1.本发明涉及测量测试技术领域,具体涉及一种星载光学设备平面反射镜的镜片灌封方法。
背景技术:
2.星载光学设备是集光机电高科技技术于一身的新一代高速卫星通信产品,具有体积小、重量轻、功耗低、保密性强等优势,能够很好的满足未来航天探测活动日益增长的通信需求,也因此在激光遥感、大气海洋探测、环境监测、激光通信、光电与图像处理技术、数字化制造等多个领域都有着不可小觑的竞争力和加速发展的必要性,在军事、商业和航天科技中有特殊的地位。
3.平面反射镜是星载光学设备产品中的重要精密光学部件之一。保证平面反射镜的面形精度在胶接灌封后仍能处于设计指标范围内一直以来就是技术难题。传统装配工艺中对粘接匹配性和固化动力学等科学问题认识的不足,存在粘接工艺不可控和产品可靠性差的问题。此外,现行工艺流程中,涂胶量、施胶工艺、固化时间等缺乏明确说明,光学镜片的粘接缺乏成熟的工艺指导,过多地依赖人为经验。平面反射镜面形精度指标对星载光学设备系统跟瞄性能和通信性能意义重大。探究出光学胶合理的灌封工艺路线,确保粘接技术可控可靠,是将光学胶应用到星间通信载荷前必须要解决的问题。
技术实现要素:
4.本发明是为了解决传统粘接工艺中镜片面形精度无法满足设计指标的胶接难题,提供一种星载光学设备平面反射镜的镜片灌封方法,平面反射镜胶接、灌封技术全流程改进,并且通过干涉仪检测,验证产品可靠性,最终实现灌封完成后面形值rms优于λ/20,pv优于λ/6。该模型的提出,解决了长久以来困扰光学镜片胶接的技术难题,实现了光学胶固化工艺和施胶工艺的优化,实现粘接技术可控,将大幅度提高产品的可靠性。
5.本发明提供一种星载光学设备平面反射镜的镜片灌封方法,其特征在于:包括以下步骤:
6.s1、平面反射镜和镜座灌封前检测:检测平面反射镜的镜片面形值,记为rms0,检测镜座的平面度;
7.s2、平面反射镜应力消除:将平面反射镜置于高低温交变试验箱进行热循环消除应力,得到消除应力后的平面反射镜;
8.s3、平面反射镜和镜座密封:称取定量的光学密封胶,将光学胶涂覆于平面反射镜的镜片与镜座的接触面,将镜座平扣置于镜片的背面并清除多余的光学密封胶,得到平面反射镜组件;
9.s4、光学密封胶固化:将平面反射镜组件置于大理石平台上室温固化24h;
10.s5、灌封:将光学结构胶混胶后进行低速离心脱泡,再灌封到平面反射镜组件的内腔中;
11.s6、光学结构胶固化:将光学结构胶灌封后的平面反射镜组件置于25~45℃固化;
12.s7、平面反射镜面形值复测:将光学结构胶固化后的平面反射镜用三爪卡盘固定,使用干涉仪检测平面反射镜的镜片面形值rms1、使用显微镜检查粘接面外观,平面反射镜灌封完成。
13.本发明所述的一种星载光学设备平面反射镜的镜片灌封方法,作为优选方式,步骤s2中,热循环的的温循模式为:80℃保持2h,升温速率为≥5℃/min:然后降温至0℃保持2h,降温速率为≥5℃/min;
14.热循环的次数为3次。
15.本发明所述的一种星载光学设备平面反射镜的镜片灌封方法,作为优选方式,步骤s3中,光学密封胶为硅橡胶,步骤s5中的光学结构胶为环氧胶。
16.本发明所述的一种星载光学设备平面反射镜的镜片灌封方法,作为优选方式,步骤s5中,环氧胶为双组分环氧胶,双组分环氧胶包括a组分和b组分,双组分环氧胶混胶时,使用1ml注射器和10-100μl移液枪将b组份全部转移到a组分容器中。
17.本发明所述的一种星载光学设备平面反射镜的镜片灌封方法,作为优选方式,b组份全部转移到a组分容器中后,使用玻璃搅拌棒顺时针充分搅拌5~8分钟。
18.本发明所述的一种星载光学设备平面反射镜的镜片灌封方法,作为优选方式,步骤s5中,镜座设置6个注胶孔,注胶孔为通孔,将平面反射镜组件与平台倾斜15~30
°
,使用注胶工具向注胶孔依次注入光学结构胶。
19.本发明所述的一种星载光学设备平面反射镜的镜片灌封方法,作为优选方式,步骤s5中,低速离心脱泡的转速为3000r/min、时间为3min。
20.本发明所述的一种星载光学设备平面反射镜的镜片灌封方法,作为优选方式,步骤s5中,对灌封后的平面反射镜使用显微镜从平面光学镜片工作面向内观察是否存在气泡,如是,则拆卸后重新灌胶。
21.本发明所述的一种星载光学设备平面反射镜的镜片灌封方法,作为优选方式,步骤s6中,光学结构胶的最佳固化条件通过红外曲线分析得到,最佳固化温度为45℃,最佳固化时间为2h。
22.本发明所述的一种星载光学设备平面反射镜的镜片灌封方法,作为优选方式,步骤s3-s7在万级洁净间进行,环境温度保持在20℃
±
2℃,湿度小于40%。
23.平面反射镜面形精度指标对星载光学设备系统跟瞄性能和通信性能意义重大。当前尚未有一种有效的粘接或灌封方式能在将平面反射镜与其结构件固定的同时,保证其面形精度。已有的镜片粘接方法中存在诸多缺陷,如镜片应力未消除、密封胶使用方法不规范、光学结构胶混胶不匀、光学结构胶存在气泡、注胶量不固定、光学结构胶固化工艺路线不成熟等问题。以上问题均在一定程度上影响了裸镜片面形值、光学结构胶的性能及镜片粘接后的面形指标。本发明介绍了一种星载光学设备平面反射镜的灌封工艺,该灌封工艺方法通过引入镜片应力消除方法、探索密封方法、工具选择、光学结构胶灌胶方法、固化工艺路线选择等,成功地解决了平面反射镜的粘接问题,确定了一套成熟的平面反射镜灌封工艺,灌封完成后,能够保证平面反射镜外形完好,面形值复测指标合格,经过反射镜反射的光束不会产生波前畸变,进而保证系统的通信性能不受影响。
24.本发明具有以下优点:
25.(1)本发明通过提供一种星载光学设备平面反射镜的灌封方法,成功地解决了平面反射镜在粘接后面形值不合格的问题。本发明充分考虑了平面反射镜从镜片应力消除、镜片与结构件密封、密封胶固化、灌胶方法、固化路线选择等各个可能影响镜片面形值的因素,减小了灌封过程中产生的内应力对光学件面形的影响,保证了平面反射镜面形值指标合格,不产生光束波前畸变,进而保证瞄准误差和跟踪误差在允许范围内,确保星载光学设备系统的正常工作性能。
26.(2)本发明通过提供一种星载光学设备平面反射镜的灌封工艺,确定了以某种镜片组件为例的粘接、固化工艺参数,给出了一种系统的平面反射镜组件灌封工艺技术研究思路,对其他类似设计的平面反射镜胶接技术、灌封工艺流程研究具有深刻的借鉴和指导意义。
27.(3)本发明通过优化镜片灌封工艺流程,使灌封后的平面反射镜性能提高,满足使用需求:
28.a)裸镜片应力消除检测:光学镜片经过热应力消除后,通过干涉仪检测其面形值并确认热应力消除后的裸镜片仍满足图纸要求。
29.b)密封后外观检验:通过放大倍数为100倍以上的显微镜,从镜片工作面观察平面反射镜粘接面外观,密封胶涂胶部位表面需光滑无气泡,胶量均匀,粘接面外无多余胶液。
30.c)密封后面形值检测:通过干涉仪检测镜片密封后镜片面形值,密封后仍满足图纸要求。
31.d)灌胶效果检测:灌胶后从光学镜片工作面向内观察,应不存在气泡,若存在,拆卸后重新灌胶。
32.e)结构胶固化工艺路线选择:通过红外曲线分析,确定光学结构胶固化程度最佳的固化工艺路线。
33.f)平面反射镜面形值检测:通过干涉仪检测镜片经过灌封工艺全流程后,镜片面形值应合格,满足图纸要求。
34.(4)本发明引入镜片应力消除。在原有的镜片粘接工艺中,镜片和结构件经入所检验后,直接进行粘接操作,镜片原有应力没有得到消除。本方法中通过引入热循环试验,将镜片应力充分消除,使裸镜片面形值稳定可靠。
35.(5)本发明修正了密封胶的使用方法。之前施胶工艺中,密封胶未固化完全就进行后续操作,未起到密封作用,镜片与镜座之间可能产生位移。本方法中修正了密封胶的使用方法,密封胶施胶后,室温固化24h,保证其固化完全后,再进行后续灌胶操作。
36.(6)本发明改进了光学结构胶混合的方法,使双组分环氧胶的a、b组份混合均匀。1)保证双组份光学结构胶按比例混合。选用的光学结构胶为双组分环氧胶,在将b组份倒入a组份容器中进行混合时,由于b组份液体粘度较大,可能存在倾倒不完全的情况,即b组份未完全倒出,质量不足,导致a、b组份不能按照比例固化完全,混合后的光学结构胶中存在残留的a组份,最终影响粘接完成后镜片面形值。本方法通过引入1ml注射器、10-100μl移液枪等微量液体转移工具,成功做到将b组份一滴不漏地倒入a组份容器,保证光学结构胶按1:1的正确比例混合,从而固化完全,不因为未混匀问题影响镜片粘接效果。2)保证光学结构胶混胶均匀。选用的光学结构胶为双组分环氧胶,当b组份完全倒入a组份的玻璃瓶后,需将混合后的光学胶充分搅拌(5min以上)才能使a、b组份混合均匀,之前操作方法中,仅采用
轻晃玻璃瓶的形式对光学胶进行混合,可能存在混合不均匀的情况,使光学胶不能固化完全。本方法通过引入玻璃搅拌棒,对混合后的光学结构胶顺时针充分搅拌5~8分钟,保证a、b组份混合均匀,进而充分反应,固化完全。
37.(7)本发明对光学结构胶进行脱泡处理。a、b组份混合过程中极易引入气泡,混入的气泡可能导致光学胶质量缺陷,力学性能及粘接强度下降,最终影响粘接后光学镜片面形值。本方法通过引入低速离心机,采用低速离心的方式对混合后的光学结构胶进行脱泡处理,确保混合后的光学胶中无气泡,从而保证粘接面的胶层性能稳定,不因气泡问题影响粘接效果。
38.(8)本发明引入正确的内腔灌封方法,保证注胶量固定。为保证光学镜片粘接一致性与工艺稳定性,注胶量应为定值,之前注胶方法为用牙签从结构件背部6个注胶孔依次注胶,注胶量不是定值,工艺方法未固化,不利于粘接工艺可靠性。本方法通过采用正确的密封、内腔灌封方法,规范了注胶流程,确保注胶量一定,且注胶过程不引入气泡,注胶效果稳定。
39.(9)本发明提出明确的固化工艺路线。光学胶的固化是光学镜片粘接工艺中非常关键的过程,光学胶的固化工艺合理正确,才能保证胶的内应力尽可能的释放,减少对光学镜片面形的影响。之前光学胶的固化方法为室温固化一天,该固化工艺并不能保证光学胶固化完全,本方法中通过对光学胶固化工艺路线进行探索,选择出光学结构胶的最佳固化工艺路线,保证光学胶固化完成后,得到的镜片面形值最优。
附图说明
40.图1为一种星载光学设备平面反射镜的镜片灌封方法实施例1流程图;
41.图2为一种星载光学设备平面反射镜的镜片灌封方法实施例2-3流程图;
42.图3为一种星载光学设备平面反射镜的镜片灌封方法实施例2固定镜示意图;
43.图4为一种星载光学设备平面反射镜的镜片灌封方法实施例2固定镜支架示意图;
44.图5a为一种星载光学设备平面反射镜的镜片灌封方法实施例2灌胶示意图a;
45.图5b为一种星载光学设备平面反射镜的镜片灌封方法实施例2灌封完成后示意图b;
46.图6为一种星载光学设备平面反射镜的镜片灌封方法实施例3摆镜示意图;
47.图7为一种星载光学设备平面反射镜的镜片灌封方法实施例3摆镜底座示意图;
48.图8a为一种星载光学设备平面反射镜的镜片灌封方法实施例3灌胶示意图a;
49.图8b为一种星载光学设备平面反射镜的镜片灌封方法实施例3灌封完成后示意图b;
50.图9a为一种星载光学设备平面反射镜的镜片灌封方法实施例2的1#镜片密封前面形值检测图;
51.图9b为一种星载光学设备平面反射镜的镜片灌封方法实施例2的2#镜片密封前面形值检测图;
52.图9c为一种星载光学设备平面反射镜的镜片灌封方法实施例2的3#镜片密封前面形值检测图;
53.图9d为一种星载光学设备平面反射镜的镜片灌封方法实施例3的4#镜片密封前面
形值检测图;
54.图9e为一种星载光学设备平面反射镜的镜片灌封方法实施例3的5#镜片密封前面形值检测图;
55.图9f为一种星载光学设备平面反射镜的镜片灌封方法实施例2的6#镜片密封前面形值检测图;
56.图9g为一种星载光学设备平面反射镜的镜片灌封方法实施例2的1#镜片密封后面形值检测图;
57.图9h为一种星载光学设备平面反射镜的镜片灌封方法实施例2的2#镜片密封后面形值检测图;
58.图9i为一种星载光学设备平面反射镜的镜片灌封方法实施例2的3#镜片密封后面形值检测图;
59.图9j为一种星载光学设备平面反射镜的镜片灌封方法实施例3的4#镜片密封后面形值检测图;
60.图9k为一种星载光学设备平面反射镜的镜片灌封方法实施例3的5#镜片密封后面形值检测图;
61.图9l为一种星载光学设备平面反射镜的镜片灌封方法实施例3的6#镜片密封后面形值检测图。
62.图10a为一种星载光学设备平面反射镜的镜片灌封方法不同固化路线的红外曲线图;
63.图10b为一种星载光学设备平面反射镜的镜片灌封方法不同固化路线的红外曲线图局部放大图;
具体实施方式
64.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
65.实施例1
66.如图1所示,一种星载光学设备平面反射镜的镜片灌封方法,包括以下步骤:
67.s1、平面反射镜和镜座灌封前检测:检测平面反射镜的镜片面形值,记为rms0,检测镜座的平面度;
68.s2、平面反射镜应力消除:将平面反射镜置于高低温交变试验箱进行热循环消除应力,得到消除应力后的平面反射镜;
69.热循环的的温循模式为:80℃保持2h,升温速率为≥5℃/min:然后降温至0℃保持2h,降温速率为≥5℃/min;
70.热循环的次数为3次;
71.s3、平面反射镜和镜座密封:称取定量的光学密封胶,将光学胶涂覆于平面反射镜的镜片与镜座的接触面,将镜座平扣置于镜片的背面并清除多余的光学密封胶,得到平面反射镜组件,光学密封胶为硅橡胶;
72.s4、光学密封胶固化:将平面反射镜组件置于大理石平台上室温固化24h;
73.s5、灌封:将光学结构胶混胶后进行低速离心脱泡,再灌封到平面反射镜组件的内
腔中,光学结构胶为环氧胶;
74.环氧胶为双组分环氧胶,双组分环氧胶包括a组分和b组分,双组分环氧胶混胶时,使用1ml注射器和10-100μl移液枪将b组份全部转移到a组分容器中;
75.b组份全部转移到a组分容器中后,使用玻璃搅拌棒顺时针充分搅拌5~8分钟;
76.镜座设置6个注胶孔,注胶孔为通孔,将平面反射镜组件与平台倾斜15~30
°
,使用注胶工具向注胶孔依次注入光学结构胶;
77.低速离心脱泡的转速为3000r/min、时间为3min;
78.对灌封后的平面反射镜使用显微镜从平面反射镜工作面向内观察是否存在气泡,如是,则拆卸后重新灌胶。
79.s6、光学结构胶固化:将光学结构胶灌封后的平面反射镜和镜座置于25~45℃固化;光学结构胶的最佳固化条件通过红外曲线分析得到,最佳固化温度为45℃,最佳固化时间为2h;
80.s7、平面反射镜面形值复测:将光学结构胶固化后的平面反射镜用三爪卡盘固定,使用干涉仪检测平面反射镜的镜片面形值rms1、使用显微镜检查粘接面外观,平面反射镜灌封完成;
81.步骤s3-s7在万级洁净间进行,环境温度保持在20℃
±
2℃,湿度小于40%。
82.实施例2:
83.如图2所示,一种星载光学设备平面反射镜的镜片灌封方法,试验件数量为3件,编号01#~03#。
84.一、基础条件
85.(1)平面反射镜
86.本实施例设计了固定反射镜、摆镜2种平面反射镜。其中固定镜的结构如图3,其中,固定反射镜镀介质膜,反射率≥99.5%,面形rms值优于λ/40,反射面表面粗糙度rms优于1nm。
87.(2)固定镜支架
88.固定反射镜有其对应的固定镜支架作为镜座。其结构如图4。其中平面度优于0.015,外观整体加工良好,无划痕、塌角现象。
89.(3)光学胶粘剂
90.该灌封工艺流程主要涉及两个部分,一是光学密封胶的密封固化工艺,二是光学结构胶的灌胶固化工艺。涉及到两种类型的胶粘剂,分别是光学密封胶(硅橡胶)和光学结构胶(环氧胶)。
91.(4)生产、检测工具及设备
92.生产环境准备:固定镜灌封过程应在万级洁净间进行,环境温度保持在20℃
±
2℃,湿度小于40%。
93.工具需求:50ml专用注胶工具(美缝瓶)、擦镜纸、玻璃搅拌棒、1ml注射器、10-100μl移液枪。
94.设备需求:精密天平(精度0.1mg)、大理石平台、低速离心机、真空干燥箱、干涉仪。
95.二、工艺实施步骤
96.步骤(1)、生产准备
97.a.人员准备:人员持证上岗;进入工作环境前进行防静电处理,在工作全程配戴橡胶、口罩、防静电腕带等,严禁裸手触碰精密光学部件;在固定镜检测、灌封全流程不裸手触碰镜片工作面,不对光学镜片表面哈气、说话等。
98.b.固定镜及固定镜支架:对固定镜及固定镜支架加工质量按照设计图纸要求进行100%检查。目视检查固定镜、固定镜支架等试验件外观无损伤、裂纹、变形,光学镜片表面无油渍、粉尘等,无多余物。
99.c.检查光学密封胶、光学胶结构胶规格、型号,检查其生产日期,应在有效期内。
100.d.工具及设备:50ml专用注胶工具(美缝瓶)、擦镜纸、玻璃搅拌棒、1ml注射器、10-100μl移液枪、设备需求:精密天平(精度0.1mg)、大理石平台、低速离心机、真空干燥箱、干涉仪。检查工具及设备情况,其中,工具应完好,能够正常使用,所有设备均在检定有效期内。
101.e.生产环境:固定镜灌封过程应在万级洁净间进行,环境温度保持在20℃
±
2℃,湿度小于40%。
102.f.防护:确保防静电服的袖口、领口、防静电腕带的套内表面和人体皮肤紧密贴合;固定镜的灌封过程要求在静电安全工作台上进行;图纸、文件等纸质资料应远离产品30cm以上。
103.步骤(2)、固定镜、结构件指标检测
104.固定镜面形rms值检测:将固定镜用三爪卡盘固定,用干涉仪测出镜片面形值,并将镜片编号,将其入所面形值记为rms0。
105.结构件指标检测方法:检测固定镜支架平面度、加工尺寸满足设计图纸要求、外观整体应加工良好。
106.步骤(3)、固定镜镜片应力消除
107.将固定镜裸镜片置于高低温交变试验箱,进行热循环试验,使裸镜片的面形值稳定。热循环试验条件如下:
108.a)温循模式:先高温后低温
109.高温:80℃;高温保持时间:2h;
110.低温:0℃;低温保持时间:2h
111.b)升温率:≥5℃/min;降温率:≥5℃/min;
112.c)循环次数:3
113.步骤(4)、固定镜与其固定镜支架进行密封
114.a.称取3g的光学密封胶,转移至专用注胶工具,并将专用注胶工具出胶口的口径削剪为1~1.5mm;
115.b.将固定镜背面(非工作面)朝上放置,并使用光学级棉签小心清洁,确保反射镜背面无多余物;用专用注胶工具将光学密封胶缓缓涂在固定镜背面与固定镜支架的结合位置,涂胶量为50mg,均匀地涂布在固定镜与固定镜支架接触面一周。
116.c.将固定镜支架以与反射镜结合的平面朝下放置,双手将其举于固定镜与固定镜支架结合位置的上方,确认结合位置无误后,将固定镜支架平稳扣置于镜片背面;
117.d.确认固定镜与固定镜支架完美结合后,立即将被挤压到接触面外的多余胶液用光学擦镜纸清洁干净。
118.步骤(5)、光学密封胶固化
119.将密封后的固定镜与固定镜支架(后称镜片组件)置于大理石平台,室温固化24h。
120.步骤(6)、光学结构胶灌封内腔
121.a.光学结构胶混胶:将光学结构胶(环氧胶)的b组份先后用1ml注射器、10-100μl移液枪一滴不漏地转移至a组份玻璃瓶中,并用玻璃搅拌棒对混合后的环氧胶顺时针充分搅拌5~8min,使其混合均匀;
122.b.光学结构胶脱泡:将含有混合后的环氧胶的玻璃瓶置于低速离心机,以3000r/min的转速工作3min,完成脱泡。
123.c.光学结构胶灌封内腔:将密封好的平面反射镜组件按照镜片朝下,结构件朝上放置在平台上。将平面反射镜组件与平台倾斜15~30
°
,用专用注胶工具从1号孔开始灌胶,直到从镜片工作面看到光学胶已没过2号孔位下方,便可从1号、2号孔位一起灌胶,直至将1~6号孔位注满,注意不要流到结构件表面。由于胶液渗透较慢,视觉上6个孔位注满后,需在前30min内每10min向孔位内补充一次胶液,详见图5a,灌胶后状态详见图5b。
124.d.检测灌胶合格标准:灌胶后从光学镜片工作面向内观察,是否存在气泡,若存在,拆卸后重新灌胶。
125.步骤(7)、光学结构胶固化
126.按照以下固化工艺路线对镜片组件进行环氧胶固化,并通过红外曲线图选出固化程度最佳的固化工艺路线:
127.固化方法1:30℃/5h;
128.固化方法2:45℃/2h;
129.固化方法3:室温固化8h;
130.步骤(8)、固定镜面形值复测
131.将灌封后的镜片组件用三爪卡盘固定,用干涉仪测出镜片面形值,将其灌封后面形值记为rms1,并与其裸镜片入所面形值rms0作对比,确认其满足设计指标。
132.实施例3
133.如图2所示,一种星载光学设备平面反射镜的镜片灌封方法,试验件数量为3件,编号04#~06#。
134.一、基础条件
135.(1)摆镜
136.摆镜的结构如图6,其中,摆镜镀介质膜,反射率≥99.5%,面形rms值优于λ/40,反射面表面粗糙度rms优于1nm。
137.(2)摆镜底座
138.摆镜有其对应的摆镜底座作为镜座。其结构如图7。其中平面度优于0.015,外观整体加工良好,无划痕、塌角现象。
139.(3)光学胶粘剂
140.该灌封工艺流程主要涉及两个部分,一是光学密封胶的密封固化工艺,二是光学结构胶的灌胶固化工艺。涉及到两种类型的胶粘剂,分别是光学密封胶(硅橡胶)和光学结构胶(环氧胶)。
141.(4)生产、检测工具及设备
142.生产环境准备:摆镜灌封过程应在万级洁净间进行,环境温度保持在20℃
±
2℃,湿度小于40%。
143.工具需求:50ml专用注胶工具(美缝瓶)、擦镜纸、玻璃搅拌棒、1ml注射器、10-100μl移液枪。
144.设备需求:精密天平(精度0.1mg)、大理石平台、低速离心机、真空干燥箱、干涉仪。
145.二、工艺实施步骤
146.步骤(1)、生产准备
147.g.人员准备:人员持证上岗;进入工作环境前进行防静电处理,在工作全程配戴橡胶、口罩、防静电腕带等,严禁裸手触碰精密光学部件;在摆镜检测、灌封全流程不裸手触碰镜片工作面,不对光学镜片表面哈气、说话等。
148.h.摆镜及摆镜底座:对摆镜及摆镜底座加工质量按照设计图纸要求进行100%检查。目视检查摆镜、摆镜底座等试验件外观无损伤、裂纹、变形,光学镜片表面无油渍、粉尘等,无多余物。
149.i.检查光学密封胶、光学结构胶规格、型号,检查其生产日期,应在有效期内。
150.j.工具及设备准备:工具需求:50ml专用注胶工具、擦镜纸、玻璃搅拌棒、1ml注射器、10-100μl移液枪、设备需求:精密天平(精度0.1mg)、大理石平台、低速离心机、真空干燥箱、干涉仪。检查工具及设备情况,其中,工具应完好,能够正常使用,所有设备均在检定有效期内。
151.k.生产环境准备:摆镜灌封过程应在万级洁净间进行,环境温度保持在20℃
±
2℃,湿度小于40%。
152.l.防护准备:确保防静电服的袖口、领口、防静电腕带的套内表面和人体皮肤紧密贴合;摆镜的灌封过程要求在静电安全工作台上进行;图纸、文件等纸质资料应远离产品30cm以上。
153.步骤(2)、摆镜、结构件指标检测
154.摆镜面形rms值检测:将摆镜用三爪卡盘固定,用干涉仪测出镜片面形值,并将镜片编号,将其入所面形值记为rms0;
155.结构件指标检测方法:检测摆镜底座平面度、加工尺寸满足设计图纸要求、外观整体应加工良好。
156.步骤(3)、摆镜镜片应力消除
157.将摆镜裸镜片置于高低温交变试验箱,进行热循环试验,使裸镜片的面形值稳定。热循环试验条件如下:
158.d)温循模式:先高温后低温
159.高温:80℃;高温保持时间:2h;
160.低温:0℃;低温保持时间:2h
161.e)升温率:≥5℃/min;降温率:≥5℃/min;
162.f)循环次数:3
163.步骤(4)、摆镜与其摆镜底座进行密封
164.a.称取3g的光学密封胶,转移至专用注胶工具,并将专用注胶工具出胶口的口径削剪为1~1.5mm;
165.b.将摆镜背面(非工作面)朝上放置,并使用光学级棉签小心清洁,确保反射镜背面无多余物;用专用注胶工具将光学密封胶缓缓涂在摆镜背面与摆镜底座的结合位置,涂胶量为40mg,均匀地涂布在摆镜与摆镜底座接触面一周。
166.c.将摆镜底座以与反射镜结合的平面朝下放置,双手将其举于摆镜与摆镜底座结合位置的上方,确认结合位置无误后,将摆镜底座平稳扣置于镜片背面;
167.d.确认摆镜与摆镜底座完美结合后,立即将被挤压到接触面外的多余胶液用光学擦镜纸清洁干净。
168.步骤(5)、光学密封胶固化
169.将密封后的摆镜与摆镜底座(后称镜片组件)置于大理石平台,室温固化24h。
170.步骤(6)、光学结构胶灌封内腔
171.a.光学结构胶混胶:将光学结构胶(环氧胶)的b组份先后用1ml注射器、10-100μl移液枪一滴不漏地转移至a组份玻璃瓶中,并用玻璃搅拌棒对混合后的环氧胶顺时针充分搅拌5~8min,使其混合均匀;
172.b.光学结构胶脱泡:将含有混合后的环氧胶的玻璃瓶置于低速离心机,以3000r/min的转速工作3min,完成脱泡。
173.c.光学结构胶灌封内腔:将密封好的平面反射镜组件按照镜片朝下,结构件朝上放置在平台上。将平面反射镜组件与平台倾斜15~30
°
,用灌胶瓶从1号孔开始灌胶,直到从镜片工作面看到光学胶已没过2号孔位下方,便可从1号、2号孔位一起灌胶,直至将1~4号孔位注满,注意不要流到结构件表面。由于胶液渗透较慢,视觉上4个孔位注满后,需在前30min内每10min向孔位内补充一次胶液,如图8a所示,灌胶后状态如图8b所示。
174.d.检测灌胶合格标准:灌胶后从光学镜片工作面向内观察,是否存在气泡,若存在,拆卸后重新灌胶。
175.步骤(7)、光学结构胶固化
176.按照以下固化工艺路线对镜片组件进行环氧胶固化,并通过红外曲线图选出固化程度最佳的固化工艺路线:
177.固化方法1:30℃/5h;
178.固化方法2:45℃/2h;
179.固化方法3:室温固化8h;
180.由图10a、10b可知,最佳固化工艺路线为固化方法2:45℃/2h;
181.步骤(8)、摆镜面形值复测
182.将灌封后的镜片组件用三爪卡盘固定,用干涉仪测出镜片面形值,将其灌封后面形值记为rms1,并与其裸镜片入所面形值rms0作对比,确认其满足设计指标。
183.实施例1-3可知:点胶工具选择
184.点胶工具的选择直接影响胶粘剂密封、胶粘剂灌胶效果,课题组成员在灌胶前分别用100μl移液枪、0.3~0.55mm点胶针头、1ml注射器、2ml注射器、5ml注射器和手挤式专用注胶工具等点胶工具施胶,根据施胶效果,最终选择手挤式专用注胶工具用于密封、灌胶工艺。
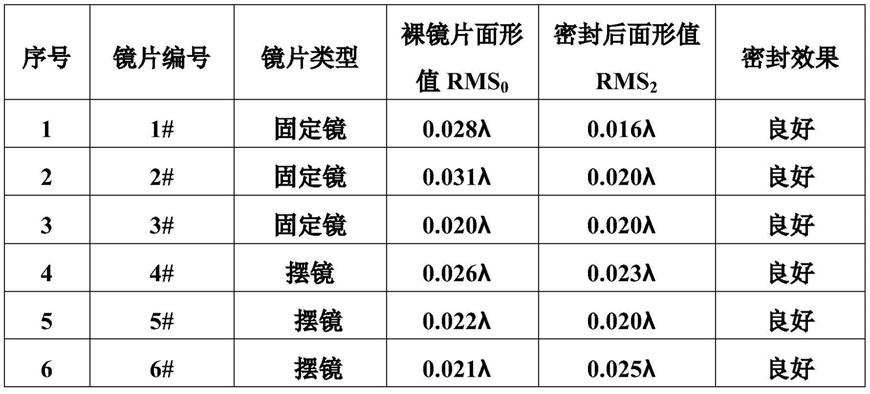
185.1)密封胶对镜片面形值的影响
186.由图9a-9l及表1平面反射镜密封前后的面形值对比可知,在密封胶密封镜片组件
后,6个镜片面形值均能保持在0.020λ左右,说明光学镜片粘接固化工艺中,光学密封胶对镜片面形值的影响基本可以忽略,后续应重点关注光学结构胶对镜片面形值的影响。
187.2)光学结构胶固化工艺路线选择
188.我们以2930cm-1处的亚甲基峰(-ch2-)为基准对红外曲线进行归一化处理。由图10a-10b可知,黑色曲线为固化前环氧胶的红外曲线,固化工艺1、2、3分别为30℃/5h、45℃/2h、室温8h。其中,3397cm-1处的峰对应的是聚醚胺固化生成的羟基峰(-oh),2247cm-1处的峰为cn三键,固化前环氧峰在913cm-1处,固化后左移到938cm-1处。对比固化工艺路线1、2、3,环氧官能团的峰值都在938cm-1,但970cm-1处固化工艺路线1、3均有肩膀峰,固化工艺路线2较为平滑,即当采用固化方法2(即45℃固化时)固化程度最好。
189.3)灌胶效果检测
190.根据表1,分析6个镜片的面形值数据可以发现,1#-6#镜片面形值均在0.05λ以内,即灌封工艺全流程结束后,能保证良好的面形值指标。且对镜片在2周、4周后再次进行面形值检测,发现1个月内镜片面形值不发生变化,说明该灌封工艺能够有效保证平面反射镜面形精度合格,灌封工艺成功有效,正确可靠。
191.4)灌封工艺流程图
192.根据以上工作,得出此类平面反射镜由密封、灌胶到光学胶固化、面形值检测等全过程的工艺流程,可用于指导后续实际生产装配,详见图2。
193.表1
[0194][0195]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。