1.本技术涉及防水卷材生产设备的领域,尤其是涉及一种防水卷材生产用收卷设备。
背景技术:
2.防水卷材主要是用于建筑墙体、屋面、以及隧道、公路、垃圾填埋场等处,起到抵御外界雨水、地下水渗漏的一种可卷曲成卷状的柔性建材产品,可作为工程基础与建筑物之间无渗漏连接,是整个工程防水的第一道屏障,对整个工程起着至关重要的作用。防水卷材生产的过程中,防水卷材生产设备的末端会设置用于将防水卷材收卷的收卷设备。而相关技术中的收卷设备中当料筒上的防水卷材收卷完毕后,需要人工对防水卷材进行裁断,之后并对料筒进行更换,这个人工裁断过程一般所花费的时间周期较长,从而影响到防水卷材的收卷效率。
技术实现要素:
3.为了提高防水卷材的收卷效率,本技术提供一种防水卷材生产用收卷装置及收卷设备。
4.本发明的目的之一是提供的一种防水卷材生产用收卷装置,采用如下的技术方案:一种防水卷材生产用收卷装置,包括支撑机构、驱动机构和裁剪机构;所述支撑机构包括支架和转轴,转轴转动连接至所述支架;驱动机构用于驱动所述转轴转动;所述转轴上设有用于对套设至所述转轴的料筒进行限位的限位件;所述裁剪机构包括升降件和裁刀,所述升降件安装至所述转轴,所述裁刀置于所述转轴一侧,且所述裁刀与所述升降件连接,所述升降件用于驱动所述裁刀向所述转轴运动。
5.通过采用上述技术方案,在更换料筒的过程中,工作人员将新的收卷设备置于带收卷完毕的收卷设备与生产设备之间,并使防水卷材经过裁刀和料筒之间,此时启动升降件便可代替人力将防水卷材切断,操作简单便捷。
6.可选的,所述转轴上垂直固接有导轨;所述裁刀上固接有与导轨配合的连接件,所述连接件滑移连接至导轨。
7.通过采用上述技术方案,导轨和连接件的配合能够对裁刀的运动进行导向,使裁刀在运动的过程中更为稳定。
8.可选的,所述转轴上同轴固接有横截面为多边形的连接管,所述连接管上同轴套设有环形板,所述环形板与所述连接管滑移连接,所述升降件固接于所述环形板;所述裁刀沿所述转轴的轴向布置,且所述裁刀上沿所述转轴轴向开设有连接槽,所述连接槽延伸至所述裁刀的端面,所述升降件滑移连接至所述连接槽;
所述环形板上同轴设有环形的滑道,所述滑道内设有环形的导向斜面,导向斜面朝向裁刀;所述支架上固接有导向件,所述导向件包括连接部和导向部,所述导向部置于所述滑道内且与所述导向斜面抵接;所述连接部连接于所述支架和所述导向部之间。
9.通过采用上述技术方案,在料筒更换的过程中,升降件通过连接槽驱动裁刀朝向转轴运动并将防水卷材裁断,之后驱动机构通过转轴带动料筒转动,转轴在转动的过程中,导向件中的导向部在导向斜面的作用下驱动环形板向支撑杆运动,使环形板逐渐的脱离连接管,此时环形板便不再随转轴进行转动,这样能够尽可能的避免在收卷的过程中升降件上的电线缠绕在收卷设备上不便于收置。
10.可选的,所述裁刀包括刀体和压板,所述刀体一端的端面开设有安装孔,所述安装孔内设有调节杆,所述调节杆与所述刀体螺纹连接,所述调节杆上设有调节斜面;所述压板设置于所述刀体的一侧,且所述刀体朝向压板的一侧面上开设有插槽,所述安装孔与所述插槽连通;所述压板上固接有压杆,所述压杆滑移连接至所述插槽内;所述调节斜面与所述压杆相贴,通过旋拧所述调节杆,在所述调节斜面作用下,所述压板向背离所述刀体的方向运动。
11.通过采用上述技术方案,当料筒上的防水卷材收卷完毕后,工作人员旋拧调节杆使压板不再压紧压料间隙内的防水卷材,这样当工作人员在将料筒于转轴上卸下的过程中,由于裁刀不再压紧防水卷材,从而使裁刀更易于收卷有防水卷材的料筒脱离,进而使收卷有防水卷材的料筒更易与转轴脱离。
12.可选的,所述刀体与所述压板之间设有驱动所述压板向所述刀体运动的弹性件一。
13.通过采用上述技术方案,调节杆旋拧的过程中,当调节杆推动压板向远离刀体的方向运动时,弹性件一产生有拉动压板向刀体运动的蓄力,这样当调节杆再反向旋转的时候,弹性件一能够驱动压板向刀体运动。
14.可选的,所述转轴的一端转动连接至所述支架,所述裁剪机构安装于所述转轴与所述支架连接的一端。
15.通过采用上述技术方案,便于工作人员将料筒于转轴卸下。
16.可选的,所述限位件包括若干沿所述转轴径向布置的限位块,所述限位块固接至所述转轴。
17.通过采用上述技术方案,限位块可以使转轴在转动的过程中能够带动料筒转动,同时也便于料筒于转轴卸下。
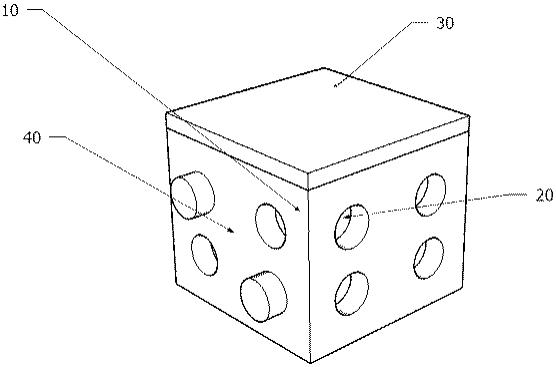
18.本发明的目的之二在于提供一种防水卷材生产用料筒,包括筒体,筒体的外周面上沿所述筒体的轴向开设有嵌槽。
19.通过采用上述技术方案,筒体上开设与裁刀的配合的嵌槽,人们在更换料筒的过程中,当防水卷材被收卷设备上的裁刀切断后,便不再需要人为的去将防水卷材固定至料筒,裁刀便可以将防水卷材固定至料筒,从而大大降低了人力成本。
20.可选的,所述料筒本体的内周面上开设有若干沿料筒本体轴向布设的限位槽。
21.通过采用上述技术方案,限位槽和限位块的配合能够便于工作人员讲料筒于转轴卸下。
22.本发明的目的之三在于提供一种防水卷材生产用收卷设备,包括收卷装置和料
筒;所述收卷装置包括支撑机构、驱动机构和裁剪机构;所述支撑机构包括支架和转轴,转轴转动连接至所述支架;所述驱动机构用于驱动所述转轴转动;所述裁剪机构包括升降件和裁刀,所述升降件安装至所述转轴,所述裁刀置于所述转轴一侧,且所述裁刀与所述升降件连接,所述升降件用于驱动所述裁刀向所述转轴运动;所述料筒包括筒体,所述筒体套设于转轴,且所述转轴上设有用于对套设至所述转轴的料筒进行限位的限位件;所述筒体的外周面上开设有与所述裁刀配合使用的嵌槽;当所述裁刀进入到所述嵌槽内后,所述裁刀一侧的所述嵌槽内形成压料间隙,所述裁刀的另一侧的所述嵌槽内形成放料间隙,且所述压料间隙小于防水卷材的厚度,放料间隙大于防水卷材的厚度。
23.通过采用上述技术方案,将防水卷材缠绕至收卷设备一上的料筒,收卷设备一的驱动机构带动料筒转动,使防水卷材不断缠绕至料筒。待收卷设备一料筒上的所缠绕的防水卷材快要达到预设缠绕量时,工作人员将收卷设备二置于收卷设备一与生产设备之间。并使防水卷材经过收卷设备二上的裁刀与料筒之间的间隙。启动收卷设备二内的升降件,升降件驱动裁刀朝向料筒运动并将防水卷材切断,此时收卷设备二朝向生产设备一侧的防水卷材被固定至料筒的压料间隙内,而收卷设备二远离生产设备一侧的防水卷材则可以通过料筒的放料间隙脱离收卷设备二上的料筒,并被收卷设备一继续收卷。启动驱动机构使料筒转动,使防水卷材逐渐开始被收卷至收卷设备二上的料筒。料筒上设置于裁刀配合实用的嵌槽,这样在料筒更换的过程中,当裁刀将防水卷材切割完毕后,裁刀和嵌槽的配合可以代替人工将防水卷材与料筒固定,这样能够更为便捷的实现料筒的更换。
24.综上所述,本技术包括以下至少一种有益技术效果:1.通过提供一种防水卷材收卷设备,收卷设备的转轴上设置裁刀和用于驱动裁刀向转轴运动的升降件,使得料筒的更换的时候,防水卷材的切割更为容易;2.通过提供一种料筒,料筒上设置于裁刀配合实用的嵌槽,这样在料筒更换的过程中,当裁刀将防水卷材切割完毕后,裁刀和嵌槽的配合可以代替人工将防水卷材与料筒固定,这样能够更为便捷的实现料筒的更换。
附图说明
25.图1是本技术实施例中收卷设备的侧视图。
26.图2是本技术实施例中收卷装置的外形结构示意图。
27.图3是图2中a部分的局部放大示意图。
28.图4是本技术实施例中裁刀为嵌入嵌槽下的状态图。
29.图5是图4中b部分的局部放大示意图。
30.图6是本技术实施例中凸显裁刀切割防水卷材时的状态图。
31.图7是本技术实施例中裁刀的界面图。
32.图8是本技术实施例中调节杆的外形示意图。
33.图9是本技术实施例中凸显裁刀与导轨之间连接结构的示意图。
34.图10是本技术实施例中凸显导向件与环形板连接结构的示意图。
35.附图标记说明:1、支撑机构;11、支架;111、底座;1111、万向轮;112、支撑杆;12、转轴;121、限位件;1211、限位块;122、连接管;2、驱动机构;3、裁剪机构;31、升降件;32、裁刀;321、刀体;3211、安装孔;3212、插槽;3213、连接槽;322、连接件;323、压板;3231、压杆;32311、穿孔;34、弹性件一;35、调节杆;351、调节斜面;352、受力块;4、料筒;41、筒体;411、限位槽;412、嵌槽;4121、压料间隙;4122、放料间隙;5、导轨;51、轨道本体;511、通道;5111、滑槽;5112、弹性件二;6、环形板;61、滑道;611、槽体一;612、槽体二;6121、导向斜面;7、导向件;71、连接部;72、导向部。
具体实施方式
36.以下结合附图1-10对本技术作进一步详细说明。
37.本技术实施例公开一种防水卷材生产用收卷设备。参照图1,收卷设备包括收卷装置和料筒4。收卷装置包括包括支撑机构1、驱动机构2和裁剪机构3。
38.支撑机构1包括支架11和转轴12,具体来说,支架11包括底座111和支撑杆112,底座111水平设置,支撑杆112竖直固接至底座111的上表面。转轴12水平设置于底座111的正上方,转轴12转动连接至支撑杆112的顶端。
39.为了便于工作人员对支架11的移动,底座111底部的四个边角处都安装有万向轮1111。
40.驱动机构2采用电机,驱动机构2固定安装至支撑杆112,驱动机构2位于支撑杆112上背离转轴12的一面。驱动机构2通过皮带和带轮的方式与转轴12连接在一起,驱动机构2用于驱动转轴12旋转。
41.参照图2,裁剪机构3安装至转轴12。
42.参照图3,裁剪机构3包括升降件31和裁刀32,升降件31可以是液压缸、气缸或电动推杆等,在本实施例中升降件31选用电动推杆。升降件31垂直安装至转轴12。裁刀32沿转轴12的轴向布置,裁刀32的一端与升降件31的活塞杆连接。升降件31用于驱动裁刀32向转轴12运动。
43.参照图4,料筒4包括筒体41,筒体41套设至转轴12。
44.参照图5,料筒4与转轴12之间设置有限位件121,限位件121设置的目的在于对料筒4进行限位,使转轴12在转动的过程中,料筒4能够随转轴12进行同步转动,同时当料筒4上的防水卷材收卷完毕后,可将料筒4沿转轴12的轴向卸下。
45.具体来说,限位件121包括多个沿转轴12的轴向固接于转轴12的限位块1211,多个限位块1211围绕转轴12的轴向均匀布置。对应的筒体41的内周面上开设有多个限位槽411,多个限位槽411与多个限位块1211一一对应,当料筒4套设于转轴12时,限位块1211滑移连接至限位槽411内。
46.在防水卷材生产设备的出料口处,工作人员将防水卷材缠绕至收卷设备的料筒4,驱动机构2带动转轴12转动,转轴12通过限位件121带动料筒4转动,进而使防水卷材不断缠绕至料筒4。为了便于后续的表述在本实施例中,将此收卷设备命名为收卷设备一。
47.待收卷设备一的料筒4上所缠绕的防水卷材快要达到预设缠绕量时,工作人员将
另外的一组防水卷材收卷设备置于收卷设备一与防水卷材生产设备之间。为了便于后续的表述在本实施例中将此新更换的防水卷材收卷设备命名为收卷设备二。
48.使防水卷材经过收卷设备二的裁刀32和料筒4之间的间隙,而后启动升降件31使裁刀32朝向料筒4运动并将防水卷材切断,之后将防水卷材缠绕至料筒4,并使驱动机构2驱动料筒4转动,使防水卷材逐渐收卷至料筒4。
49.按照上述方式可实现防水卷材的不断收卷。同时在更换料筒4的过程中裁刀32的存在还可以代替人工对防水卷材进行切割。
50.参照图5,筒体41的外周面上开设有沿料筒4轴向布置的嵌槽412,嵌槽412的两端分别延伸至筒体41两端的端面,嵌槽412用于与裁刀32配合使用。
51.参照图6,升降件31驱动裁刀32朝向料筒4运动,并使裁刀32运动至嵌槽412内,此时裁刀32一侧的嵌槽412内形成压料间隙4121,裁刀32另一侧的嵌槽412内形成放料间隙4122。压料间隙4121的宽度略小于防水卷材的厚度,放料间隙4122的宽度大于防水卷材的厚度。
52.升降件31驱动裁刀32朝向料筒4运动,裁刀32运动至嵌槽412内,并将防水卷材切断,此时由于压料间隙4121的宽度小于防水卷材的厚度,切断后的防水卷材被固定至料筒4,此时生产设备生产出的防水卷材能够持续的被收卷至收卷设备二的料筒4。而由于放料间隙4122的宽度大于防水卷材的厚度,收卷设备二朝向收卷设备一一侧的被切断后的防水卷材可以脱离收卷设备二上的料筒4,进而被继续被收卷设备一收卷至料筒4一。
53.这样人们在更换料筒4的过程中,当防水卷材被收卷设备二上的裁刀32切断后,便不再需要人为的去将防水卷材固定至收卷设备二的料筒4,裁刀32便可以将防水卷材固定至料筒4,从而大大降低了人力成本。
54.当料筒4上的防水卷材收卷完毕后,工作人员需向远离支撑杆112的一侧拉动料筒4,使料筒4于转轴12卸下即可。
55.参照图5,裁刀32包括刀体321和压板323。刀体321远离支撑杆112的一端端面沿刀体321的轴向开设有安装孔3211。
56.参照图7,刀体321朝向压料间隙4121的一面开设有插槽3212,安装孔3211穿过插槽3212。
57.压板323设置于刀体321朝向压料间隙4121的一侧,压板323朝向刀体321的一面垂直固接有压杆3231,压杆3231滑移连接于插槽3212。压杆3231上开设有穿孔32311。
58.参照图5,安装孔3211内穿设有调节杆35,调节杆35与刀体321螺纹连接。
59.参照图7,调节杆35穿过压杆3231上的穿孔32311。
60.参照图8,调节杆35上设有调节斜面351,调节斜面351与穿孔32311的边沿抵接。
61.工作人员通过旋拧调节杆35使调节杆35沿刀体321的轴向运动,调节杆35在运动的过程中调节斜面351可以驱动压板323向远离刀体321的方向运动。
62.当料筒4上的防水卷材收卷完毕后,工作人员旋拧调节杆35使压板323不再压紧压料间隙4121内的防水卷材,这样当工作人员在将料筒4于转轴12上卸下的过程中,由于裁刀32不再压紧防水卷材,从而使裁刀32更易于收卷有防水卷材的料筒4脱离,进而使收卷有防水卷材的料筒4更易与转轴12脱离。
63.参照图7,插槽3212内壁与压杆3231之间设有弹性件一34,弹性件一34的作用是驱
动压板323向刀体321的方向运动。
64.弹性件一34的设置能够对压杆3231和压板323起到一定的限位作用,并且在调节杆35旋拧的过程中,当调节杆35推动压板323向远离刀体321的方向运动时,弹性件一34产生有拉动压板323向刀体321运动的蓄力,这样当调节杆35再反向旋转的时候,弹性件一34能够驱动压板323向刀体321运动。
65.参照图5,螺杆伸出安装孔3211的一端同轴固接有横截面为六边形的受力块352,受力块352设置的目的在于便于工作人员对于螺杆进行旋拧。
66.参照图3,料筒4与支撑杆112之间设置有导轨5,导轨5包括轨道本体51,轨道本体51垂直固接于转轴12的外周面,轨道本体51远离转轴12的端面开设有沿轨道本体51长度方向通道511,通道511内开设有沿轨道本体51长度方向布置的滑槽5111。
67.参照图9,裁刀32朝向支撑杆112的一端同轴固接有与滑槽5111适配的连接件322,连接件322滑移连接于滑槽5111内。
68.连接件322和导轨5的配合可以对裁刀32的运动轨迹进行限制,使升降件31在驱动裁刀32运动的过程中更为稳定。
69.参照图3,导轨5与支撑杆112之间的转轴12上同轴套设有横截面为多边形的连接管122,连接管122与转轴12固接,连接管122外围同轴套设有环形板6,环形板6与连接管122滑移连接。升降件31沿环形板6的径向固接于环形板6朝向导轨5的一侧。且升降件31的活塞杆朝向转轴12。
70.刀体321背离转轴12的一侧开设有连接槽3213,连接槽3213延伸至刀体321朝向支撑杆112的一端,升降件31的活塞杆朝向转轴12的一端伸入到连接槽3213内。
71.参照图10,环形板6朝向支撑杆112的一面开设有环形的滑道61。滑道61包括开设于环形朝向支撑杆112一面的环形槽体一611,还包括开设于槽体一611内壁的环形槽体二612,槽体一611和槽体二612都与转轴12同轴。
72.槽体二612朝向料筒4的一面设有环形的导向斜面6121,导向斜面6121与转轴12同轴。
73.支撑杆112朝向环形板6的一面固接有导向件7,导向件包括一体设置的连接部71和导向部72,导向部72置于槽体二612内,且导向部72朝向导向斜面6121的一侧与导向斜面6121抵接。连接部71固接于导向部72和支撑杆112之间。
74.在料筒4更换的过程中,升降件31通过连接槽3213驱动裁刀32朝向转轴12运动,并将防水卷材裁断,之后驱动机构2通过转轴12带动料筒4转动,转轴12在转动的过程中,导向件7中的导向部72在导向斜面6121的作用下驱动环形板6向支撑杆112运动,使环形板6逐渐的脱离连接管122,此时环形板6便不再随转轴12进行转动,这样能够尽可能的避免在收卷的过程中升降件31上的电线缠绕在收卷设备上不便于收置。
75.参照图9,通道511内朝向转轴12的一端设有弹性件二5112,弹性件二5112固接于连接件322和导轨5之间,弹性件二5112用于推动裁刀32脱离料筒4上的嵌槽412。
76.在料筒4更换的过程中,当工作人员使防水卷材位于裁刀32和料筒4之间时,弹性件二5112能够代替人力对裁刀32进行支撑。
77.本技术实施例一种防水卷材生产用收卷设备的实施原理为:在防水卷材生产设备的末端,工作人员将防水卷材缠绕至收卷设备一上的料筒4,收卷设备一的驱动机构2带动
料筒4转动,使防水卷材不断缠绕至料筒4。
78.待收卷设备一料筒4上的所缠绕的防水卷材快要达到预设缠绕量时,工作人员将收卷设备二置于收卷设备一与生产设备之间。并使防水卷材经过收卷设备二上的裁刀32与料筒4之间的间隙。
79.启动收卷设备二内的升降件31,升降件31驱动裁刀32朝向料筒4运动并将防水卷材切断,此时收卷设备二朝向生产设备一侧的防水卷材被固定至料筒4的压料间隙4121内,而收卷设备二远离生产设备一侧的防水卷材则可以通过料筒4的放料间隙4122脱离收卷设备二上的料筒4,并被收卷设备一继续收卷。启动驱动机构2使料筒4转动,使防水卷材逐渐开始被收卷至收卷设备二上的料筒4。
80.而收卷设备一上料筒4需被卸下之前,工作人员首先旋拧调节杆35,使压杆3231朝向刀体321运动,之后拉动料筒4即可实现料筒4于转轴12上卸下。
81.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。