乙二醇酯(pet)膜上使用作为耐寒性胶粘剂的第一胶粘剂(daeyang industry的产品:dy-2200)形成厚度为5μm的胶粘层,在冷却隧道中在25℃下冷却干燥15秒,从而获得30μm厚度的胶带。这时,第一胶粘剂的涂覆温度为140℃。
[0110]
(比较例2)
[0111]
除使用第二胶粘剂代替比较例1的涂覆步骤中的第一胶粘剂之外,以与比较例1执行相同的方法制备。
[0112]
(比较例3)
[0113]
除代替比较例1的涂覆步骤中的第一胶粘剂,将第一胶粘剂和第二胶粘剂以1:1的重量比混合,并以不形成图案的方式涂覆之外,以与比较例1执行相同的方法制备。
[0114]
(实验例)剥离强度(peel strength)和粘着力(adhesion)测量
[0115]
所制备的胶带的剥离强度和粘着力利用万能试验机(universal testing machine,utm)和热腔室(themal chamber)进行测量。这时,通过将在实施例和比较例中制造的胶带分别裁成宽度25mm和长度110mm后,将其粘贴至被粘物(sus板)上来制备试样。
[0116]
1.剥离强度
[0117]
剥离强度根据astm d3330测量,具体而言,将制备的试样在测量温度下放置24小时后,从被粘物将胶带以180
°
的角度剥离,并测量剥离时的力(gf/in)。这时,测量温度的范围为-30至150℃。
[0118]
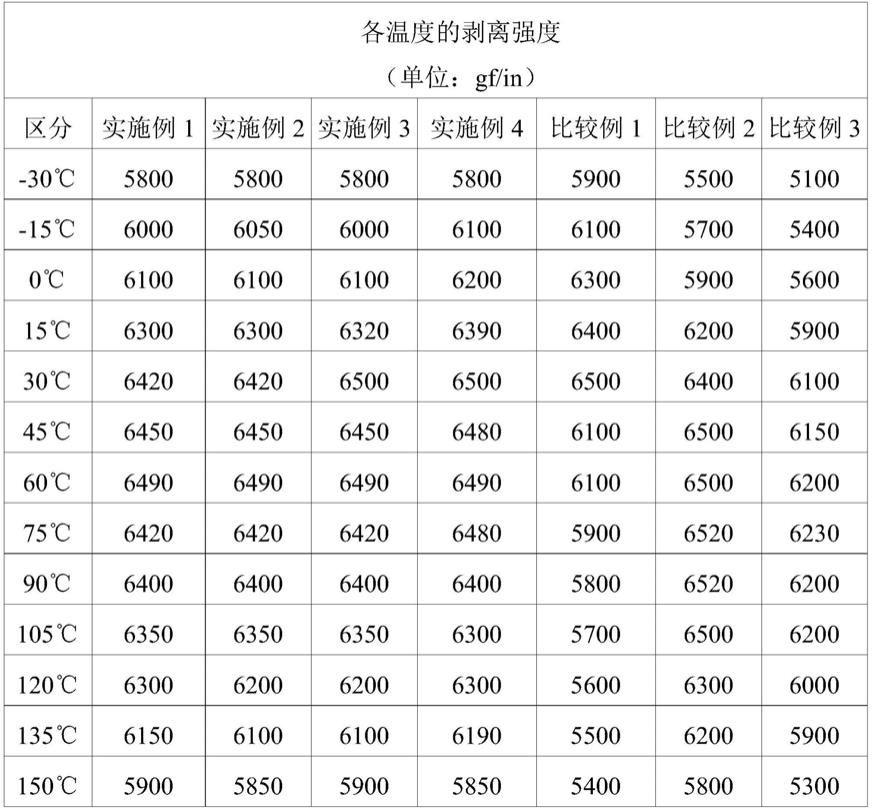
将实施例和比较例的根据温度的剥离强度示在下表1中。
[0119]
[表1]
[0120][0121]
其结果,如表1所示,可知,包括将耐热性的胶粘剂和耐寒性的胶粘剂图案化而成的胶粘层的实施例,无论胶粘层图案的形状如何,在-15至135℃的温度范围中具有6000gf/in以上的优异的剥离强度。更具体而言,就具有用第一胶粘剂和第二胶粘剂形成图案的胶粘层的实施例而言,在-15℃至135℃的温度范围中的最大剥离强度和最小剥离强度的剥离强度的变化值为500gf/in以内,变化幅度窄,在-15℃至135℃的温度范围的整个区域具有6000gf/in以上的剥离强度值。与此不同,可确认到,就没有形成图案、仅使用单一种的第一或第二胶粘剂的比较例而言,根据-15℃至135℃的温度范围剥离强度的变化值大,在-30℃至60℃的温度范围和60℃至150℃温度范围中的剥离强度值差异大。
[0122]
这意味着就本发明的胶带而言,其作为胶带,在-15℃至135℃的整个范围内,即低温和高温的温度范围,具有粘合稳定性和持久稳定性,另外,解决了在外部的温度等的条件下从胶带边缘剥离的现有问题。
[0123]
2.粘着力
[0124]
粘着力根据astm d3359测量,具体而言,将制备的试样在测量温度下放置24小时后,从被粘物将胶带以90
°
的角度剥离后,对于剥离表面,目视观察样品掉落的程度,并且根据划格分类标准将粘合程度分类为0b至5b。这时,测量温度的范围为-30至150℃。
[0125]
其结果,如表2所示,可知,包括将耐热性的胶粘剂和耐寒性的胶粘剂图案化而成的胶粘层的实施例,无论胶粘层图案的形状如何,在-15至135℃的温度范围中剩余面积为
85%以上,具有优异的粘着力。
[0126]
尤其,可知,就实施例2和实施例3而言,即使在-30℃的低温或150℃的高温下也具有优异的粘着力。这是因为,实施例2和实施例3的胶带的最外表面是通过耐热性胶粘剂和耐寒性的胶粘剂交替形成图案的,从而不容易发生从外表面发生的剥离。
[0127]
[表2]
[0128][0129]
如上所述,已经通过特定事项和有限的实施例和附图描述了本发明,但这仅是为了帮助更全面地理解本发明而提供的,本发明不限于上述实施例,并且本发明所属领域的普通技术人员可以根据这种记载进行各种修改和变化。
[0130]
因此,本发明的思想不应限于所描述的实施例而确定,并且权利要求以及与权利要求均等或等同的变形都落入本发明思想的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。