1.本发明的实施例涉及一种切换装置,特别涉及一种多车型底座切换装置。
背景技术:
2.在现有的汽车车身的加工过程中,汽车车身由各种类型的小的车身板件按层级逐步焊接而成,为保证焊接后车身总成精度稳定、可靠,在焊接过程中设计专用的汽车车身焊接夹具来进行保证。通常由于汽车零件的造型各异,各个不同车型间的汽车造型偏差较大,故焊接工装夹具基本为专用。目前现有技术中,汽车车身焊接夹具一般直接放置在地面上,其位置长期固定,造成整个车间内空间浪费,不能依据不同的生产需求进行切换;另外,每副汽车车身焊接夹具均需配备相应的自动化设备,造成成本浪费。
技术实现要素:
3.本发明的实施方式的目的在于提供一种多车型底座切换装置,通过库位夹紧机构对于夹具的固定;然后库位左侧滑移支撑机构和库位右侧滑移支撑机构,将夹具进行滑移,然后库位左侧顶升机构和库位右侧顶升机构对夹具进行顶升;多车型底座切换装置上的左侧库位定位顶升机构和右侧库位定位顶升机构,对于需要更换的夹具进行顶升定位,实现了不同的汽车车身焊接夹具的定位精度的保持,实现了更换不同汽车车身焊接夹具在更换过程中的精度;从而实现多车型切换,适应不同车型不同车身板件的焊接需求。
4.为了实现上述目的,本发明的实施方式设计了一种多车型底座切换装置,其特征在于,包括:
5.库位夹紧机构,设置在所述的多车型底座切换装置的一侧;
6.库位左侧框架,设置在所述的库位夹紧机构的左侧,并与所述的库位夹紧机构固定连接;
7.库位右侧框架,设置在所述的库位夹紧机构的右侧,并与所述的库位夹紧机构固定连接;
8.所述的库位夹紧机构与所述的库位左侧框架和所述的库位右侧框架,构成了所述的多车型底座切换装置底座切换装置的框架;
9.库位左侧滑移支撑机构,设置所述的库位左侧框架的上方;
10.库位左侧顶升机构,设置在所述的库位左侧滑移支撑机构上方,并与所述的库位夹紧机构连接固定;
11.左侧库位定位顶升机构,设置在所述的库位左侧滑移支撑机构上方,纵向设置在所述的库位左侧顶升机构的下方;
12.所述的多车型底座切换装置呈对称结构,在所述的库位夹紧机构的右侧还包括:
13.库位右侧滑移支撑机构,设置所述的库位右侧框架的上方;
14.库位右侧顶升机构,设置在所述的库位右侧滑移支撑机构上方,并与所述的库位夹紧机构连接固定;
15.右侧库位定位顶升机构,设置在所述的库位右侧滑移支撑机构上方,纵向设置在所述的库位右侧顶升机构的下方。
16.其中,所述的库位左侧框架和所述的库位右侧框架为左右镜像对称,结构一致;所述的库位左侧框架和所述的库位右侧框架还包括:
17.地脚板,设在所述的库位左侧框架和所述的库位右侧框架的下方;在地脚板上设置若干个地脚螺栓;
18.支架,固定在地脚板上方;
19.若干个连接块,固定在支架的一侧,在每一个连接块的上方固定销轴,在固定销轴上固定一轴承;在轴承的下方设置一垫圈;
20.支撑块,设置在支架的一角上。
21.其中,所述的库位左侧滑移支撑机构和所述的库位右侧滑移支撑机构为左右镜像对称,结构一致,所述的库位左侧滑移支撑机构和所述的库位右侧滑移支撑机构为左右镜像对称,还包括:
22.滑移推板,作为所述的库位左侧滑移支撑机构和所述的库位右侧滑移支撑机构的移动部件;
23.连接板,设置在滑移推板的内部;
24.滑轨,滑轨的一端固定在连接板上;滑轨的另一端固定在滑移推板上;
25.若干个限位块,固定在所述的滑移推板上;
26.连接块,设置在限位块的外侧;
27.滑移气缸,滑移气缸的缸体通过直角连接板固定在连接板上;滑移气缸的气缸接头与设置在滑移推板上的直立连接板活动连接;在滑移推板的反向一侧设置滑移推板定位块;用于对于不同的汽车车身焊接夹具的定位。
28.其中,所述的库位左侧顶升机构和所述的库位右侧顶升机构为左右镜像对称,结构一致,所述的库位左侧顶升机构和所述的库位右侧顶升机构还包括:
29.顶升气缸,顶升气缸的缸体上固定一衬套,衬套的上方固定一顶升气缸连接板,顶升气缸连接板固定在滑移推板下方的连接板上;在顶升气缸连接板上固定套入顶升气缸活塞杆的盖板;
30.顶升轴,在顶升气缸的活塞杆上固定连接顶升轴,在顶升轴的上方设置顶升定位销。
31.其中,所述的左侧库位定位顶升机构和所述的右侧库位定位顶升机构为左右镜像对称,结构一致,所述的左侧库位定位顶升机构和所述的右侧库位定位顶升机构还包括:
32.定位顶升气缸,定位顶升气缸的缸体上固定一衬套,衬套的上方固定一定位顶升气缸连接板,定位顶升气缸连接板固定在滑移推板下方的连接板上;在定位顶升气缸连接板上固定套入顶升气缸活塞杆的盖板;
33.定位顶升轴,在定位顶升气缸的活塞杆上固定连接定位顶升轴,在定位顶升轴的上方设置顶升定位定位销。
34.其中,所述的库位夹紧机构还包括:
35.支架,设置所述的库位夹紧机构下方,与所述的库位左侧框架和所述的库位右侧框架连接固定;
36.介质切换气缸,通过连接板固定在支架的上方;在介质切换气缸的一侧固定连接切换电路块;
37.阀岛,设置在介质切换气缸的一侧,与切换电路块连通;
38.传感器,通过传感器支架与支架的另一侧固定;
39.库位夹紧装置,固定在所述的库位夹紧机构的中间位置;
40.导向机构,设置库位夹紧装置的前方,
41.导向机构还包括,固定连接板,用于固定导向机构;
42.导向板,固定在固定连接板上,用于对于夹具进行导向。
43.其中,所述的库位夹紧装置还包括:
44.锁紧气缸,固定在所述的支架上,在锁紧气缸的气缸杆上连接锁紧块;
45.锁紧压板,设置在锁紧块的外侧,在锁紧压板的后侧固定摇臂;在摇臂上固定轴承连接块;在轴承连接块上通过销轴活动连接轴承。
46.本发明的同现有技术相比,通过多车型底座切换装置切换应用,能够实现了不同的汽车车身焊接夹具的定位精度的保持,实现了更换不同汽车车身焊接夹具在更换过程中的精度;从而实现多车型切换,适应不同车型不同车身板件的焊接需求。本发明具有占地空间小,节省车间厂房空间,节省夹具相应的自动化设备的优点,本发明结构具有结构简单,制作方便,操作容易,方便控制,能够精准、稳定地将手推夹具举升到所需位置,实用性非常好,具有非常好的应用前景。
附图说明
47.图1为本发明的结构示意图;
48.图2为本发明的库位框架的结构示意图;
49.图3为本发明的库位滑移支撑机构的示意图;
50.图4为本发明的库位滑移支撑机构的反向示意图;
51.图5为本发明的库位顶升机构的结构示意图;
52.图6为本发明的库位定位顶升机构的结构示意图;
53.图7为本发明库位夹紧机构的结构示意图;
54.图8为本发明的库位夹紧装置的结构示意图。
具体实施方式
55.为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明的各实施方式进行详细的阐述。然而,本领域的普通技术人员可以理解,在本发明各实施方式中,为了使读者更好地理解本技术而提出了许多技术细节。但是,即使没有这些技术细节和基于以下各实施方式的种种变化和修改,也可以实现本技术各权利要求所要求保护的技术方案。
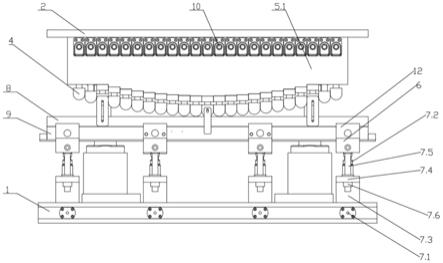
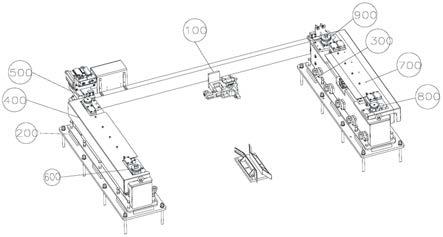
56.本发明的实施方式涉及一种多车型底座切换装置,如图1,包括:
57.库位夹紧机构100,设置在多车型底座切换装置的一侧;作为多车型底座切换装置的锁紧装置,主要的作用是用于锁紧车身夹具;
58.库位左侧框架200,设置在库位夹紧机构100的左侧,并与库位夹紧机构100固定连
接;
59.库位右侧框架300,设置在库位夹紧机构100的右侧,并与库位夹紧机构100固定连接;
60.库位夹紧机构100与库位左侧框架200和库位右侧框架300,构成了多车型底座切换装置底座切换装置的框架;主要用于夹紧汽车车身的夹具的作用以及承载整个装置的作用;
61.库位左侧滑移支撑机构400,设置库位左侧框架200的上方;
62.库位左侧顶升机构500,设置在库位左侧滑移支撑机构400上方,并与库位夹紧机构100连接固定;
63.左侧库位定位顶升机构600,设置在库位左侧滑移支撑机构400上方,纵向设置在库位左侧顶升机构500的下方;
64.本实施例中-多车型底座切换装置呈对称结构,在库位夹紧机构的右侧;还包括:
65.库位右侧滑移支撑机构700,设置库位右侧框架300的上方;
66.库位右侧顶升机构800,设置在库位右侧滑移支撑机构700上方,并与库位夹紧机构100连接固定;
67.右侧库位定位顶升机构900,设置在库位右侧滑移支撑机构700上方,纵向设置在库位右侧顶升机构800的下方。
68.上述的结构,通过库位夹紧机构100对于汽车车身焊接夹具的固定;然后库位左侧滑移支撑机构400和库位右侧滑移支撑机构700,将汽车车身焊接夹具进行滑移,然后库位左侧顶升机构500和库位右侧顶升机构800对汽车车身焊接夹具进行顶升;多车型底座切换装置上的左侧库位定位顶升机构600和右侧库位定位顶升机构900,对于需要更换的汽车车身焊接夹具进行顶升定位,实现了不同的汽车车身焊接夹具的定位精度的保持,实现了更换不同汽车车身焊接夹具在更换过程中的精度;从而实现多车型切换,适应不同车型不同车身板件的焊接需求。
69.结合附图2所示,库位左侧框架200和库位右侧框架300为左右镜像对称,结构一致;库位左侧框架200和库位右侧框架300还包括:
70.地脚板201,设在库位左侧框架200和库位右侧框架300的下方;在地脚板201上设置若干个地脚螺栓202;地脚板201作为库位左侧框架200和库位右侧框架300的底部框架,地脚螺栓202用于水平调节库位左侧框架200和库位右侧框架300;
71.支架203,固定在地脚板201上方;
72.若干个连接块204,固定在支架203的一侧,在每一个连接块204的上方固定销轴205,在固定销轴205上固定一轴承206;在轴承206的下方设置一垫圈207;
73.支撑块208,设置在支架203的一角上。上述的结构主要用于承载整个装置的作用。
74.结合附图3、附图4所示,库位左侧滑移支撑机构400和库位右侧滑移支撑机构500为左右镜像对称,结构一致,库位左侧滑移支撑机构400和库位右侧滑移支撑机构500为左右镜像对称,还包括:
75.滑移推板401,作为库位左侧滑移支撑机构400和库位右侧滑移支撑机构500的移动部件;
76.连接板402,设置在滑移推板401的内部;
77.滑轨403,滑轨403的一端固定在连接板402上;滑轨403的另一端固定在滑移推板401上;形成库位左侧滑移支撑机构400和库位右侧滑移支撑机构500的推动结构
78.若干个限位块404,固定在滑移推板401上;
79.连接块405,设置在限位块404的外侧;
80.滑移气缸406,滑移气缸406的缸体通过直角连接板407固定在连接板402上;滑移气缸406的气缸接头408与设置在滑移推板401上的直立连接板409活动连接。上述的结构形成了库位左侧滑移支撑机构400和库位右侧滑移支撑机构500的结构;在滑移推板401的反向一侧设置滑移推板定位块410;用于对于不同的汽车车身焊接夹具的定位。
81.在本实施例中,结合附图5所示,库位左侧顶升机构500和库位右侧顶升机构800为左右镜像对称,结构一致,库位左侧顶升机构500和库位右侧顶升机构800还包括:
82.顶升气缸501,顶升气缸501的缸体上固定一衬套502,衬套502的上方固定一顶升气缸连接板503,顶升气缸连接板503固定在滑移推板401下方的连接板405上;在顶升气缸连接板503上固定套入顶升气缸501活塞杆的盖板504;
83.顶升轴505,在顶升气缸501的活塞杆上固定连接顶升轴505,在顶升轴505的上方设置顶升定位销506。库位左侧顶升机构500和库位右侧顶升机构800主要起到将需要更换的汽车车身焊接夹具进行顶升的作用,有利于进行汽车车身焊接夹具的定位操作。
84.在本实施例中,结合附图6所示,库位定位顶升机构的示意图,库位定位顶升机构包括了左侧库位定位顶升机构600和右侧库位定位顶升机构900,并且左侧库位定位顶升机构600和右侧库位定位顶升机构900为左右镜像对称,结构一致,左侧库位定位顶升机构600和右侧库位定位顶升机构900还包括:
85.定位顶升气缸601,定位顶升气缸601的缸体上固定一衬套602,衬套602的上方固定一定位顶升气缸连接板603,定位顶升气缸连接板603固定在滑移推板401下方的连接板405上;在定位顶升气缸连接板603上固定套入顶升气缸活塞杆的盖板604;
86.定位顶升轴605,在定位顶升气缸601的活塞杆上固定连接定位顶升轴605,在定位顶升轴605的上方设置顶升定位定位销606;上述的左侧库位定位顶升机构600和右侧库位定位顶升机构900的结构,主要在顶升的过程中依靠顶升定位定位销606进行定位,这样的机构主要的功能是定位,实现了不同的汽车车身焊接夹具的定位精度的保持。
87.在本实施例中,结合附图7所示,库位夹紧机构100还包括:
88.支架101,设置库位夹紧机构100下方,与库位左侧框架200和库位右侧框架300连接固定;
89.介质切换气缸102,通过连接板103固定在支架101的上方;在介质切换气缸102的一侧固定连接切换电路块104;介质切换气缸102主要作用是接通汽车车身焊接夹具上的水电气实现自动插拔,为汽车车身焊接夹具以后的工作提供动力。
90.阀岛105,设置在介质切换气缸102的一侧,与切换电路块104连通;
91.传感器106,通过传感器支架107与支架101的另一侧固定;
92.库位夹紧装置1000,固定在库位夹紧机构100的中间位置;
93.导向机构120,设置库位夹紧装置1000的前方,
94.导向机构120还包括,固定连接板121,用于固定导向机构120;
95.导向板122,固定在固定连接板121上,用于对于夹具进行导向。
96.库位夹紧机构100主要起到对于汽车车身焊接夹具的导向作用,为库位夹紧机构100对于汽车车身焊接夹具的夹紧提供保证。
97.结合附图8所示,库位夹紧装置1000还包括:
98.锁紧气缸107,固定在支架101上,在锁紧气缸107的气缸杆上连接锁紧块108;
99.锁紧压板109,设置在锁紧块108的外侧,在锁紧压板109的后侧固定摇臂110;在摇臂10上固定轴承连接块111;在轴承连接块111上通过销轴112活动连接轴承113。上述的库位夹紧机构100主要是为了对于汽车车身焊接夹具夹紧的作用。
100.在本实施例中当操作者将汽车车身焊接夹具推进库位的过程中,经过导向机构120的导向后,本实施例的上传感器106感应到夹具,表示汽车车身焊接夹具推进到位;到位后人工退出拍按钮,库位夹紧装置1000夹紧,库位左侧顶升机构500和库位右侧顶升机构800将顶升定位销506顶进汽车车身焊接夹具进行顶升定位。定位销506顶升到位,两侧的库位左侧滑移支撑机构400和库位右侧滑移支撑机构500滑动滑移推板定位块410滑移。库位左侧滑移支撑机构400和库位右侧滑移支撑机构500滑移到位以后,库位左侧顶升机构500和库位右侧顶升机构800的四个缸径100的顶升气缸501下降,当汽车车身焊接夹具落到滑移推板定位块410后,顶升气缸501会再下降15mm。顶升定位销506非完全退出(还保留5-10mm有效定位部分),所以整个此动作只是z向夹具支撑的基准进行了z向的基准转换,定位精度依然保持着,故每次的重复定位精度是可以通过顶升定位销506和顶升定位定位销606来保证的。此时汽车车身焊接夹具落在滑移推板定位块410即库位夹具基准面上时夹具重心是在两个精定位基准面接近居中位置的来保证整体结构的稳定性。
101.本领域的普通技术人员可以理解,上述各实施方式是实现本发明的具体实施例,而在实际应用中,可以在形式上和细节上对其作各种改变,而不偏离本发明的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。