1.本发明涉及一种成型用组合物以及三维造型物的制造方法。
背景技术:
2.不拘于机械加工或铸造而使三维形状的物体成型的技术正在推进。例如,在专利文献1中公开了一种制造方法,该制造方法以包含无机粉末的化合物作为原料,并使用热熔融层叠方式(fdm方式)的立体打印机(3d打印机)来形成造型物,并且通过使该造型物脱脂、烧结,从而制造金属或陶瓷产品。在该文献中,记载了根据该制造方法而使在机械加工或铸造中无法实现的形状的金属或陶瓷产品迅速成型的内容、适于产品的少量生产的内容。
3.但是,由于在将与现有的mim(metal injection molding,金属粉末注射成型)相同的化合物应用在三维造型装置中的情况下化合物的粘度较高且流动性不足,因此,从三维造型装置射出化合物的射出量变得不稳定,从而造型物的形状的精度有可能降低。因此,谋求降低化合物的粘度而获得造型物的良好的形状精度。
4.专利文献1:日本特开2000-144205号公报
技术实现要素:
5.本发明所涉及的成型用组合物的一个方式包含粉末、蜡、粘合成分、成型成分和增塑剂,并且190℃下的所述粘合成分的熔体流动速率为200g/10min以上,所述增塑剂的密度为1.0g/cm3以下。
6.本发明所涉及的三维造型物的制造方法的一个方式具有喷出上述方式的成型用组合物的层形成工序,并实施多次所述层形成工序。
具体实施方式
7.以下,对本发明的几个实施方式进行说明。以下所说明的实施方式为对本发明的一个示例进行说明的实施方式。本发明并非被限定于以下的实施方式的发明,也包括在不变更本发明的主旨的范围内被实施的各种变形方式。另外,以下所说明的结构并非全部是本发明的必要结构。
8.1.成型用组合物
9.本实施方式所涉及的成型用组合物包含粉末、蜡、粘合成分、成型成分和增塑剂。而且,190℃下的粘合成分的熔体流动速率为200g/10min以上,所述增塑剂的密度为1.0g/cm3以下。以下,对各个成分进行说明。另外,在本说明书中,有时将成型用组合物中所包含的粉末以外的成分统称为“粘合剂”。
10.1.1.粉末
11.本实施方式的成型用组合物含有粉末。粉末为,在将成型用组合物脱脂并烧成后的造型物中其一部分或全部会残留下来的成分。即,作为在本实施方式的成型用组合物中使用的粉末,只要其为即使粘合剂由于脱脂和烧结而消失也能够残存的物质即可,例如可
以列举无机粉末、有机粉末。
12.作为无机粉末,可以列举金属粉末、陶瓷粉末、金属陶瓷粉末、金属氧化物粉末、金属间化合物粉末等,也可以为将这些粉末的两种以上进行混合而得到的粉末。
13.具体而言,作为金属粉末,例如可以列举纯铁、铁-镍、铁-钴、铁-硅、不锈钢等铁类合金、钨、碳化钨(wc)、硬质合金(wc-co类合金等)、铝合金、铜、铜合金等的粉末。
14.另外,作为陶瓷粉末、金属氧化物粉末,可以列举al2o3、beo、tio2、zro2等氧化物、tic、zrc、b4c等碳化物、crb、zrb2等硼化物、tin、zrn等氮化物等。另外,作为金属陶瓷粉末,可以列举al2o
3-fe类、tic-ni类、tic-co类、b4c-fe类等。
15.作为有机粉末,例如可以列举有机硅弹性体粉末、有机硅粉末、有机硅树脂涂层的有机硅弹性体粉末、聚酰胺树脂粉末(尼龙粉末)、聚乙烯粉末、聚苯乙烯粉末、苯乙烯和丙烯酸的共聚物树脂粉末、苯并胍胺树脂粉末、聚四氟乙烯粉末、纤维素粉末等。
16.关于在本实施方式的成型用组合物中使用的粉末,在与粘合剂相比而燃烧温度、分解温度、蒸发温度等足够高的这一点上,优选为无机粉末。另外,在无机粉末中,金属粉末在烧结时容易使表面熔融且能够精度良好地形成作为烧结体的造型物的形状的这一点上更为优选。
17.优选为,相对于成型用组合物的总体积,成型用组合物中的粉末的掺配量为体积百分比64.8%以上。换言之,优选为,成型用组合物中的粉末的体积基准的填充率为64.8%以上。当粉末的掺配量在该范围内时,粉末以外的成分变少,从而加热、冷却时的体积变化被抑制得更小。另外,当粉末的掺配量在该范围内时,脱脂、烧结时消失的成分变得更少,从而能够获得密度更高的造型物。
18.1.2.蜡
19.成型用组合物含有蜡。蜡具有提高从三维造型装置等挤出或射出成型用组合物时的流动性的功能。蜡为,构成粘合剂且在将成型用组合物脱脂并烧结的情况下会消失的成分。
20.作为蜡,例如可以列举天然蜡、合成蜡等。其中,作为天然蜡,例如可以列举如小烛树蜡、巴西棕榈蜡、米糠蜡、木蜡、荷荷巴油那样的植物类蜡、如蜜蜡、羊毛脂、鲸蜡那样的动物类蜡、如蒙坦蜡、沸石、地蜡那样的矿物类蜡。另外,作为合成蜡,也能够列举如石蜡、微晶蜡、凡士林那样的石油类蜡等。蜡能够使用上述例示出的一种或将两种以上组合来使用。
21.在将成型用组合物中的去除粉末后的成分即粘合剂设为质量百分比100%的情况下,成型用组合物中的蜡的掺配量为质量百分比25%以上且质量百分比35%以下,优选为质量百分比26%以上且质量百分比33%以下,更优选为质量百分比27%以上且质量百分比30%以下,进一步优选为质量百分比27%以上且质量百分比29%以下。如果蜡的掺配量在该范围内,则成型用组合物具有优异的流动性。
22.1.3.粘合成分
23.成型用组合物含有粘合成分。粘合成分构成粘合剂。粘合成分在成型用组合物中具有使粉末的颗粒之间粘合的功能。另外,粘合成分在脱脂后的成型用组合物中会有少量残留。由此,具有使粉末的颗粒之间粘合且维持烧结前的被脱脂了的状态的造型物的形状的功能。粘合成分为,与其他的粘合剂同样地通过成型用组合物被烧结而会消失的成分。
24.190℃下的粘合成分的熔体流动速率(mfr)为200g/10min以上。通过使粘合成分的
mfr为200g/10min以上,从而能够使得成型用组合物具有较高的流动性。
25.作为粘合成分,例如能够列举选自乙烯类、丙烯类以及乙烯基类单体的两种以上的单体的共聚物。更具体而言,作为粘合成分,能够例示乙烯-(甲基)丙烯酸缩水甘油酯共聚物、乙烯-醋酸乙烯酯共聚物等。
26.粘合成分的mfr例如能够通过使构成粘合成分的高分子化合物的分子量发生变化从而进行调节。
27.粘合成分的熔体流动速率能够基于jis k 7210而在190℃、21.2n载荷(2160g载荷)的条件下进行测量,并且能够基于astm d1238、iso1133而在190℃、21.2n载荷(2160g载荷)的条件下进行测量。
28.在将成型用组合物中的去除粉末后的成分即粘合剂设为质量百分比100%的情况下,成型用组合物中的粘合成分的掺配量为质量百分比20%以上且质量百分比35%以下,优选为质量百分比22%以上且质量百分比33%以下,更优选为质量百分比23%以上且质量百分比30%以下,进一步优选为质量百分比25%以上且质量百分比27%以下。如果粘合成分的掺配量在该范围内,则利用成型用组合物而被造型的造型物能够具有更加优异的形状稳定性。
29.1.4.成型成分
30.成型用组合物含有成型成分。成型成分构成粘合剂。成型成分在被脱脂后的成型用组合物中会有少量残留。由此,具有在粉末的颗粒之间使两者固定并维持烧结前的被脱脂了的状态的造型物的形状的功能。成型成分为,与其他的粘合剂同样地通过成型用组合物被烧结而会消失的成分。
31.成型成分优选为由高分子化合物构成。虽然作为高分子化合物并未被特别限定,但是例如可以列举聚苯乙烯、聚缩醛、聚甲醛、聚氧乙烯、聚丙烯酸、聚丙烯酸酯、丙烯腈-丁二烯-苯乙烯共聚物(abs)、聚丙烯、聚酰胺、聚对苯二甲酸丁二醇酯、聚对苯二甲酸乙二醇酯、聚碳酸酯、丙烯腈-苯乙烯共聚物、(甲基)丙烯酸烷基酯聚合物、以及构成这些物质的单体的共聚物、以及这些高分子化合物的改性或未改性体。而且。成型成分也可以为上述例示出的高分子化合物的两种以上的混合物。
32.在成型用组合物作为成型成分而包含高分子化合物的情况下,优选为,高分子化合物的重均分子量为4000以下。如果成型成分的高分子化合物的分子量为4000以下,则能够使成型用组合物的流动性更加良好。由此,能够进一步迅速且稳定地形成形状精度良好的造型物。另外,如果重均分子量在该范围内,则也能够降低软化点,因此,从这一点来看,也能够进一步提高成型用组合物的流动性。
33.在将成型用组合物中的去除粉末后的成分即粘合剂设为质量百分比100%的情况下,成型用组合物中的成型成分的掺配量为质量百分比25%以上且质量百分比35%以下,优选为质量百分比27%以上且质量百分比33%以下,更优选为质量百分比28%以上且质量百分比32%以下,进一步优选为质量百分比29%以上且质量百分比31%以下。如果成型成分的掺配量在该范围内,则利用成型用组合物而被造型的造型物能够具有更优异的形状稳定性。
34.1.5.增塑剂
35.本实施方式的成型用组合物也可以含有增塑剂。增塑剂具有促进粘合剂成分的混
合以及成型用组合物的混合的功能,由此,能够将成型用组合物设为均匀的混合物。
36.作为增塑剂,例如可以列举对苯二甲酸双(2-乙基己基)脂(比重0.984(密度0.981)、沸点416℃)、邻苯二甲酸二异壬酯(比重0.976(密度0.981)、沸点403℃)、邻苯二甲酸二(十一烷基)酯(比重0.955(密度0.952)、沸点523℃)、邻苯二甲酸二异癸酯(密度0.970、沸点420℃)、己二酸双(2-乙基己基)脂(比重0.927(密度0.924)、沸点335℃)、己二酸二异壬酯(比重0.924(密度0.921)、沸点250℃以上)、己二酸二正烷基酯(比重0.926(密度0.923)、沸点198~244℃(665pa))、己二酸二异癸酯(比重0.92(密度0.917)、沸点244℃(0.667kpa))、己二酸双(2-丁氧基乙基)脂(比重1.00(密度0.997)、沸点(217℃/1.5kpa))等。另外,在此例示出的增塑剂也具有良好的环境适应性。
37.在成型用化合物包含增塑剂的情况下,增塑剂的密度优选为1.0g/cm3以下,更加优选为0.990g/cm3以下,进一步优选为0.985g/cm3以下。由于在含有这样的增塑剂的情况下能够通过增塑剂而使组合物中产生分子水平的空隙,因此,能够使组合物的流动性更加良好。
38.在使成型用组合物含有增塑剂的情况下,在将成型用组合物中的去除粉末后的成分即粘合剂设为质量百分比100%的情况下,增塑剂的掺配量为质量百分比5%以上且质量百分比25%以下,优选为质量百分比10%以上且质量百分比20%以下,更优选为质量百分比13%以上且质量百分比19%以下,进一步优选为质量百分比15%以上且质量百分比17%以下。如果增塑剂的掺配量在该范围内,则成型用组合物能够具有更优异的流动性。
39.1.6.粘合剂的比例等
40.在考虑使成型用组合物的粘度降低的情况下,可以认为,通过使成型用组合物中的粘合剂的比例增加会使粘度降低。但是,由于仅以该方式而单纯增加粘合剂的量,会使得粘合剂因烧结而消失,因此,容易发生造型物的热收缩,从而容易发生造型物的翘曲或破裂、变形。
41.对此,在本实施方式的成型用组合物中,在粉末的体积基准的填充率较高、例如为64.8%以上的情况下,能够抑制造型物的热收缩。另外,在粘合剂的掺配量与体积百分比35.2%左右相比而较低的情况下,脱脂、烧结时消失的成分较少。由此,能够获得密度较高的造型物。
42.一般情况下,在将粘合剂的量抑制得较低时,有时会使得成型用组合物的粘度增加,并且从造型装置射出的射出量减少。但是,本实施方式的成型用组合物在通过发现特定的粘合剂的组分而将粘合剂的量抑制得较低的基础上,可以获得与更多地掺配粘合剂的情况同等或在其之上的粘度特性以及射出量特性。
43.三维造型由于以几小时~几十小时的规模而稳定地实施高温造型处理,因此,在所使用的成型用组合物中掺配高沸点材料的情况较多。本实施方式的成型用组合物中的粘合剂的组分中较低沸点的材料为,具有流动性功能的蜡以及根据需要而被掺配的增塑剂。一般情况下,示出了当使用高沸点材料时粘度增大的趋势,从而难以同时实现对于高温处理的适应性和低粘度化。但是,根据本实施方式的成型用组合物,在使用高沸点材料的同时将成型用组合物的粘度抑制得较低,能够获得良好的流动性。
44.1.7.其他的作用效果等
45.在注射成型机中,一般情况下,如日本专利5970895号、日本专利5970794号、日本
专利5857688号等所记载的那样,作为射出压力而需要5~500mpa。但是,在使用本实施方式的成型用组合物的情况下,射出压力能够在剪切率0.1s-1
下设为5mpa以下。由此,能够在提高粉末的填充率的同时,也对射出量的降低进行抑制。
46.虽然本实施方式的成型用组合物包含上述那样的粘合剂,但粘合剂由多种成分构成。由此,在脱脂、烧结的过程中成分融解、分解、蒸发的定时相互不同。例如,在使成型用组合物升温至500℃左右进行脱脂的情况下,在200~300℃附近的温度下会发生流动成分、增塑剂的分解,并且在300~500℃附近的温度下发生粘合成分、成型成分的分解。通过采用这样的方式,能够进一步提高脱脂时的形状稳定性。
47.2.实施例以及比较例
48.以下,列举实施例以及比较例而进一步对本发明进行详细说明,但本发明只要不脱离其主旨则能够实施各种变更,并非通过下述的实施例而施加任何限定的方式。另外,关于成分量而记载为%、份的内容只要没有特别说明,则为质量基准。
49.2.1.成型用组合物的调制
50.各个示例的成型用组合物以如下的方式调制而成。
51.使用加压式捏合混揉机(株式会社东信(株式会社
トーシン
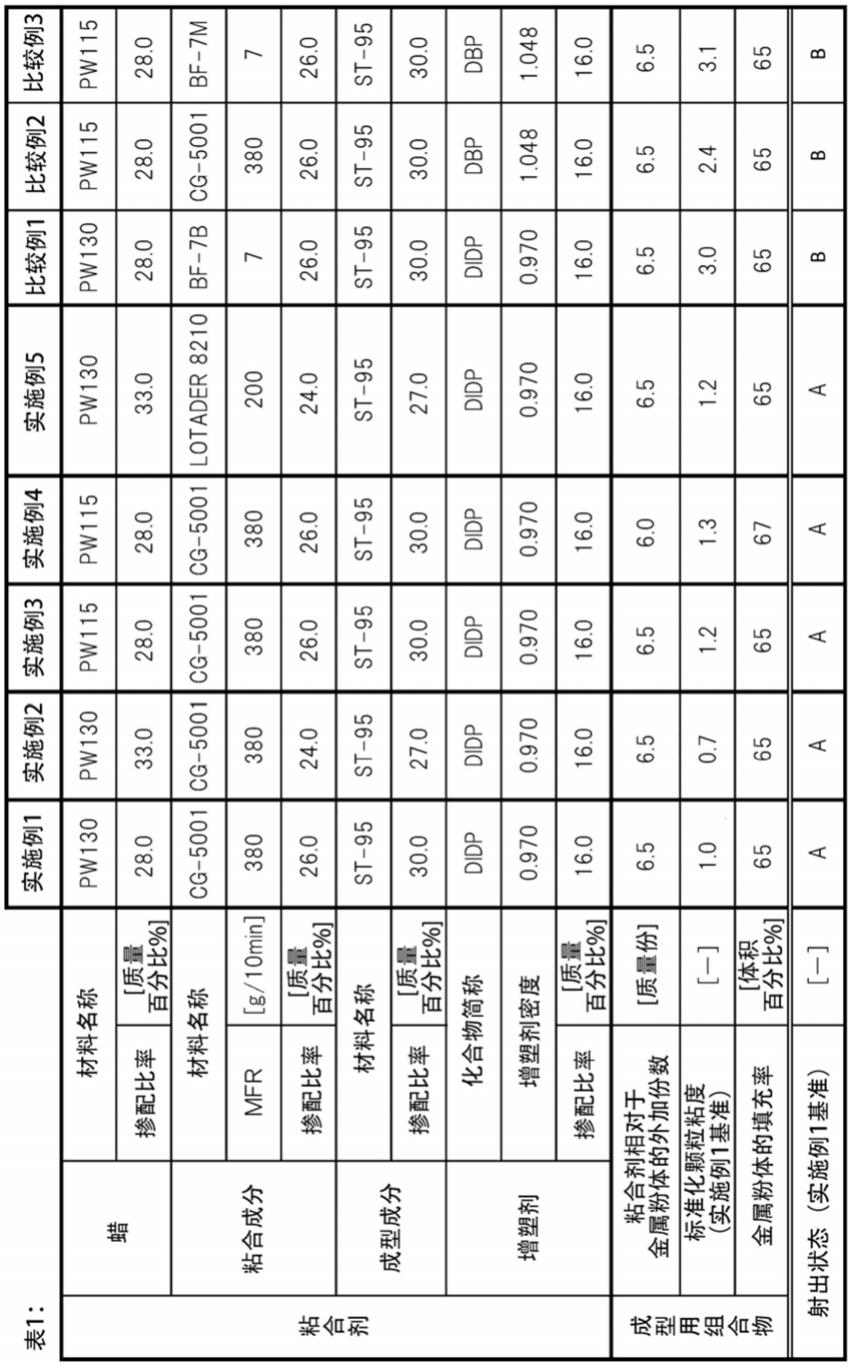
)制造,td0.3-3m),在温度:110℃、转速:30rpm、加压压力:0mpa下进行了混揉之后((1)投入金属粉末大约900g并混揉5分钟,(2)在投入了蜡、粘合成分、成型成分之后,投入剩余的金属粉末,并混揉3分钟,(3)投入增塑剂并混揉2分钟),在温度:110℃、转速:30rpm、加压压力:0.5mpa下进行了混揉。在表1中示出了各个示例的成分组分。
52.表1
[0053][0054]
表中的材料、化合物如下文所述。
[0055]
·
pw130:paraffin wax 130(日本精蜡株式会社制造,熔点56℃)
[0056]
·
pw115:paraffin wax 115(日本精蜡株式会社制造,熔点48℃)
[0057]
·
cg-5001:
ボンドファースト
(注册商标)cg-5001(住友化学株式会社制造,mfr=380g/10min)
[0058]
·
lotader 8210:lotader(注册商标)8210(arkemacorporation、mfr=200g/10min)
[0059]
·
bf-7m:
ボンドファースト
(注册商标)bf-7m(住友化学株式会社制造,mfr=7g/10min)
[0060]
·
st-95:
ハイマー
(注册商标)st-95(三洋化成工业株式会社制造,聚苯乙烯、重均分子量=4000)
[0061]
·
didp:邻苯二甲酸二异癸酯(关东化学株式会社制造(密度0.970、沸点420℃))
[0062]
·
dbp:邻苯二甲酸二丁酯(关东化学株式会社制造(密度1.048))
[0063]
·
金属粉末:(sus630、pf-5k d50~4μm)爱普生atmix株式会社(
エプソンアトミックス
株式会社)制造
[0064]
以上述方式被混揉而成的成型用组合物利用hand truder(
ハンドトゥルーダー
,株式会社东洋精机制作所制造,pm-1),并在50~100℃的条件下成为颗粒状态。
[0065]
2.2.成型用组合物的评价
[0066]
2.2.1.粘度
[0067]
关于各个示例的成型用组合物,利用流变仪(株式会社ubc制造,rheosol g3000nt-hr)而对粘度进行了测量。利用直径18mm的锥板,在100℃下测量至剪切率100s-1
附近为止,并读取剪切率0.1s-1
时的粘度,在表1中记载了以实施例1的粘度而进行了标准化的值。
[0068]
2.2.2.射出量的评价
[0069]
将各个示例的成型用组合物导入至三维造型装置中,且在125℃、2mpa的条件下射出30秒钟。对被射出的组合物的重量进行测量,从而计算出各个示例的射出量。然后,针对实施例1的射出量,将射出量为80%以上的射出量判断为“a”,将小于80%的射出量判断为“b”。
[0070]
2.2.3.翘曲的评价
[0071]
使用三维造型装置,并使用各个示例的成型用组合物来对短轴幅度5mm
×
长轴幅度65mm
×
厚度2mm的造型物进行了造型。此后,将各个试验片放置在水平的台上,并利用照相机而从沿着短轴的方向进行拍摄。根据拍摄到的图像,并利用两端部而对长轴幅度的端部和台的厚度方向的距离δx进行了测量。此后,基于下式(1)而对翘曲的角度θ进行了计算。
[0072]
tanθ=2
×
δx/65
…
(1)
[0073]
2.2.4.评价结果
[0074]
包含粉末、蜡、粘合成分、成型成分和增塑剂、并且190℃下的粘合成分的熔体流动速率为200g/10min以上且增塑剂的密度为1.0g/cm3以下的实施例的成型用组合物与其他比较例的组合物相比,粘度明显较低,且射出量也非常良好。
[0075]
另外,在金属填充率为55%左右时,在造型物中观察到了翘曲。由于在表1记载的所有实施例以及比较例的标准下,填充率为超过64.8%的高填充率,因此,翘曲几乎为零
度。根据以上的结果,可以看到粘合剂份数减少的效果。
[0076]
本发明包括与实施方式中所说明的结构实质相同的结构、例如功能、方法以及结果相同的结构、或者目的以及效果相同的结构。另外,本发明包括置换了实施方式中所说明的结构的非本质的部分的结构。另外,本发明包括能够实现与实施方式中所说明的结构相同的作用效果的结构、或者达成相同的目的的结构。另外,本发明包括对实施方式中所说明的结构附加了公知技术的结构。
[0077]
从上述的实施方式以及变形例中导出以下的内容。
[0078]
成型用组合物的一个方式包含粉末、蜡、粘合成分、成型成分和增塑剂,并且190℃下的所述粘合成分的熔体流动速率为200g/10min以上,所述增塑剂的密度为1.0g/cm3以下。
[0079]
根据该成型用组合物,由于粘度较低,因此流动性良好。由此,在应用于三维造型装置的情况下,能够迅速且稳定地形成形状精度良好的造型物。
[0080]
在上述成型用组合物的方式中,也可以设为,所述粉末的体积基准的填充率为64.8%以上。
[0081]
该成型用组合物的粉末以外的成分较少。因此,根据该成型用组合物,与粉末以外的成分较多的情况相比,难以发生热收缩。另外,根据该成型用组合物,脱脂、烧结时消失的成分较少。由此,能够获得密度较高的造型物。
[0082]
在上述成型用组合物的方式中,也可以设为,所述成型成分包含高分子化合物,所述高分子化合物的重均分子量为4000以下。
[0083]
根据该成型用组合物,由于含有分子量较低的成型成分,因此流动性更加良好。由此,能够进一步迅速且稳定地形成形状精度良好的造型物。
[0084]
在上述成型用组合物的方式中,也可以设为,所述粉末为金属粉末。
[0085]
根据该成型用组合物,能够迅速、稳定且形状精度良好地形成金属粉末的烧结体。
[0086]
三维造型物的制造方法的一个方式具有喷出上述成型用组合物的层形成工序,并且实施多次所述层形成工序。
[0087]
根据该三维造型物的制造方法,由于能够稳定地保持射出量,因此能够造型出精度较高的三维造型物。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。