1.本发明涉及一种用于场辅助烧结的烧结设备,该烧结设备具有:至少一个导电模具,其具有设成用于接纳特别地呈生压胚的形式的待烧结的烧结材料的接纳空间;第一调整装置和至少一个模子冲压件,其可借助于第一调整装置来相对于接纳空间沿着第一调整轴线可调整地移动到按压位置中,在按压位置中,出于利用第一压缩力来对烧结材料机械加压的目的,所述至少一个模子冲压件轴向地下沉到接纳空间中,并且具有构造成借助于将电流施加到所述模具来将模具加热的电阻加热装置。
背景技术:
2.这种类型的烧结设备从wo 2017/177995 a1获知,并且设成用于场辅助烧结。被称为场辅助烧结的也以缩写词fast(场辅助烧结技术)和sps(火花等离子体烧结)已知。已知的烧结设备具有:呈环形模子的形状的导电模具,待烧结的烧结材料被引入到导电模具中;和两个模子冲压件,其可沿相反方向轴向地下沉到环形模子中。另外提供了一种具有脉冲直流源和两个电极的电阻加热装置。电极以压缩力传递和导电的方式被支承于模子冲压件的后侧上。为了将压缩力施加到烧结材料,调整装置对电极的后侧起作用并且使电极朝向彼此与模子冲压件一起沿着调整轴线移动。同时,为了将模具加热,脉冲直流经由电极来传导到模子冲压件中并且从那里传导到模具中。作为模具的电阻的结果,使模具升温,并且作为结果,引起对烧结材料的热施加,其对于烧结为必要的。
技术实现要素:
3.本发明的目标是提供在开端提到的类型的烧结设备,该烧结设备具有优于现有技术的改进的性质,并且特别地允许改进的对烧结材料的加压和对烧结材料的热施加。
4.以如下方式实现了所述目标,即第二调整装置和至少一个接触冲压件被分配给电阻加热装置,所述至少一个接触冲压件可借助于第二调整装置相对于模具沿着第二调整轴线可调整地移动到接触位置中,在接触位置中,出于将电流施加到模具的目的,所述至少一个接触冲压件利用第二压缩力抵靠模具的外表面被按压。根据本发明的解决方案导致有可能独立于对模具的电流施加而实现烧结材料的机械加压,并且反之亦然。这是因为,通过与常规的用于场辅助烧结的烧结设备对比,例如,并非同时经由设成用于机械加压的所述至少一个模子冲压件来将电流施加到模具。作为替代,根据本发明电流的施加经由所述至少一个接触冲压件而实现,并且,加压经由所述至少一个模子冲压件来实现。在这方面,为了简单性,还有可能涉及力和电流的单独和/或独立的流动。根据本发明的解决方案导致有可能使所述至少一个接触冲压件在电流施加方面以有针对性的方式并且独立于机械加压的要求构造。同时,所述至少一个模子冲压件可在机械加压方面以有针对性的方式并且独立于电流施加的要求构造。所述至少一个模子冲压件和所述至少一个接触冲压件可例如有利地由不同材料制造和/或具有用于机械地传递力或电能的不同尺寸(特别地,不同横截面)和/或用于与烧结材料或模具的外表面进行接触的不同的接触表面。在这方面,根据本发明
并非强制地必须的是,所述至少一个模子冲压件由导电材料制造。作为替代,可有利地使用特别压力稳定的材料,特别地陶瓷等等。同时,根据本发明并非强制地必须的是,所述至少一个接触冲压件由特别压力稳定的材料制造。作为替代,可有利地使用特别导电的材料。根据本发明还提供的是,所述至少一个模子冲压件可借助于第一调整装置来可调整地移动,并且,所述至少一个接触冲压件可借助于第二调整装置来可调整地移动。第一调整装置引起用于将压缩力施加到烧结材料的第一压缩力。第二调整装置引起用于将所述至少一个接触冲压件抵靠模具的外表面按压的第二压缩力。以此方式,第二压缩力可在所述至少一个接触冲压件与外表面之间的电接触阻力方面以有针对性的方式并且独立于待实现的烧结材料的加压设定。同时,第一压缩力可在将压缩力施加到烧结材料方面以有针对性的方式并且独立于将在所述至少一个接触冲压件与外表面之间实现的接触阻力设定。如果所述至少一个模子冲压件与模具相比具有小的横截面面积和/或质量,则根据本发明的解决方案提供特定优点。在来自现有技术的烧结设备的情况下,在这些规定的情况下并且在某些条件下,不可能获得充分的电流以及因此热的施加,因为,出于此目的,模子冲压件的横截面和/或质量相对于模具太低。在根据本发明的解决方案的情况下,这不起作用,因为,电流以及因此热的施加经由所述至少一个接触冲压件并且独立于所述至少一个模子冲压件发生。如果例如由于所述烧结材料具有液相而仅要求比较低的对烧结材料的压缩力施加,则根据本发明的解决方案另外提供特定优点。在来自现有技术的烧结设备的情况下,在这些规定的情况下并且在某些条件下,不可能达成最佳的电流以及因此还有热的施加,因为,由于比较低的按压力的原因,电接触阻力太高。根据本发明的解决方案相反确保即使在用于施加压缩力的比较低的第一压缩力的情况下,也可获得充分地低的电接触阻力。这是因为,借助于所述至少一个接触冲压件并且独立于所述至少一个模子冲压件施加对于可实现的电接触阻力为重要的第二压缩力。模具也可被称为模子或烧结模子。第一压缩力也可被称为按压力。第二压缩力也可被称为接触力。第一调整轴线和第二调整轴线可特别地彼此平行地、同轴地或垂直地取向。在本发明的一种构造中,可提供多个模子冲压件和/或多个接触冲压件。优选地液压地产生第一压缩力和/或第二压缩力。因此,第一调整装置和/或第二调整装置优选地是液压调整装置、气动调整装置或电动调整装置。在这方面,为了施加第一压缩力和/或第二压缩力,可提供至少一个相应的液压缸、气动缸和/或马达驱动式主轴。根据本发明的烧结设备构造成用于场辅助烧结,其中,场辅助烧结也可以通过缩写词fast(场辅助烧结技术)和/或sps(火花等离子体烧结)提及。
5.在本发明的一种构造中,设有调节装置,其配置成将第一压缩力调节成第一值并且配置成将第二压缩力调节成第二值。结果,一方面,可获得对烧结材料特别精确的压缩力施加。另一方面,第二压缩力的调节导致有可能以有针对性的方式对在所述至少一个接触冲压件与模具的外表面之间产生的电接触阻力造成影响且调节。这导致有可能获得电流以及因此热的进一步改进的施加。作为备选方案或另外,调节装置可配置成控制第一压缩力和第二压缩力,并且,在这方面,可设计为简单的控制装置。
6.在本发明的另外的构造中,第一调整轴线和第二调整轴线彼此平行地和/或同轴地取向,其中,所述至少一个接触冲压件在接触位置中抵靠模具的底端面或顶端面被按压。以此方式,特别地获得烧结设备的在结构上简单的构成。第一压缩力和第二压缩力以与调整轴线对应的方式彼此平行地和/或同轴地取向。模具的底端面或顶端面优选地与第二压
缩力以及因而第二调整轴线垂直地取向。
7.在本发明的另外的构造中,所述至少一个接触凸模子有带有贯穿开口的环形形状,第一调整轴线纵向地,特别地同轴地延伸通过贯穿开口。以此方式,可获得烧结设备的进一步简化的结构。所述至少一个接触冲压件的环形形状优选地为圆形-圆柱形形状。贯穿开口优选地为圆形-圆柱形的贯穿开口。环形形状和/或贯穿开口的轴向方向优选地与第二调整轴线同轴地取向。如下情况是优选的:在每一种情况下,模子冲压件和/或第一调整装置至少在某些部分中纵向地延伸通过贯穿开口。在任何情况下,这在按压位置中发生。在本发明的该构造中,模具优选地具有环形形状,特别地,圆形-圆柱形形状。
8.在本发明的另外的构造中,第一调整轴线和第二调整轴线彼此垂直地取向,其中,所述至少一个接触冲压件在接触位置中抵靠模具的侧向外壳表面被按压。外壳表面与第二调整轴线和/或第二压缩力垂直地取向。在本发明的该构造中,第一调整轴线竖直地取向,并且,第二调整轴线水平地取向,或反之亦然。调整轴线的这样的取向可提供结构优点。特别地,可用的结构空间可以以改进的方式被利用。
9.在本发明的另外的构造中,冲模子有立方形状,其中,外壳表面与第二调整轴线垂直地并且与第一调整轴线平行地取向。模具的这样的立方形状在模具构造为具有多个接纳空间的多腔模子时特别地有利。例如,在比较“小的”烧结部件(诸如,用于牙科治疗的磨削尖或钻头)的工业制造期间,这样的多腔模子提供特定优点。外壳表面的立方形状和对应的取向导致有可能(特别地,与模具的圆柱形形状比较)获得所述至少一个接触冲压件与外壳表面之间的相对大的接触表面。此外,可用的结构空间可以以改进的方式被利用。
10.在本发明的另外的构造中,模具构造为具有多个接纳空间的多腔模子。这样的构造特别地在与本发明的前文的构造组合的情况下特别地有利。至少一个模子冲压件被分配给多个接纳空间中的每个,其结果是,相应地提供多个模子冲压件。
11.在本发明的另外的构造中,所述至少一个模子冲压件不导电,其中,所述至少一个模子冲压件由电绝缘材料制造和/或具有电绝缘涂层。出于此目的,所述至少一个模子冲压件可特别地由陶瓷制造或具有陶瓷涂层。从现有技术获知的用于场辅助烧结的烧结设备通常强制地以模子冲压件或模子冲压件的导电构造为前提。本发明的该构造规避通常与此相关联的受制约的材料选择。
12.在本发明的另外的构造中,所述至少一个模子冲压件由金属制造。用于模子冲压件的材料的这样的选择特别地但非排他性地在与构造为用于制造“小的”烧结部件的多腔模子的模具联合的情况下为有利的。由于所述至少一个模子冲压件由金属制造,因而它具有比较低的电阻,由于由与此相关联的阻力引起的比较低的加热程度的原因,这对于执行常规的场辅助烧结过程而为不利的。该缺点通过电流施加与压缩力施加之间的根据本发明的分离而规避,因为,电流的施加经由所述至少一个接触冲压件并且因而与所述至少一个金属模子冲压件分开实现。
13.在本发明的另外的构造中,第一调整装置通过电绝缘和/或热绝缘的绝缘元件的方式对所述至少一个模子冲压件作用。换而言之,第一调整装置借助于绝缘元件来相对于所述至少一个模子冲压件电绝缘和/或热绝缘。这借助于第一调整装置抵消电流和/或热的不期望的耗散。这导致有可能获得对烧结材料的电流以及因此热的进一步改进的施加。绝缘元件优选地由陶瓷材料制造。
14.在本发明的另外的构造中,设有第一模子冲压件和第二模子冲压件,第一模子冲压件和第二模子冲压件可借助于第一调整装置来相对于彼此而沿着第一调整轴线沿相反方向可调整地移动,并且,在按压位置中,第一模子冲压件和第二模子冲压件相对于彼此而沿相反方向轴向地下沉到接纳空间中。在该构造中,接纳空间呈贯穿开口的形式,贯穿开口轴向地延伸通过模具并且具有彼此相反的面开口。两个模子冲压件分别在按压位置中轴向地伸出到面开口中一个。为了施加第一压缩力,第一模子冲压件和第二模子冲压件沿着第一调整轴线朝向彼此相对地移动。出于此目的,第一模子冲压件和/或第二模子冲压件可借助于第一调整装置来以能够调整地可移动的方式移位。换而言之,两个模子冲压件或两个模子冲压件中的仅一个可以以能够调整地可移动的方式移位。
15.在本发明的另外的构造中,设有第一接触冲压件和第二接触冲压件,第一接触冲压件和第二接触冲压件可借助于第二调整装置来相对于彼此而沿着第二调整轴线沿相反方向可调整地移动,并且,在接触位置中,第一接触冲压件和第二接触冲压件抵靠模具的彼此相反的外表面被按压。取决于第二调整轴线的取向,相反的外表面可为模具的轴向地相反的端面或模具的侧向地相反的外壳表面。为了施加第二压缩力,第一接触冲压件和第二接触冲压件沿着第二调整轴线朝向彼此相对地移动。出于此目的,第一接触冲压件和/或第二接触冲压件可借助于第二调整装置来以能够调整地可移动的方式移位。换而言之,两个接触冲压件或两个接触冲压件中的仅一个可以以能够调整地可移动的方式移位。
16.在本发明的另外的构造中,电阻加热装置配置成将交流和/或直流(特别地,脉冲直流)施加到模具。取决于具体的使用情形和/或待烧结的烧结材料,施加交流或直流(特别地,脉冲直流)可提供特定优点。本发明的该构造因而允许烧结装置的特别灵活的使用。
附图说明
17.本发明的另外的优点和特征将从权利要求显现,并且从本发明的基于附图呈现的优选的示例性实施例的以下描述显现。
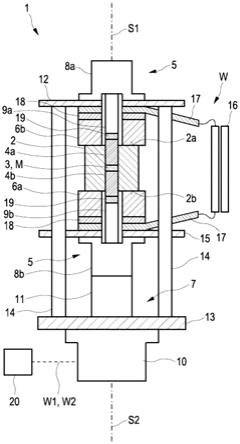
18.图1显示设成用于场辅助烧结的根据本发明的烧结设备的一个实施例的示意性地非常简化的图示,图2显示根据本发明的烧结设备的另外的实施例的细节的示意性并且部分截面的图示,以及图3显示根据本发明的烧结设备的另外的实施例的细节的示意性并且部分截面的图示。
具体实施方式
19.根据图1,烧结设备1构造成用于场辅助烧结并且因而用于实行fast或sps过程。
20.烧结设备1具有模具2,模具2也可被称为模子或烧结模子。模具2具有接纳空间3,接纳空间3设成用于接纳待烧结的烧结材料m。在这方面,模具2由导电材料制造,在本情况下,石墨被选择为该材料。在所显示的实施例中,呈生压胚(其也可被称为粉末部分、压制坯体或生坯体)的形式的烧结材料m被接纳于接纳空间3中。
21.为了执行烧结材料m的场辅助烧结,所述烧结材料一方面被机械地加压。另一方面,烧结材料m同时被加热,并且在这方面受热。
22.为了给烧结材料m加压,烧结设备1具有至少一个模子冲压件4a和第一调整装置5。模子冲压件4a可借助于第一调整装置5来相对于模具2并且因而还相对于接纳空间3沿着第一调整轴线s1在不同位置之间可调整地移动。在这方面,基于图1,显示了模子冲压件4a的按压位置,其中,出于烧结材料m的机械加压的目的,所述模子冲压件沿着第一调整轴线s1沿轴向方向下沉于接纳空间3中,并且,以此方式,沿着第一调整轴线s1轴向地起作用的第一压缩力(未更详细地说明)传递到烧结材料m。第一压缩力也可被称为按压力。
23.为了对烧结材料m加热,烧结设备1具有电阻加热装置w。至少一个接触冲压件6a和第二调整装置7被分配给电阻加热装置w。在这方面,接触冲压件6a可借助于第二调整装置7来相对于模具2沿着第二调整轴线s2在不同位置之间可调整地移动。基于图1,接触冲压件6a显示在接触位置中。在该位置中,出于将电流施加到模具的目的,接触冲压件6a抵靠模具2的外表面(未更详细地说明)被按压。在这方面,第二压缩力起作用,第二压缩力也可被称为接触力。
24.凭借在一方面加压与另一方面电流以及因此热的施加之间的上述的结构分离来获得许多优点。
25.特别地,独立于彼此地选择和/或设定按压力和接触力是可行的。这同样适用于模子冲压件4a和接触冲压件6a的有效的横截面和/或接触表面的结构构造。换而言之,对施加电流的目的有效的接触冲压件6a的尺寸在结构上独立于对加压有效的模子冲压件4a的尺寸。这在出于烧结“小的”烧结部件的目的而需要与模具的尺寸比较为较小的模子冲压件时是特别地有利的。
26.此外,由于烧结设备1的根据本发明的构成的结果,对于模子冲压件4a而言并非强制地必须为导电的。作为替代,例如,使用特别压力稳定的材料是可行的。反之亦然,对于接触冲压件6a而言并非强制地必须为特别压力稳定的,并且因此,在最优化的可能的电流施加方面,可使用特别导电的材料。
27.基于图1显示的实施例的另外的空间物理特征和功能特征将在下文中详细地解释。在本发明方面,这些特征是有利的,但不应被认为是必要的和/或强制地必须的。
28.在基于图1显示的实施例中,第一调整轴线s1和第二调整轴线s2同轴地取向。
29.在本情况下,除了模子冲压件4a(其也可被称为第一模子冲压件)之外,烧结设备1还具有另外的模子冲压件4b。所述另外的模子冲压件也可被称为第二模子冲压件。第一模子冲压件4a和第二模子冲压件4b可相对于彼此沿着第一调整轴线s1沿相反方向可调整地移动。在按压位置中,两个模子冲压件4a、4b以相对的方式轴向地下沉于接纳空间3中。在所显示的实施例中,所述接纳空间构造为轴向地延伸通过模具2的通道孔。两个模子冲压件4a、4b还可借助于第一调整装置5来相对于彼此移动。
30.在所显示的实施例中,第一调整装置5具有上按压缸8a、9a和下按压缸8b、9b。上按压缸8a、9a对第一模子冲压件4a起作用。下按压缸8b、9b对第二模子冲压件4b起作用。上按压缸8a、9a具有主体8a和可移动的按压冲压件9a。同样的类似地适用于下按压缸8b、9b。
31.在所显示的实施例中,除了接触冲压件6a(其也可被称为第一接触冲压件)之外,烧结设备1还具有另外的接触冲压件6b。后者也可被称为第二接触冲压件。在所显示的接触位置(图1)中,两个接触冲压件6a、6b抵靠模具2的彼此相反的端面2a、2b被按压。为了施加第二压缩力,并且出于进行电接触的目的,两个接触冲压件6a、6b可借助于第二调整装置7
来相对于彼此沿着第二调整轴线s2移动。在本情况下,第二调整装置7构造为另外的按压缸,被称为台缸10、11,并且具有主体10和可相对于所述主体移动的台冲压件11。
32.在所显示的实施例中,上按压缸8a、9a、下按压缸8b、9b以及台缸10、11分别构造为液压缸。
33.在一个实施例(未显示)中,按压缸和台缸构造为气动缸。在另外的实施例(未显示)中,取而代之是如下的情况:电动地驱动的球形主轴设成用于沿着调整轴线施加调整移动。
34.在所显示的实施例中,烧结设备1还具有框架布置12、13、14、15。所述框架布置具有在位置上固定的上板12、在位置上固定的下板13、纵向地延伸于在位置上固定的板12、13之间的多个导柱14以及在导柱14上被可移动地引导的可移动板15。上板12也可被称为横梁。下板13也可被称为底板。可移动板15也可被称为按压台。
35.在所显示的实施例中,台缸10、11和下按压缸8b、9b在某种程度上在运动学上串联地连接。出于此目的,下按压缸8b、9b被支承于台缸10、11的台冲压件11上。台缸10、11的主体10固定地连接到底板13。相比之下,下按压缸8b、9b的主体8b固定地连接到按压台15。上按压缸8a、9a的主体8a固定地连接到横梁12。
36.电阻加热装置w配置成将交流和/或直流(特别地,脉冲直流)施加到模具2,并且具有变压器16、连接元件17(其在本情况下设计为铜连接件)以及电极18。所述电极设计为黄铜电极。从变压器16出发,电流可经由连接元件17、电极18并且从此处经由接触冲压件6a、6b来施加到模具2。
37.在所显示的实施例中,两个接触冲压件6a、6b具有带有相应的贯穿开口(未更详细地说明)的环形形状,第一调整装置5的第一调整轴线s1延伸通过该贯穿开口。上按压冲压件9a和/或第一模子冲压件4a轴向地伸出到第二接触冲压件6b中的贯穿开口中。下按压冲压件9b和/或第二模子冲压件4b伸出到第一接触冲压件6a中的贯穿开口中。
38.布置于接触冲压件6a、6b的后侧上以便进行电接触的电极18因此具有带有用于按压冲压件9a、9b的相应的贯穿开口(未更详细地说明)的环形构造。也是这样的情况:连接元件17在其与电极18接触的区域中具有这样的相应的环形构造。
39.接触冲压件6a、6b沿着第二调整轴线s2布置于横梁12与按压台15之间,并且借助于相应的电极18和相应的连接元件17在顶部处被支承于横梁12上并且在底部处被支承于按压台15上。
40.为了按压接触冲压件6a、6b,按压台15沿着第二调整轴线s2沿横梁12的方向并且因而(相对于图1的附图的平面)向上移位。这在台缸10、11的作用下达成,台缸的台冲压件11在此使下按压缸8b、9b的被支承于按压台15的底部上的主体8b上升。一旦接触冲压件6a、6b占据接触位置并且所要求的第二压缩力被实现,所要求的对烧结材料m的压缩力施加就可通过上按压冲压件9a和下按压冲压件9b的对应的调整移动的方式达成。
41.在所显示的实施例中,模子冲压件4a、4b分别借助于相应的绝缘元件19来与相应的按压冲压件9a和9b绝缘。在本情况下,绝缘元件19确保热绝缘和电绝缘,并且出于此目的而由陶瓷材料制造。
42.此外,模子冲压件4a、4b分别是不导电的,并且出于此目的而由电绝缘材料(例如,陶瓷)制造。在一个实施例(未显示)中,取而代之是如下的情况:仅可提供模子冲压件的电
绝缘涂层。
43.在本情况下,烧结设备1还具有调节装置20。调节装置20配置成将第一压缩力调节成第一值w1,并且配置成将第二压缩力调节成第二值w2。调节装置20以示意性地非常简化的方式图示。位于调节装置20与烧结设备1的构件的剩余部分之间的连接(其可基于图1被看见作为虚线)示意性地组成调节系统中的到至少第一调整装置5和第二调整装置7的操作性连接。调节装置20使彼此分开地设定按压力和接触力且将所述力调整成预定义值w1、w2为可行的。这特别在与位于台缸10、11与下按压缸8b、9b之间的上述的在运动学上串联的连接联合的情况下为有利的。
44.图2和图3显示根据本发明的烧结设备的另外的实施例的细节的图示。为了避免重复,将在下文中仅讨论根据图2和图3的实施例中的相对于根据图1的实施例的显著差异。在这方面,完全相同的构件设有完全相同的参考符号,并且未单独地解释。
45.根据图2的实施例的显著差异是,提供与第一调整轴线s1垂直地取向的第二调整轴线s2'。因此,在所显示的接触位置中,接触冲压件6c、6d抵靠模具2'的侧向外壳表面2c、2d被按压。外壳表面2c、2d与第二调整轴线s2'垂直地取向。为了允许接触冲压件6c、6d的尽可能大面积的接触,外壳表面2c、2d在彼此平行的平面上取向,模具2'具有矩形(特别地,正方形)外轮廓。这不同于根据图1的模具2的圆形-圆柱形构造。
46.根据图3的实施例的显著差异是,模具2''构造为具有多个接纳空间3的多腔模子。接纳空间3分别设成用于接纳待烧结的烧结材料m,其结果是,本构造允许多个烧结部件同时被烧结。可沿着第一调整轴线s1沿相反方向可调整地移动的两个模子冲压件40a、40b分别被分配给每个接纳空间3。在这方面,模子冲压件40a分别由金属制造。这特别在模子冲压件40a的可基于图3看到的某些部分中比较薄的构造方面为有利的。接触力(未更详细地说明)沿着第二调整轴线s2''施加到模具2''的外壳表面2c、2d。第二调整轴线s2''与成对地布置的模子冲压件40a、40b的第一调整轴线s1垂直地取向。此外,模具2''具有(与根据图2的模具2'类似地)立方形状,其中,外壳表面2c、2d与第二调整轴线s2''垂直地并且与第一调整轴线s1平行地取向。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。