1.本发明涉及造纸用木材的预处理技术领域,具体为一种交叉加热并定点控温的木材顺纤维加工用烘干机。
背景技术:
2.现今社会中,造纸一般使用木材作为原材料,木材在树林中被砍伐下来运输到造纸厂后,一般会经历脱皮、切片、蒸煮制浆、漂白、调制、抄纸、干燥、压实、裁剪、包装等过程。
3.木材的处理包括了脱皮、切片两个过程,这两个过程中,一般不进行烘干处理,因为木材在后续是要浸入水中的,所以,没必要在这两个工序中进行烘干作业;但是,潮湿的木材可能因为树皮与木质部连结力较大而脱皮不充分,而烘干表层树皮则能够让脱皮步骤更完整进行,木质部一般不进行烘干,因为脱皮之后即进行木材的切片,然后是浸水研磨成木浆,后续在含有大量水平的情况下进行作业,传统的切片工序处,会将切面上的木纤维切断,如果切片较小,则木材中的大部分的纤维都被切割为较小的长度,纸浆中的木纤维又细又短,成型为纸张并干燥后,纸张的韧性不会很高,只能用作一些常规的纸张用途或者报纸、纸板等小强度的使用工况,一些特殊场合所需要的高韧性的纸张,一般都是需要尽量保留纸浆内木纤维长度的,例如工程图纸、美术用纸等等,高韧性的纸张获得接近牛皮纸的韧性,相比于牛皮纸使用成本下降很多,所以,这些场合使用的纸张的韧性要尽量保证,现有技术中,常常是化学蒸煮制浆的工艺来获得长纤维纸浆,化学药品与稍大的木片放在一起蒸煮,尽可能的保留木纤维长度,所以,较长的木纤维构成的纸张类似于编织物一样,具有很高的韧性与强度,由此可见,机械式的制浆过程中,由于需要研磨,所以,切片不会很大,切片过程会损伤大量的纤维结构,缩短纤维长度,二次回收并重新造纸的情形下,纤维被进一步破坏,一般只用于制造韧性需求不大的纸张,例如报纸所用的纸张或者混入粘合剂制成纸箱用的纸板。
技术实现要素:
4.本发明的目的在于提供一种交叉加热并定点控温的木材顺纤维加工用烘干机,以解决上述背景技术中提出的问题。
5.为了解决上述技术问题,本发明提供如下技术方案:一种交叉加热并定点控温的木材顺纤维加工用烘干机,包括卷板,卷板卷覆包裹待干燥圆木,卷板均匀加热圆木表面。
6.卷板对圆木进行的表层进行加热,以树皮和木质部交界处为分界面,对分界面处的水分进行充分烘干,减小树皮与木质部的连结力,并且,由于分界面处干燥而两侧保持湿润状态,更容易在树皮与木质部的分界处造成裂缝,裂缝沿分界面延伸,可以为后续的木材脱皮过程提供显著帮助,脱皮只需要进行撞击、敲碎等形式即可,应当注意的是,表层的烘干仅仅是树皮与木质部分界面附近位置的干燥,不是全部的树皮进行烘干,而且,为了让减轻分界层处热量往两侧传导的影响,分界面处的温升要迅速。
7.进一步的,卷板包括若干微波发生器,卷板卷裹圆木时,微波发生器以圆木轴线为中心线而圆周均布,微波发生器朝向圆木发射微波,每个微波发生器发射两束微波,单个微波发生器所发射的两束微波以其与圆木表面垂直连线为中心线而对称。
8.当只需要进行表层烘干以方便树皮脱皮时,微波方向沿树皮与木质部圆柱分界面的切向。每处位置的微波发生器可以分别以两个方向与树皮与木质部分界面处相切,圆周分布的微波发生器所发射的所有的微波路径在圆木截面上体现为一簇包络线,外包络住分界面,微波对于其路径上的水分子进行微波加热,而在微波的相交点上,这一位置接受两次微波能量,从而加热功率更大,可以遇见的是,包络线构成的微波簇,在包络圆上的密度最大,所以,分界面处的加热功率最大,次要的加热位置是树皮部分,而由于微波并未进入到木质部,木质部内的水分未进行加热,只有分界面处少量的热量传递往木质部,由于木材的纤维组织大多沿木材的长度方向,几乎不存在在圆木横截面内延伸的木纤维,所以,圆木的热传导系数是各向异性的,在长度方向上的热传导系数要显著大于横截面内的热传导系数,这也是大多数木质杯垫的纹理长度方向在杯垫端面上体现的原因,所以,树皮与木质部分界面受热,热量大多沿长度方向传递继续烘干分界面附近的水分,只有较少部分的热量径向传递,分界面处受到显著的快速加热,加热位置由包络圆精确确定,尽管由于卷板的安装位置、圆木不圆等影响,微波发生器发射的微波的包络圆与实际的分界面有所误差,但误差并不会过于显著,只要分界面处有几处位置烘干之后受热不均,造成裂口,即满足了树皮烘干所需要的目的。
9.进一步的,微波发生器的发射角度可调。
10.微波发生器的发射角度能够进行调整,在对于树皮和木质部分界面烘干后,还进行对于木质部内部的烘干,烘干木质部的内部,是为了在木质部上制造出一些裂口,微波发生器还是如前文,像两个方向发射微波,这次微波发射穿过木质部,多个微波发生器可以构成若干处交叉位置,当然,也可以像烘干分界面处类似,微波构成包络线,根据后续木材切片时所需要的大小尺寸,在木质部内,目的性的对多处位置进行集中加热,水分沿圆木长度方向,在端面被排出,加热位置干燥后,进一步升温的此处纤维膨胀,撑裂周围的木质,在木质部上,形成多个裂口,裂口只会顺着纤维沿圆木长度方向发展,裂口不会破坏单根的纤维,至此,木质部的部分段落被烘干为裂口,其余部分则较大程度地保留原先水分含量,按区域、按段落进行温度控制,不浪费烘干所消耗的能量,不对多余的位置进行烘干作业,含有多处裂口的木质部,后续的切片过程可以替换为碾压撞击,成为一段段的木条,然后掷入蒸煮锅内进行原浆制取。
11.进一步的,卷板还包括条板,条板依次并联并在连接处铰接,每条条板上均沿长度方向安装若干微波发生器。条板越窄细,越能够充分贴合圆木的表面,从而微波的加热位置能够更准确地进行调整,如果条板过宽,则圆木只通过三四条条板即可包裹住,很难准确地以包络圆的形式确定出树皮与木质部的分界面,如果条板过窄,则微波发生器的数量就会很多,装置成本很大,实际设计与加工时,应当以待烘干的圆木的平均直径作为依据,以~片的条板包裹住圆木为宜。
12.进一步的,烘干机还包括底座和夹头,底座两端分别安装夹头,夹头面对面设置,夹头夹住圆木端面,夹头带有制冷结构。
13.进一步的,夹头夹住圆木两端并对圆木进行制冷,确保只有微波所穿过的位置受
热,将其余位置的温度进行压制,防止热传导而加热一些非设计点的位置。
14.进一步的,夹头为帽状扣住圆木端面,夹头内抽真空。微波的加热位置所烘干出来的含有水蒸气的气体,如果临近端面,则大多从端面析出,在端面位置进行抽真空,让水分的烘干后的流失方向尽量沿圆木长度方向。
15.进一步的,两块相铰接的条板中,其中一块条板在其铰接位置设置芯柱,另一块条板在其铰接位置设置铰环,芯柱与铰环旋转连接,芯柱与铰环之间还安装有扭簧,所有位置的扭簧的扭转方向相同。扭簧让每两块条板朝向相互闭合的方向运动,在起始时,只需要手动拉开卷板,包裹上圆木后,扭簧即会释放弹力,条板内卷而自动包裹住圆木。
16.与现有技术相比,本发明所达到的有益效果是:本发明通过组合的微波发生器,交叉区域对于圆木的特定位置与分段进行加热烘干,主要位置是树皮与木质部的分界面,方便树皮的脱离,木质部的多处位置进行针对性定点加热,烘干水分的同时制造出一个个的裂口,裂口不会破坏单根纤维的结构,后续只需要挤压撞击即可获得一段段的小木条,木纤维结构充分保留到蒸煮制浆过程,以便这样的纸浆造出的纸具有较高的韧性与强度。
附图说明
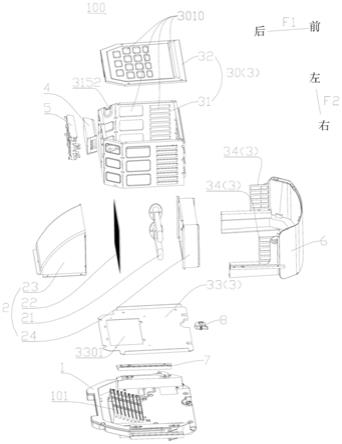
17.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:图1是本发明装夹上圆木后的外形示意图;图2是本发明在使用过程中的横截面示意图;图3是图2中的视图a;图4是本发明卷板卷裹圆木的示意图;图5是本发明条板在其相互铰接位置的连接示意图;图6是本发明烘干圆木后圆木的状态示意图;图中:1-底座、2-夹头、3-卷板、31-条板、32-微波发生器、33-芯柱、34-铰环、35-扭簧、9-圆木、91-树皮、92-木质部、93-裂口。
具体实施方式
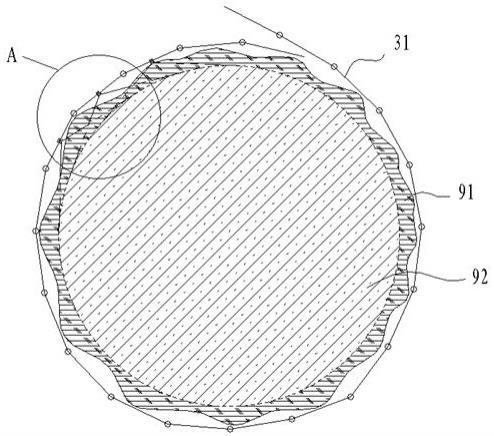
18.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
19.请参阅图1-5,本发明提供技术方案:一种交叉加热并定点控温的木材顺纤维加工用烘干机,包括卷板3,卷板3卷覆包裹待干燥圆木9,卷板3均匀加热圆木9表面。
20.如图1、2所示,卷板3对圆木9进行的表层进行加热,以树皮91和木质部92交界处为分界面,对分界面处的水分进行充分烘干,减小树皮91与木质部92的连结力,并且,由于分界面处干燥而两侧保持湿润状态,更容易在树皮91与木质部92的分界处造成裂缝,裂缝沿分界面延伸,可以为后续的木材脱皮过程提供显著帮助,脱皮只需要进行撞击、敲碎等形式即可,应当注意的是,表层的烘干仅仅是树皮91与木质部92分界面附近位置的干燥,不是全
部的树皮进行烘干,而且,为了让减轻分界层处热量往两侧传导的影响,分界面处的温升要迅速。
21.卷板3包括若干微波发生器32,卷板3卷裹圆木9时,微波发生器32以圆木9轴线为中心线而圆周均布,微波发生器32朝向圆木9发射微波,每个微波发生器32发射两束微波,单个微波发生器32所发射的两束微波以其与圆木9表面垂直连线为中心线而对称。
22.当只需要进行表层烘干以方便树皮91脱皮时,微波方向沿树皮91与木质部92圆柱分界面的切向。如图2、3所示,每处位置的微波发生器32可以分别以两个方向与树皮91与木质部92分界面处相切,圆周分布的微波发生器32所发射的所有的微波路径在圆木9截面上体现为一簇包络线,外包络住分界面,微波对于其路径上的水分子进行微波加热,而在微波的相交点上,这一位置接受两次微波能量,从而加热功率更大,可以遇见的是,包络线构成的微波簇,在包络圆上的密度最大,所以,分界面处的加热功率最大,次要的加热位置是树皮91部分,而由于微波并未进入到木质部92,木质部92内的水分未进行加热,只有分界面处少量的热量传递往木质部92,由于木材的纤维组织大多沿木材的长度方向,几乎不存在在圆木9横截面内延伸的木纤维,所以,圆木9的热传导系数是各向异性的,在长度方向上的热传导系数要显著大于横截面内的热传导系数,这也是大多数木质杯垫的纹理长度方向在杯垫端面上体现的原因,所以,树皮91与木质部92分界面受热,热量大多沿长度方向传递继续烘干分界面附近的水分,只有较少部分的热量径向传递,分界面处受到显著的快速加热,加热位置由包络圆精确确定,尽管由于卷板3的安装位置、圆木9不圆等影响,微波发生器32发射的微波的包络圆与实际的分界面有所误差,但误差并不会过于显著,只要分界面处有几处位置烘干之后受热不均,造成裂口,即满足了树皮烘干所需要的目的。
23.微波发生器32的发射角度可调。
24.微波发生器32的发射角度能够进行调整,在对于树皮91和木质部92分界面烘干后,还进行对于木质部92内部的烘干,烘干木质部92的内部,是为了在木质部92上制造出一些裂口93,微波发生器32还是如前文,像两个方向发射微波,这次微波发射穿过木质部92,多个微波发生器32可以构成若干处交叉位置,当然,也可以像烘干分界面处类似,微波构成包络线,根据后续木材切片时所需要的大小尺寸,在木质部92内,目的性的对多处位置进行集中加热,水分沿圆木9长度方向,在端面被排出,加热位置干燥后,进一步升温的此处纤维膨胀,撑裂周围的木质,在木质部92上,形成多个裂口93,如图6所示,裂口只会顺着纤维沿圆木9长度方向发展,裂口不会破坏单根的纤维,至此,木质部92的部分段落被烘干为裂口,其余部分则较大程度地保留原先水分含量,按区域、按段落进行温度控制,不浪费烘干所消耗的能量,不对多余的位置进行烘干作业,含有多处裂口的木质部92,后续的切片过程可以替换为碾压撞击,成为一段段的木条,然后掷入蒸煮锅内进行原浆制取。
25.卷板3还包括条板31,条板31依次并联并在连接处铰接,每条条板31上均沿长度方向安装若干微波发生器32。如图2、4所示,条板31越窄细,越能够充分贴合圆木9的表面,从而微波的加热位置能够更准确地进行调整,如果条板31过宽,则圆木9只通过三四条条板31即可包裹住,很难准确地以包络圆的形式确定出树皮91与木质部92的分界面,如果条板31过窄,则微波发生器32的数量就会很多,装置成本很大,实际设计与加工时,应当以待烘干的圆木9的平均直径作为依据,以15~20片的条板31包裹住圆木9为宜。
26.烘干机还包括底座1和夹头2,底座1两端分别安装夹头2,夹头2面对面设置,夹头2
夹住圆木9端面,夹头2带有制冷结构。
27.如图1所示,夹头2夹住圆木9两端并对圆木9进行制冷,确保只有微波所穿过的位置受热,将其余位置的温度进行压制,防止热传导而加热一些非设计点的位置。
28.夹头2为帽状扣住圆木9端面,夹头2内抽真空。微波的加热位置所烘干出来的含有水蒸气的气体,如果临近端面,则大多从端面析出,在端面位置进行抽真空,让水分的烘干后的流失方向尽量沿圆木9长度方向。
29.如图5所示,两块相铰接的条板31中,其中一块条板31在其铰接位置设置芯柱33,另一块条板31在其铰接位置设置铰环34,芯柱33与铰环34旋转连接,芯柱33与铰环34之间还安装有扭簧35,所有位置的扭簧35的扭转方向相同。扭簧35让每两块条板31朝向相互闭合的方向运动,在起始时,只需要手动拉开卷板3,包裹上圆木9后,扭簧35即会释放弹力,条板31内卷而自动包裹住圆木9。
30.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
31.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。