1.本公开涉及层叠造形方法及层叠造形装置。
背景技术:
2.在对三维形状物进行层叠造形的层叠造形方法中,例如在由粉末床法实现的层叠造形方法中,对敷设为层状的作为原料粉末的金属粉末照射光束、电子束等能量束,由此通过反复熔融固化而层叠来形成三维形状物(造形物)(参照专利文献1)。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开2017-20422号公报
技术实现要素:
6.发明所要解决的问题
7.在被照射能量束的区域内,金属粉末急速熔融。因此,有可能引起在造形物的内部产生空洞,或产生的溅射附着于造形物的表面而使造形物的表面粗糙度降低等造形物的品质降低。
8.本公开的至少一个实施方式是鉴于上述的情况而完成的,其目的在于提高通过层叠造形方法形成的造形物的品质。
9.技术方案
10.(1)本公开的至少一个实施方式的层叠造形方法具备:
11.供给原料粉末,形成粉末床的步骤;以及
12.向形成所述粉末床的所述原料粉末照射具有二次以上的高次模式或平顶(top-hat)型的强度分布的光束的步骤。
13.(2)本公开的至少一个实施方式的层叠造形装置具备:
14.形成部,具有形成有由供给的原料粉末形成的粉末床的承载板;以及
15.照射部,能向形成所述粉末床的所述原料粉末照射具有二次以上的高次模式或平顶型的强度分布的光束。
16.发明效果
17.根据本公开的至少一个实施方式,能提高通过层叠造形方法形成的造形物的品质。
附图说明
18.图1是表示作为能应用本公开的至少一个实施方式的层叠造形方法的装置的三维层叠造形装置的整体构成的示意图。
19.图2a是表示本公开的至少一个实施方式的层叠造形方法的处理顺序的流程图。
20.图2b是表示其他实施方式的层叠造形方法的处理顺序的流程图。
21.图3a是表示本公开的至少一个实施方式的光束照射部的整体构成的图。
22.图3b是表示其他实施方式的光束照射部的整体构成的图。
23.图4a是表示从振荡装置输出的光束的横截面中的强度分布的一个例子的图。
24.图4b是表示从转换装置输出的光束的横截面中的强度分布的例子的图。
25.图4c是表示从转换装置输出的光束的横截面中的强度分布的例子的图。
26.图5a是表示光束的输出及光束的扫描速度与造形物的填充率的关系的表,示出了利用作为比较例的具有tem
00
模式的强度分布的光束进行了层叠造形的情况。
27.图5b是表示光束的输出及光束的扫描速度与造形物的填充率的关系的表,示出了利用具有作为高次模式的一个例子的tem
10
模式的强度分布的光束进行了层叠造形的情况。
28.图5c是表示光束的输出及光束的扫描速度与造形物的填充率的关系的表,示出了利用具有平顶型的强度分布的光束进行了层叠造形的情况。
29.图6a是表示由光束的强度分布的差异引起的溅射量的差异的柱形图。
30.图6b是表示由光束的强度分布的差异引起的溅射量的差异的柱形图。
31.图6c是表示由光束的强度分布的差异引起的溅射量的差异的柱形图。
32.图6d是表示由光束的强度分布的差异引起的溅射量的差异的柱形图。
具体实施方式
33.以下,参照附图对本发明的几个实施方式进行说明。不过,作为实施方式所记载的或在附图中所示的构成零件的尺寸、材质、形状及其相对配置等并非旨在将本发明的范围限定于此,仅作为说明例而已。
34.例如,“在某方向”、“沿某方向”、“平行”、“正交”、“中心”、“同心”或者“同轴”等表示相对或绝对配置的表达不仅严格地表示这样的配置,而且也表示以具有公差或具有能获取相同功能的程度的角度、距离的方式进行了相对位移的状态。
35.例如,“相同”、“相等”以及“均质”等表示事物处于相等状态的表达,不仅严格地表示相等状态,而且也表示存在有公差或存在有能够获取相同功能的程度的差异的状态。
36.例如,四边形形状或圆筒形状等表示形状的表达,不仅表示几何学上严格的四边形形状或圆筒形状等形状,而且也表示在能够获取相同效果的范围内,包括凹凸部或倒角部等的形状。
37.另一方面,“具备”、“包含”、“拥有”、“包括”或“具有”一个构成要素这样的表达,并非是将其他构成要素的存在排除在外的排他性表达。
38.(关于三维层叠造形装置1)
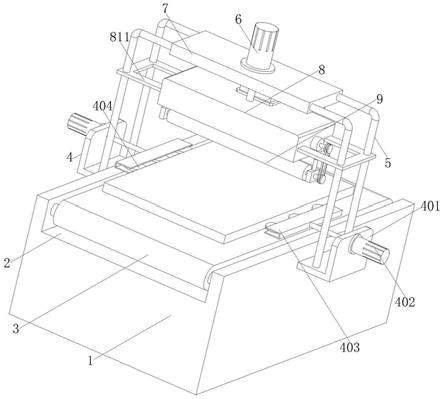
39.图1是表示作为能应用本公开的至少一个实施方式的层叠造形方法的装置的三维层叠造形装置1的整体构成的示意图。
40.三维层叠造形装置1是通过对作为敷设为层状的原料粉末的金属粉末照射作为能量束的光束65进行层叠造形来制造三维形状的造形物15的装置,能进行基于粉末床法的层叠造形。
41.图1所示的三维层叠造形装置1例如能形成燃气轮机、蒸汽轮机等涡轮机的动叶、静叶或者燃烧器的内筒、尾筒、喷嘴等零件。
42.图1所示的三维层叠造形装置1具备原料粉末30的储藏部31。图1所示的三维层叠
造形装置1具备:粉末床形成部5(形成部的一个例子),具有形成有由从储藏部31供给的原料粉末30形成的粉末床8的承载板2。图1所示的三维层叠造形装置1具备:光束照射部9(照射部的一个例子),能对粉末床8照射光束65。图1所示的三维层叠造形装置1具备后述的粉末敷设部10;承载板2的驱动缸2a;以及能控制光束照射部9的控制装置20。
43.承载板2成为造形物15被造形的基座。承载板2通过驱动气缸2a,可升降地配置于具有沿铅垂方向的中心轴的大致筒形状的筒体4的内侧。形成于承载板2上的粉末床8在造形作业期间,通过每当在各循环中承载板2下降时在上层侧敷设粉末来新形成。
44.图1所示的三维层叠造形装置1具备:粉末敷设部10,用于在承载板2上敷设原料粉末30来形成粉末床8。粉末敷设部10从储藏部31向承载板2的上表面侧供给原料粉末30,使其表面平坦化,由此在遍及承载板2的上表面整体形成具有大致均匀的厚度的层状的粉末床8。在各循环中形成的粉末床8中,通过照射来自光束照射部9的光束65而被选择性地固化,在下一循环中,通过利用粉末敷设部10再次在上层侧敷设原料粉末30来形成新的粉末床8,由此堆叠为层状。
45.需要说明的是,从粉末敷设部10供给的原料粉末30是组成造形物15的原料的粉末状物质,例如可以广泛采用铁、铜、铝或钛等金属材料,或陶瓷等非金属材料。
46.图1所示的控制装置20是图1所示的三维层叠造形装置1的控制单元,例如由计算机这样的电子运算装置构成。
47.在图1所示的控制装置20中输入有造形物15的造形所需要的与造形物15的形状,即与各部的尺寸相关的信息。与为了对造形物15进行造形所需的各部的尺寸等相关的信息例如可以从外部的装置输入,例如也可以存储于控制装置20的未图示的存储部。
48.例如在由粉末床法实现的层叠造形方法中,在被照射能量束的区域内,金属粉末等原料粉末急速熔融。因此,有可能引起在造形物的内部产生空洞,或产生的溅射附着于造形物的表面而使造形物的表面粗糙度降低等造形物的品质降低。
49.因此,在本公开的几个实施方式的造形物的层叠造形方法中,通过如以下那样制造造形物15来消除如上所述的不良。以下,对本公开的几个实施方式的层叠造形方法进行说明。
50.(流程图)
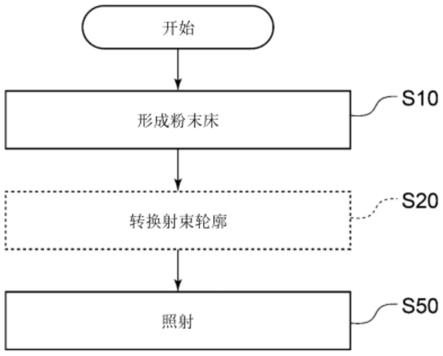
51.图2a是表示一个实施方式的层叠造形方法的处理顺序的流程图。
52.图2b是表示其他实施方式的层叠造形方法的处理顺序的流程图。
53.图2a和图2b所示的几个实施方式的层叠造形方法具备:粉末床形成步骤s10;以及照射步骤s50。需要说明的是,图2a所示的层叠造形方法还具备:射束轮廓转换步骤s20。
54.图2b所示的层叠造形方法还具备:射束强度分布变更步骤s30。
55.在图2a和图2b所示的几个实施方式的层叠造形方法中,通过反复实施粉末床形成步骤s10和照射步骤s50能形成造形物15。
56.(粉末床形成步骤s10)
57.粉末床形成步骤s10是供给原料粉末30并形成粉末床8的步骤。即,粉末床形成步骤s10是从储藏部31向粉末床8供给原料粉末30并将原料粉末30以规定的厚度层叠的步骤。
58.具体而言,几个实施方式的控制装置20以使承载板2下降与上述的规定的厚度相等的下降量的方式控制驱动缸2a。
59.接着,几个实施方式的控制装置20以向承载板2的上表面侧供给原料粉末30的方式控制粉末敷设部10。
60.通过执行粉末床形成步骤s10,在粉末床8的上部形成以上述的规定的厚度层叠的原料粉末30的层。
61.(射束轮廓转换步骤s20)
62.图2a所示的射束轮廓转换步骤s20是在光束照射部9中对从振荡装置91输出的光束61通过转换装置93转换射束轮廓的步骤,具体而言,转换为具有二次以上的高次模式或平顶型的强度分布的光束65。
63.图3a是表示几个实施方式的光束照射部9中的一个实施方式的光束照射部9a的整体构成的图。图3a所示的光束照射部9a具备:振荡装置91,输出光束61;转换装置93,将从振荡装置91输出的光束61转换为具有二次以上的高次模式或平顶型的强度分布的光束65;以及扫描装置95,用于扫描光束65。需要说明的是,也将从振荡装置91输出的光束61称为第一光束61,也将具有二次以上的高次模式或平顶型的强度分布的光束65称为第二光束65。
64.在图3a所示的光束照射部9a中,振荡装置91基于来自控制装置20的控制信号输出光束61。例如,如果在来自控制装置20的控制信号中包含与光束61的输出相关的信息,则振荡装置91以与该信息对应的输出来输出(出射)光束61。
65.在图3a所示的光束照射部9a中,振荡装置91例如构成为能输出被称为高斯射束的具有tem
00
模式的强度分布的光束61。
66.在图3a所示的光束照射部9a中,转换装置93构成为将从振荡装置91输出的具有tem
00
模式的强度分布的光束61转换为具有二次以上的高次模式或平顶型的强度分布的光束65。
67.在图3a所示的光束照射部9a中,转换装置93例如也可以是被称为射束整形器(beam shaper)、射束均质器(beam homogenizer)的装置。
68.需要说明的是,将从振荡装置91输出的具有tem
00
模式的强度分布的光束61通过转换装置93转换为具有二次以上的高次模式或平顶型的强度分布的光束65的理由在后文中详细叙述。
69.图4a是表示从振荡装置91输出的光束61的横截面,即与光束61的照射方向正交的剖面中的强度分布的一个例子的图。
70.图4b是表示从转换装置93输出的光束65的横截面中的强度分布的例子的图,表示作为高次模式的一个例子的tem
10
模式的强度分布的例子。
71.图4c是表示从转换装置93输出的光束65的横截面中的强度分布的例子的图,表示平顶型的强度分布的例子。
72.图3b是表示几个实施方式的光束照射部9中的其他实施方式的光束照射部9b的整体构成的图。图3b所示的光束照射部9b具备:振荡装置92,输出光束65;以及扫描装置95,用于扫描光束65。
73.在图3b所示的光束照射部9b中,振荡装置92基于来自控制装置20的控制信号输出光束65。例如,如果在来自控制装置20的控制信号中包含与光束65的输出相关的信息,则振荡装置92以与该信息对应的输出来输出(出射)光束65。
74.在图3b所示的光束照射部9b中,振荡装置92例如构成为能输出具有二次以上的高
次模式或平顶型的强度分布的光束65。即在图3b所示的光束照射部9b中,振荡装置92具有用于输出具有二次以上的高次模式或平顶型的强度分布的光束65的射束整形光学系统92a。
75.因此,在图1所示的三维层叠造形装置1中,如果光束照射部9是图3b所示的光束照射部9b,则也可以不实施图2a所示的射束轮廓转换步骤s20。
76.即,图2a所示的射束轮廓转换步骤s20是在图1所示的三维层叠造形装置1中,在光束照射部9是图3a所示的光束照射部9a的情况下,在该光束照射部9a中将从振荡装置91输出的光束61通过转换装置93转换为具有二次以上的高次模式或平顶型的强度分布的光束65的步骤。
77.需要说明的是,在图3a所示的光束照射部9a中,扫描装置95构成为能在后述的照射步骤s50中将从转换装置93输出的光束65朝向粉末床8扫描并照射。
78.同样地,在图3b所示的光束照射部9b中,扫描装置95构成为能在后述的照射步骤s50中将从振荡装置92输出的光束65朝向粉末床8扫描并照射。
79.(照射步骤s50)
80.照射步骤s50是向形成粉末床8的原料粉末30照射具有二次以上的高次模式或平顶型的强度分布的光束65的步骤。
81.具体而言,几个实施方式的控制装置20以向粉末床8扫描并照射光束65的方式控制光束照射部9。
82.即在照射步骤s50中,通过向如上所述以规定的厚度层叠的粉末床8上的原料粉末30扫描并照射光束65来使该原料粉末30熔融固化,由此对造形物15的一部分进行造形。
83.更具体而言,几个实施方式的控制装置20以预先确定的光束61的输出和扫描速度扫描并照射光束65的方式控制光束照射部9。
84.通过实施照射步骤s50,在粉末床8的上部新形成与规定的厚度的相当的厚度程度的造形物15的一部分。
85.(关于光束65的强度分布)
86.如上所述,例如在由粉末床法实现的层叠造形方法中,在照射有能量束的区域内,金属粉末等原料粉末急速熔融。因此,有可能引起在造形物的内部产生空洞,或产生的溅射附着于造形物的表面而使造形物的表面粗糙度降低等造形物的品质降低。
87.例如在由粉末床法实现的层叠造形方法中,在能量束是激光这样的光束的情况下,一般将被称为高斯射束的具有tem
00
模式的强度分布的光束向原料粉末照射。
88.发明者们进行了深入研究的结果是,明确了在粉末床方式的层叠造型方法中,通过照射具有二次以上的高次模式或平顶型的强度分布的光束65来使原料粉末30熔融,能抑制空洞等造形物15的内部缺陷、抑制产生的溅射。
89.在此,在几个实施方式的层叠造形方法中,如上所述,设为在照射步骤s50中,向形成粉末床8的原料粉末30照射具有二次以上的高次模式或平顶型的强度分布的光束65来使该原料粉末30熔融固化。
90.因此,根据几个实施方式的层叠造形方法,能抑制空洞等造形物的内部缺陷、产生的溅射,能提高造形物的品质。
91.在几个实施方式的层叠造形方法中,上述光束65的峰值强度存在变得比在由粉末
床法实现的层叠造形方法中一般使用的具有tem
00
模式的强度分布的光束的峰值强度低的倾向。但是,如果是上述光束65,则能比具有tem
00
模式的强度分布的光束更有效地加热熔池的周围的区域,因此即使峰值强度比具有tem
00
模式的强度分布的光束的峰值强度低,也能形成造形所需的大小和深度的熔池。
92.需要说明的是,如上所述,上述光束65的峰值强度存在变得比具有tem
00
模式的强度分布的光束的峰值强度低的倾向,因此造形物15中的填充率有可能降低。
93.在此,在几个实施方式的层叠造形方法中,与照射具有tem
00
模式的强度分布的光束来进行造形的情况的光束的输出相比增加光束的输出为好。
94.在几个实施方式的层叠造形方法中,在照射步骤s50中,将在与光束65的照射方向正交的剖面中在中央具有峰值的高次模式的光束65向形成粉末床8的原料粉末30照射为好。
95.即,在图1所示的三维层叠造形装置1中,在光束照射部9是图3a所示的光束照射部9a的情况下,在几个实施方式的层叠造形方法中,在射束轮廓转换步骤s20中,将从振荡装置91输出的光束61通过转换装置93转换为在与光束65的照射方向正交的剖面中在中央具有峰值的高次模式的光束65为好。因此,转换装置93构成为能将从振荡装置91输出的光束61转换为在与光束65的照射方向正交的剖面中在中央具有峰值的高次模式的光束65为好。
96.此外,在图1所示的三维层叠造形装置1中,在光束照射部9为图3b所示的光束照射部9b的情况下,振荡装置92构成为能输出在与光束65的照射方向正交的剖面中在中央具有峰值的高次模式的光束65为好。
97.本发明者们进行了深入研究的结果是,明确了在粉末床方式的层叠造型方法中,通过照射在与光束65的照射方向正交的剖面中在中央具有峰值的高次模式的光束65来使原料粉末30熔融,能进一步抑制空洞等造形物15的内部缺陷、产生的溅射。
98.因此,根据几个实施方式的层叠造形方法,能进一步提高造形物的品质。
99.在几个实施方式的层叠造形方法中,在照射步骤s50中,作为具有平顶型的强度分布的光束65,将在将平顶型的强度分布中的射束强度的最大值设为100%时与85%的射束强度对应的射束直径dh成为以下的大小的光束65向形成粉末床8的原料粉末30照射为好。上述射束直径dh相对于转换为具有平顶型的强度分布的光束65之前的具有tem
00
模式的强度分布的光束61的射束直径且强度减少至峰值的强度的1/e2的射束直径为1.5倍以上2.5倍以下的大小为好。
100.此外,在照射步骤s50中,具有平顶型的强度分布的光束65的射束强度(峰值强度)是转换为具有平顶型的强度分布的光束65之前的具有tem
00
模式的强度分布的光束61的峰值强度的10%以上50%以下的强度为好。
101.在几个实施方式的层叠造形方法中,在照射步骤s50中,例如如图4c所示,可以将与光束65的照射方向正交的剖面中的光束65的射束强度取作纵轴,将该剖面中的光束65的宽度取作横轴,将在将该剖面中的射束强度的最大值设为100%时作为与85%的射束强度对应的射束宽度为25μm以上50μm以下的该光束65向形成粉末床8的原料粉末30照射。
102.需要说明的是,例如,如果光束65从光轴方向看时的形状为圆形,则与85%的射束强度对应的射束直径为25μm以上200μm以下为好。
103.即在图1所示的三维层叠造形装置1中,在光束照射部9为图3a所示的光束照射部
9a的情况下,在几个实施方式的层叠造形方法中,在射束轮廓转换步骤s20中,将从振荡装置91输出的光束61通过转换装置93转换为上述的具有强度分布的光束65为好。因此,转换装置93构成为能将从振荡装置91输出的光束61转换为具有上述的强度分布的光束65为好。
104.此外,在图1所示的三维层叠造形装置1中,在光束照射部9为图3b所示的光束照射部9b的情况下,振荡装置92构成为能输出具有上述的强度分布的光束65为好。
105.本发明者们进行了深入研究的结果是,明确了在粉末床方式的层叠造型方法中,通过照射具有上述的强度分布的光束65来使原料粉末30熔融,能进一步抑制空洞等造形物15的内部缺陷、产生的溅射。
106.因此,根据几个实施方式的层叠造形方法,能进一步提高造形物的品质。
107.在几个实施方式的层叠造形方法中,也可以具备上述的射束轮廓转换步骤s20,在照射步骤s50中,也可以将由射束轮廓转换步骤s20转换出的具有二次以上的高次模式或平顶型的强度分布的光束65向形成粉末床8的原料粉末30照射。
108.由此,能将从振荡装置91输出的光束61转换为具有二次以上的高次模式或平顶型的强度分布的光束65,因此通过将转换后的光束65向形成粉末床8的原料粉末30照射,能抑制空洞等造形物15的内部缺陷、产生的溅射,能提高造形物15的品质。
109.在几个实施方式的层叠造形方法中,在照射步骤s50中,将具有向转换装置93入射之前的光束61的峰值强度的50%以下的峰值强度,且具有平顶型的强度分布的光束65向形成粉末床8的原料粉末30照射为好。
110.即在图1所示的三维层叠造形装置1中,在光束照射部9为图3a所示的光束照射部9a的情况下,在几个实施方式的层叠造形方法中,在射束轮廓转换步骤s20中,将从振荡装置91输出的光束61通过转换装置93转换为上述那样的具有平顶型的强度分布的光束65为好。因此,转换装置93构成为能将从振荡装置91输出的光束61转换为具有如上所述的平顶型的强度分布的光束65为好。
111.由此,通过利用转换装置93转换为具有如上所述的平顶型的强度分布的光束65,与转换前的光束61相比能降低峰值强度,因此能抑制空洞等造形物15的内部缺陷、产生的溅射,能提高造形物15的品质。此外,通过利用转换装置93转换为具有如上所述的平顶型的强度分布的光束65,能使原料粉末30熔融时的熔池的大小比照射转换前的光束61的情况大,因此能增大焊道宽度。由此,能提高造形速度,能缩短造形时间。
112.需要说明的是,当通过具有如上所述的平顶型的强度分布的光束65进行层叠造形时,为了抑制造形物15中的填充率的降低,将光束65的输出设为照射具有tem
00
模式的强度分布的光束来进行造形的情况的光束的输出的1.25倍以上为好。
113.在几个实施方式的层叠造形方法中,在照射步骤s50中,将具有入射至转换装置93之前的光束61的峰值强度的25%以下的峰值强度的光束65向形成粉末床8的原料粉末30照射为好。
114.更具体而言,在几个实施方式的层叠造形方法中,在照射步骤s50中,将具有入射至转换装置93之前的光束61的峰值强度的25%以下的峰值强度的具有二次以上的高次模式或平顶型的强度分布的光束65向形成粉末床8的原料粉末30照射为好。
115.即在图1所示的三维层叠造形装置1中,在光束照射部9为图3a所示的光束照射部9a的情况下,在几个实施方式的层叠造形方法中,在射束轮廓转换步骤s20中,将从振荡装
置91输出的光束61通过转换装置93转换为具有上述的峰值强度的光束65为好。因此,转换装置93构成为能将从振荡装置91输出的光束61转换为具有上述的峰值强度的光束65为好。
116.本发明者们进行了深入研究的结果是,明确了在粉末床方式的层叠造型方法中,通过将具有入射至转换装置93之前的光束61的峰值强度的25%以下的峰值强度的光束65向形成粉末床8的原料粉末30照射,能有效地抑制空洞等造形物15的内部缺陷、产生的溅射,能进一步提高造形物15的品质。
117.因此,通过利用具有上述的峰值强度的光束65来进行层叠造形,能进一步提高造形物15的品质。
118.需要说明的是,当利用具有上述的峰值强度的光束65来进行层叠造形时,为了抑制造形物15的填充率的降低,将光束65的输出设为照射具有tem
00
模式的强度分布的光束来进行造形的情况的光束的输出的1.25倍以上为好。
119.(射束强度分布变更步骤s30)
120.如上所述,图2b所示的层叠造形方法也可以还具备:射束强度分布变更步骤s30。
121.射束强度分布变更步骤s30是变更向形成粉末床8的原料粉末30照射的光束65的强度分布的步骤。即,在图2b所示的层叠造形方法中,可以在通过反复实施粉末床形成步骤s10和照射步骤s50来形成造形物15的中途,实施射束强度分布变更步骤s30,由此,在射束强度分布变更步骤s30的实施前与实施后变更向形成粉末床8的原料粉末30照射的光束65的强度分布。
122.具体而言,例如在图3a所示的光束照射部9a中,可以构成为能更换装接以出射光(第二光束65)的射束轮廓互不相同的方式构成的两个以上的转换装置93。此外,也可以构成为图3a所示的光束照射部9a内的转换装置93自身能变更出射光(第二光束65)的射束轮廓。
123.一般而言,在层叠造形方法中,造形速度与表面粗糙度、内部缺陷等品质具有折衷(trade-off)的关系。
124.但是,例如有时对造形物15中的表面粗糙度、内部缺陷等品质的要求程度按进行造形的区域而不同。例如,有时希望尽量避免造型物15在内部具有直径比较小的流路并且溅射等异物附着于该流路的情况、对该流路要求相对较高的尺寸精度的情况,另一方面有时像简单的减薄部分那样具有容许溅射等异物的附着、尺寸精度相对较低的区域。
125.在这样的情况下,理想的是,在对品质的要求程度相对较高的区域中,通过以具有使射束直径变得相对较小的强度分布的光束65进行造形,使表面粗糙度、尺寸精度保持良好。此外,理想的是,在对品质的要求程度相对较低的区域中,以具有使射束直径变得相对较大的强度分布的光束65进行造形,谋求造形时间的缩短化。
126.因此,如果图2b所示的层叠造形方法具备射束强度分布变更步骤s30,则通过适当变更光束65的强度分布,能兼顾造形物15的品质与造形时间的缩短化。
127.需要说明的是,一般而言,在粉末床法等slm(selective laser melting:选择性激光熔化)方式中,能量束的射束直径为数10μm至数100μm左右,在ded(directed energy deposition:定向能量沉积)方式中,能量束的射束直径为数mm左右。因此,与ded方式相比,粉末床法等slm方式能对相对较精密的造形物进行造形。
128.(实施例)
129.以下,对通过上述的几个实施方式的层叠造形方法进行了造形的实施例进行说明。
130.图5a是表示光束的输出及光束的扫描速度与造形物的填充率的关系的表,示出了利用作为比较例的高斯射束,即具有tem
00
模式的强度分布的光束进行了层叠造形的情况。
131.图5b是表示光束的输出及光束的扫描速度与造形物的填充率的关系的表,示出了利用作为高次模式的一个例子的具有tem
10
模式的强度分布的光束进行了层叠造形的情况。
132.图5c是表示光束的输出及光束的扫描速度与造形物的填充率的关系的表,示出了利用具有平顶型的强度分布的光束进行了层叠造形的情况。
133.在图5a至图5c中,在判断为填充率良好的条件的栏中填入
○
,在判断为填充率不良的条件的栏中填入δ。在此,填充率是指,将造形后的造形物(试验片)切断了的剖面中存在材料的面积,即将从该剖面的面积减去在该剖面显露出的气孔的面积的面积除以该剖面的面积的值的百分率。
134.在图5a至图5c中,用于试验片的造形的原料粉末是镍基合金的粉末,其粒度为15~45μm。
135.从图5a至图5c可知,与利用作为比较例的具有tem
00
模式的强度分布的光束进行了层叠造形的情况相比,在利用具有tem
10
模式的强度分布的光束进行了层叠造形的情况、利用具有平顶型的强度分布的光束进行了层叠造形的情况下,放大了判断为填充率良好的条件的范围。此外,与利用作为比较例的具有tem
00
模式的强度分布的光束进行了层叠造形的情况相比,在利用具有tem
10
模式的强度分布的光束进行了层叠造形的情况、利用具有平顶型的强度分布的光束进行了层叠造形的情况下,判断为填充率良好的光束的输出具有整体变高的倾向。可以认为这是因为与利用作为比较例的具有tem
00
模式的强度分布的光束进行了层叠造形的情况相比,在利用具有tem
10
模式的强度分布的光束进行了层叠造形的情况、利用具有平顶型的强度分布的光束进行了层叠造形的情况下,光束的峰值强度下降。
136.图6a至图6d是表示由光束的强度分布的差异所引起的溅射量的差异的柱形图。在图6a至图6d中,将在利用作为比较例的具有tem
00
模式的强度分布的光束进行了层叠造形的情况下产生的溅射量设为1。需要说明的是,由图6a至图6d计测的溅射是对造形物的尺寸精度等的影响相对较大,大小比100μm大的溅射。
137.图6a的柱形图是光束的输出为80(w)、光束的扫描速度为100(mm/sec)的情况的结果。
138.图6b的柱形图是光束的输出为110(w)、光束的扫描速度为200(mm/sec)的情况的结果。
139.图6c的柱形图是光束的输出为110(w)、光束的扫描速度为300(mm/sec)的情况的结果。
140.图6d的柱形图是光束的输出为140(w)、光束的扫描速度为500(mm/sec)的情况的结果。
141.从图6a至图6d可知,与利用作为比较例的具有tem
00
模式的强度分布的光束进行了层叠造形的情况相比,在利用具有tem
10
模式的强度分布的光束进行了层叠造形的情况、利用具有平顶型的强度分布的光束进行了层叠造形的情况下,能有效地抑制大小比100μm大的溅射。
142.本发明并不限定于上述的实施方式,也包括对上述的实施方式加以变形的方式和将这些方式进行适当组合的方式。
143.例如像以下这样掌握上述各实施方式所记载的内容。
144.(1)本公开的至少一个实施方式的层叠造形方法具备:供给原料粉末30,形成粉末床8的步骤(粉末床形成步骤s10);以及向形成粉末床8的原料粉末30照射具有二次以上的高次模式或平顶型的强度分布的光束65的步骤(照射步骤s50)。
145.根据上述(1)的方法,能抑制空洞等造形物15的内部缺陷、产生的溅射,能提高造形物的品质。
146.(2)在几个实施方式中,在上述(1)的方法中,在照射光束的步骤(照射步骤s50)中,将在与光束65的照射方向正交的剖面中在中央具有峰值的高次模式的光束65向形成粉末床8的原料粉末30照射。
147.根据上述(2)的方法,能进一步抑制空洞等造形物15的内部缺陷、产生的溅射,能进一步提高造形物15的品质。
148.(3)在几个实施方式中,在上述(1)的方法中,在照射光束的步骤(照射步骤s50)中,将与光束65的照射方向正交的剖面中的光束65的射束强度取作纵轴,将与该剖面中的光束65的宽度取作横轴,将在将该剖面中的射束强度的最大值设为100%时与85%的射束强度对应的光束65的宽度为25μm以上200μm以下的该光束65向形成粉末床8的原料粉末30照射。
149.根据上述(3)的方法,能进一步抑制空洞等造形物15的内部缺陷、产生的溅射,能进一步提高造形物的品质。
150.(4)在几个实施方式中,在上述(1)或(2)的方法中,还具备:将从振荡装置91输出的光束61通过转换装置93转换为具有高次模式或平顶型的强度分布的光束65的步骤(射束轮廓转换步骤s20)。在照射步骤s50中,将在射束轮廓转换步骤s20中被转换的具有高次模式或平顶型的强度分布的光束65向形成粉末床8的原料粉末30照射。
151.根据上述(4)的方法,能将从振荡装置91输出的光束61转换为具有高次模式或平顶型的强度分布的光束65,因此通过将转换后的光束65向形成粉末床8的原料粉末30照射,能抑制空洞等造形物15的内部缺陷、产生的溅射,能提高造形物的品质。
152.(5)在几个实施方式中,在上述(4)的方法中,在转换的步骤(射束轮廓转换步骤s20)中,通过转换装置93,将在将平顶型的强度分布中的射束强度的最大值设为100%时与85%的射束强度对应的射束直径转换为相对于入射至转换装置93之前的光束61的射束直径且强度减少至该光束61的峰值强度的1/e2的该光束61的射束直径为1.5倍以上2.5倍以下的大小。
153.根据上述(5)的方法,通过将具有上述的射束轮廓的光束65向形成粉末床8的原料粉末30照射,能抑制空洞等造形物15的内部缺陷、产生的溅射,能提高造形物的品质。
154.(6)在几个实施方式中,在上述(5)的方法中,在照射光束的步骤(照射步骤s50)中,将具有入射至转换装置93之前的光束61的峰值强度的50%以下的峰值强度,且具有平顶型的强度分布的光束65向形成粉末床8的原料粉末30照射。
155.根据上述(6)的方法,通过利用转换装置93转换为具有如上所述的平顶型的强度分布的光束65,能与转换前的光束61相比降低峰值强度,因此能抑制空洞等造形物15内部
缺陷、产生的溅射,能提高造形物15的品质。此外,通过利用转换装置93转换为具有上述的强度分布的光束65,能使原料粉末30熔融时的熔池的大小比照射了转换前的光束61的情况大,因此能增大焊道宽度。由此,能提高造形速度,能缩短造形时间。
156.(7)在几个实施方式中,在上述(5)的方法中,在照射光束的步骤(照射步骤s50)中,将具有入射至转换装置93之前的光束61的峰值强度的25%以下的峰值强度的光束65向形成粉末床8的原料粉末30照射。
157.根据上述(7)的方法,通过利用转换装置93转换为具有上述的峰值强度的光束65,能与转换前的光束61相比降低峰值强度,因此能抑制空洞等造形物15的内部缺陷、产生的溅射,能提高造形物15的品质。
158.(8)在几个实施方式中,在上述(1)至(7)的任意方法中,还具备:变更向形成粉末床8的原料粉末30照射的光束65的强度分布的步骤(射束强度分布变更步骤s30)。
159.根据上述(8)的方法,在对造形物15中的表面粗糙度、内部缺陷等的品质的要求程度按进行造形的区域而不同情况下,通过适当变更光束65的强度分布,能兼顾造形物15的品质与造形时间的缩短化。
160.(9)本公开的至少一个实施方式的层叠造形装置(三维层叠造形装置1)具备:粉末床形成部5,具有形成有由供给的原料粉末30形成的粉末床8的承载板2;以及照射部(光束照射部9),能向形成粉末床8的原料粉末30照射具有二次以上的高次模式或平顶型的强度分布的光束65。
161.如上所述,本发明者们进行了深入研究的结果是,明确了在粉末床方式的层叠造型方法中,通过照射具有二次以上的高次模式或平顶型的强度分布的光束65来使原料粉末30熔融,能抑制空洞等造形物15的内部缺陷、产生的溅射。
162.因此,根据上述(9)的构成,能抑制空洞等造形物15的内部缺陷、产生的溅射,能制造品质良好的造形物15。
163.(10)在几个实施方式中,在上述(9)的构成中,照射部(光束照射部9b)可以具备:振荡装置92,输出具有二次以上的高次模式或平顶型的强度分布的光束65;以及扫描装置95,用于扫描从振荡装置92输出的光束65。振荡装置92具有用于输出具有二次以上的高次模式或平顶型的强度分布的光束65的射束整形光学系统92a为好。
164.根据上述(10)的构成,能照射具有二次以上的高次模式或平顶型的强度分布的光束65来使原料粉末30熔融,因此能抑制空洞等造形物15的内部缺陷、产生的溅射,能制造品质良好的造形物15。此外,根据上述(10)的构成,无需以后安装于光束照射部9b的方式设置转换射束轮廓的转换装置,因此能抑制装置构成的复杂化。
165.(11)在几个实施方式中,在上述(9)的构成中,照射部(光束照射部9a)具备:振荡装置91,输出第一光束61;转换装置93,将第一光束61转换为具有二次以上的高次模式或平顶型的强度分布的第二光束65;以及扫描装置95,用于扫描从转换装置93输出的第二光束65。
166.根据上述(11)的构成,能照射具有二次以上的高次模式或平顶型的强度分布的光束65来使原料粉末30熔融,因此能抑制空洞等造形物15的内部缺陷、产生的溅射,能制造品质良好的造形物15。此外,根据上述(11)的构成,可以以后安装于照射部的方式设置转换装置93,在该情况下,在已有的三维层叠造形装置1中,能照射具有二次以上的高次模式或平
顶型的强度分布的光束65来使原料粉末30熔融。
167.(12)在几个实施方式中,在上述(11)的构成中,照射部(光束照射部9a)也可以构成为能更换装接以使第二光束65的射束轮廓互不相同的方式构成的两个以上的转换装置93。
168.根据上述(12)的构成,例如能根据对造形物15中的表面粗糙度、内部缺陷等品质的要求程度变更第二光束65的射束轮廓,因此能谋求造形物15的品质提高、造形时间的缩短化。
169.(13)在几个实施方式中,在上述(11)的构成中,转换装置93也可以构成为能变更第二光束65的射束轮廓。
170.根据上述(13)的构成,例如能根据对造形物15的表面粗糙度、内部缺陷等品质的要求程度变更第二光束65的射束轮廓,因此能谋求造形物15的品质提高、造形时间的缩短化。
171.附图标记说明
172.1 三维层叠造形装置
173.2 承载板
174.5 粉末床形成部
175.8 粉末床
176.9、9a、9b 光束照射部
177.10 粉末敷设部
178.15 造形物
179.20 控制装置
180.30 原料粉末
181.61、65 光束
182.91 振荡装置
183.93 转换装置
184.95 扫描装置
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。