1.本发明涉及一种白色抗菌部件、白色抗菌部件的制造方法和包含白色抗菌部件的钟表。
背景技术:
2.专利文献1中记载了一种涂布于器件表面的抗菌性合金涂层组合物以在器件的表面上镀覆抗菌性合金涂层。上述抗菌性合金涂层组合物具体而言包含抗菌材料和合金,上述抗菌材料选自铜、银和其混合物,该抗菌材料的原子含有比例为总含量的1.7%~26.8%,上述合金由至少4种以上的金属元素和至少一种的非金属元素构成,这些金属元素选自铁、钴、铬、镍、铝、钒和钛,该非金属元素选自硼、氧和氮气。
3.专利文献1:日本特开2010-156035号公报
技术实现要素:
4.然而,由专利文献1的抗菌性合金涂层组合物得到的抗菌性合金涂层未显示装饰性优异的白色。
5.因此,本发明的目的在于提供一种抗菌性优异,并且显示装饰性优异的白色的白色抗菌部件。
6.本发明的白色抗菌部件具有基材和设置在上述基材上的白色抗菌被膜,上述白色抗菌被膜包含金属m1和金属m2,上述金属m1为选自pt、pd和rh中的至少1种,上述金属m2为选自cu、ag和ni中的至少1种。另外,上述金属m2为cu或ni时,白色抗菌被膜中,以4.15at%以上的量包含上述金属m2,上述金属m2为ag时,上述白色抗菌被膜中,以2.49at%以上的量包含上述金属m2。
7.本发明的白色抗菌部件的抗菌性优异,并且显示装饰性优异的白色。
附图说明
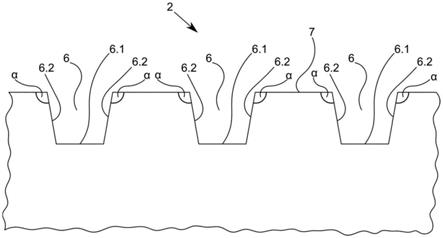
8.图1是用于说明实施方式的白色抗菌部件的图。
9.图2是用于具体说明实施方式的白色抗菌部件的变形例的图。
10.图3是用于具体说明实施方式的白色抗菌部件的变形例的图。
11.图4是用于具体说明实施方式的白色抗菌部件的变形例的图。
12.图5是表示对实施例1中制作的白色抗菌部件和比较例1-1中制作的pt白色部件实施x射线衍射而得的结果的图。
13.图6是表示对实施例2中制作的白色抗菌部件和比较例2-1中制作的pt白色部件实施x射线衍射而得的结果的图。
14.图7是表示在monbcr的膜中在ar气体量105sccm恒定的基础上改变导入氮气量时的硬度变化的图。
15.图8是表示在monbcr的膜中在ar气体量105sccm恒定的基础上改变导入氮气量时的亮度变化的图。
16.图9是关于无加工试验片的基于金黄色葡萄球菌的抗菌性试验后的照片。
17.图10是关于无加工试验片的基于大肠杆菌的抗菌性试验后的照片。
18.图11是关于抗菌加工试验片的基于金黄色葡萄球菌的抗菌性试验后的照片。
19.图12是关于抗菌加工试验片的基于大肠杆菌进行的抗菌性试验后的照片。
20.符号说明
21.100 白色抗菌部件
22.10 基材
23.11 固化层
24.12 密合层
25.13 倾斜密合层
26.14 上色倾斜层
27.20 白色抗菌被膜
具体实施方式
28.对用于实施本发明的方式(实施方式)详细地进行说明。本发明并不受以下的实施方式中记载的内容限定。另外,以下记载的构成要素中包含本领域技术人员能够容易想到的要素、实质上相同的要素。此外,以下记载的构成能够适当地组合。另外,可以在不脱离本发明的主旨的范围内进行构成的各种省略、置换或变更。
29.<白色抗菌部件>
30.图1是用于说明实施方式的白色抗菌部件的图。如图1的截面示意图所示,白色抗菌部件100具有基材10和设置在基材10上的白色抗菌被膜20。
31.基材10由金属、陶瓷或塑料形成。作为金属(包含合金),可举出不锈钢、钛、钛合金、铜、铜合金、钨、高碳铬轴承钢(suj2)等。这些金属可以单独使用1种,也可以组合使用2种以上。另外,上述基材的形状没有限定。
32.白色抗菌被膜20包含选自pt、pd和rh中的至少1种的金属m1和选自cu、ag和ni中的至少1种的金属m2。这里,金属m2为cu或ni时,白色抗菌被膜中,以4.15at%以上的量包含上述金属m2,金属m2为ag时,白色抗菌被膜中,以2.49at%以上的量包含上述金属m2。实施方式的白色抗菌部件由于白色抗菌以特定的量包含被膜金属m2,因此,抗菌性优异。另外,由于包含金属m1和金属m2,因此,显示装饰性优异的白色。
33.另一方面,专利文献1中虽然有抗菌性合金涂层的记载,但没有关于色调的记载。如此,现有技术存在无法提供装饰性高、而且具有抗菌性这样的白色抗菌部件这样的问题。与此相对,如上所述,实施方式的白色抗菌部件由于具有特定的白色抗菌被膜,因此,能够解决这些问题。
34.作为金属m1、m2的具体的组合,可举出m1=pt、m2=cu;m1=pt、m2=ag;m1=pt、m2=ni;m1=pd、m2=cu;m1=pd、m2=ag;m1=pd、m2=ni;m1=rh、m2=cu;m1=rh、m2=ag;m1=rh、m2=ni等。
35.这些中,金属m1为pt、金属m2为cu时,显示抗菌性和耐腐蚀性的组成范围宽,从量
产稳定性的观点考虑是优选的。换言之,在生产中,即使被膜的组成产生误差、偏差,也能够得到期望特性的被膜,因而优选。另外,金属m1为pt、金属m2为ag时,以少量的ag量表现出抗菌性,因而优选。金属m1为pt、金属m2为ni时,由于ni本身的耐腐蚀性高,因此,显示抗菌性和耐腐蚀性的组成范围宽,从量产稳定性的观点考虑是优选的。但是,在与肌肤接触的装饰部件中,从ni过敏的观点考虑不优选。从成本和量产性的观点考虑,最优选选择cu作为抗菌性材料。
36.金属m1为pt、金属m2为cu或ni时,白色抗菌被膜中,优选以29.72at%~95.85at%的量包含pt(金属m1),以4.15at%~70.28at%的量包含cu或ni(金属m2)。应予说明,金属m1的量和金属m2的量的合计为100at%。
37.如果以4.15at%以上的量包含cu或ni,则白色抗菌部件的抗菌性更优异。更具体而言,这样的白色抗菌部件在依据“jis z 2801:2012抗菌加工-抗菌性试验方法
·
抗菌效果”的抗菌性试验中,通常抗菌活性值为2.0以上。另外,如果以70.28at%以下的量包含cu或ni,则白色抗菌部件的耐腐蚀性也优异。
38.另外,如果以29.72at%以上的量包含pt,则白色抗菌部件显示装饰性更优异的白色。更具体而言,这样的白色抗菌部件在cie lab颜色空间显示中通常a
*
为-2.0~2.0,b
*
为-4.50~4.50。此外,这样的白色抗菌部件在cie lab颜色空间显示中通常l
*
为80.00以上。应予说明,如果a
*
超过3时,则有呈现红色感的趋势,如果a
*
小于-3,则有呈现绿色感的趋势。另外,如果b
*
超过5,则有呈现黄色感的趋势,如果b
*
小于-5,则有呈现蓝色感的趋势。另外,可以说l
*
越高,越更接近白色(银色)。这里,在本说明书中,l
*
、a
*
、b
*
是指对形成在基材上的白色抗菌被膜测得的值。
39.即,如果以上述的量包含pt和cu或ni,则白色抗菌部件的抗菌性更优异,并且显示装饰性更优异的白色,此外,耐腐蚀性也优异。
40.此外,金属m1为pd或rh、金属m2为cu或ni的情况也与金属m1为pt的情况同样地优选以29.72at%~95.85at%以下的量包含pd或rh(金属m1),以4.15at%~70.28at%以下的量包含cu或ni(金属m2)。
41.金属m1为pt、金属m2为ag时,白色抗菌被膜中,优选以67.13at%~97.51at%的量包含pt(金属m1),以2.49at%~32.87at%的量包含ag(金属m2)。应予说明,金属m1的量和金属m2的量的合计为100at%。
42.如果以2.49at%以上的量包含ag,则白色抗菌部件的抗菌性更优异。更具体而言,这样的白色抗菌部件在依据“jis z 2801:2012抗菌加工-抗菌性试验方法
·
抗菌效果”的抗菌性试验中通常抗菌活性值为2.0以上。另外,如果以32.87at%以下的量包含ag,则白色抗菌部件的耐腐蚀性也优异。
43.另外,如果以67.13at%以上的量包含pt,则白色抗菌部件显示装饰性更优异的白色。更具体而言,这样的白色抗菌部件在cie lab颜色空间显示中通常a
*
为-2.0~2.0,b
*
为-4.50~4.50。此外,这样的白色抗菌部件在cie lab颜色空间显示中通常l
*
为80.00以上。
44.即,如果以上述的量包含pt和ag,则白色抗菌部件的抗菌性更优异,并且显示装饰性更优异的白色,此外,耐腐蚀性也优异。
45.此外,金属m1为pd或rh、金属m2为ag的情况也与金属m1为pt的情况同样地优选以
67.13at%~97.51at%的量包含pd或rh(金属m1),以2.49at%~32.87at%以下的量包含ag(金属m2)。
46.这里,白色抗菌被膜的金属m1和金属m2的量可通过esca(x射线光电子分光法)、edx(能量分散型x射线分光法)或epma(电子探针显微分析仪)而求出。这些之中,优选通过edx(能量分散型x射线光光法)而求出。
47.白色抗菌被膜20的厚度优选为10nm~1000nm。如果白色抗菌被膜的厚度小于10nm,则有时无法发挥充分的抗菌性和装饰性。另外,如果白色抗菌被膜的厚度超过1000nm,则有时耐划伤性和成本性差。
48.此外,实施方式的白色抗菌部件优选膜硬度为hv1000以上。这里,在本说明书中,膜硬度是指对形成在基材上的白色抗菌被膜测得的值。如此,实施方式的白色抗菌部件具有充分的硬度,耐划伤性、耐磨损性优异。
49.实施方式的白色抗菌部件可以在基材与白色抗菌被膜之间进一步设置有中间层。
50.作为中间层,可举出固化层。图2是用于具体说明实施方式的白色抗菌部件的变形例的图。如图2所示,白色抗菌部件100可以在基材10与白色抗菌被膜20之间进一步设置有固化层11。这样的白色抗菌部件100具有充分的硬度,耐划伤性、耐磨损性优异。
51.固化层11具有比白色抗菌被膜20高的硬度。耐划伤性能大致由被膜的厚度、被膜的密合度和被膜的硬度的积决定。如果设置固化层11,则被膜整体的硬度提高,也能够形成厚的被膜。作为结果,能够有助于提高白色抗菌部件的耐划伤性。作为固化层11,只要具有比白色抗菌被膜20高的硬度(例如1000hv以上)就没有特别限定。
52.固化层11包含例如选自ti、cr、zr、nb、mo、hf、ta和w中的至少1种的金属m1’以及作为非金属元素的碳、氮或这两者,根据外观颜色和被膜的使用环境而适当地选择。这样的固化层11显示白色,因此,即使在白色抗菌被膜20剥离的情况下,也能够保持美观。具体而言,优选使用tic。
53.或者,固化层11包含选自ti、cr、zr、nb、mo、hf、ta和w中的至少1种的金属m1’、选自cu、ag和ni中的至少1种的金属m2’以及作为非金属元素的碳、氮或这两者,根据外观颜色和被膜的使用环境而适当地选择。这样的固化层11显示白色,因此,即使在白色抗菌被膜20剥离的情况下,也能够保持美观。此外,包含金属m2’的固化层11具有抗菌性,因此具有即使在白色抗菌被膜20剥离的情况下,也能够维持抗菌性的优点。另外,包含与形成在固化层11上的白色抗菌被膜20的金属m2相同的金属m2’的固化层11从得到高密合度、容易制造的方面出发也是优选的。具体而言,优选使用ticuc、tiagc。
54.固化层11的厚度优选为100nm~3000nm。
55.此外,作为中间层,可举出密合层、倾斜密合层、上色倾斜层。图3和图4是用于具体说明实施方式的白色抗菌部件的变形例的图。如图3所示,白色抗菌部件100可以在基材10与白色抗菌被膜20之间依次设置有密合层12和固化层11。固化层11如上所述。如果设置密合层12,则基材10与形成在密合层12上的层的密合度提高,也能够形成厚的被膜。作为结果,能够有助于提高白色抗菌部件的耐划伤性、耐磨损性。作为密合层12,可举出ti被膜、cr被膜。包含与构成基材10的金属或构成形成在密合层12上的层的金属相同的金属的密合层12从得到高密合度、容易制造的方面出发也是优选的。例如,基材10包含ti的情况优选使用ti被膜。另外,基材10包含高碳铬轴承钢(suj2)的情况优选使用cr被膜。另外,密合层12只
要包含ti或cr即可,也可以包含ti以外的金属(例如mo、nb、cu等)。另外,密合层12也可以为低级氧化物膜。此外,在密合层12除ti以外还至少包含碳和氮中的任一种元素的情况下,能够简便的除去形成在基材10上的被膜。即,例如通过将白色抗菌部件100在硝酸、稀硝酸或氟硝酸等不破坏基材10的表面的溶液中浸渍规定时间,从而密合层12溶解,形成在密合层12上的层被剥离。因此,能够在不破坏基材10的表面的情况下除去形成在基材10上的被膜。
56.如图4所示,白色抗菌部件100可以在基材10与白色抗菌被膜20之间依次设置有密合层12、倾斜密合层13、固化层11和上色倾斜层14。密合层12和固化层11如上所述。如果设置倾斜密合层13,则能够缓和在基材10与白色抗菌被膜20之间产生的应力应变,基材10与白色抗菌被膜20之间的密合度变高,裂纹的产生、剥离得到抑制。作为结果,能够有助于提高白色抗菌部件的耐划伤性、耐磨损性。倾斜密合层13包含例如选自ti、cr、zr、nb、mo、hf、ta和w中的至少1种的金属m1’以及作为非金属元素的碳、氮或这两者。另外,通常倾斜密合层13中的碳、氮或这两者的量在与基材10中设置白色抗菌被膜20的面垂直的方向,随着从基材10离开而增加。如果设置上色倾斜层14,则应力从固化层11缓缓降低,应力应变得到缓和,从而能够减少划痕、裂纹的产生。此外,由于亮度朝向白色抗菌被膜20而变高,因此,与白色抗菌被膜20的色调差减少,成为即使例如白色抗菌被膜20剥离,在实际使用上也没有不协调感的装饰部件。上色倾斜层14包含选自ti、cr、zr、nb、mo、hf、ta和w中的至少1种的金属m1’以及作为非金属元素的碳、氮或这两者。另外,通常倾斜密合层13中的碳、氮或这两者的量在与基材10中设置白色抗菌被膜20的面垂直的方向,随着从基材10离开而减少。
57.实施方式的白色抗菌部件、其变形例的白色抗菌被膜20中,为了使色调更理想,可以在与基材10中设置白色抗菌被膜20的面垂直的方向,随着从基材10离开而改变白色抗菌被膜20中的金属m1。当然,也可以不改变。白色抗菌被膜20整体中,金属m1、m2的量优选作为白色抗菌被膜20整体处于上述优选的范围。
58.任一白色抗菌部件均具有上述的白色抗菌被膜,因此,抗菌性优异。另外,显示装饰性优异的白色。
59.<白色抗菌部件的制造方法>
60.实施方式的白色抗菌部件的制造方法是上述白色抗菌部件的制造方法。即,实施方式的白色抗菌部件的制造方法包括在基材上设置白色抗菌被膜的工序(白色抗菌被膜形成工序)。这里,白色抗菌被膜包含选自pt、pd和rh中的至少1种的金属m1以及选自cu、ag和ni中的至少1种的金属m2。另外,上述金属m2为cu或ni时,白色抗菌被膜中,以4.15at%以上的量包含上述金属m2,上述金属m2为ag时,上述白色抗菌被膜中,以2.49at%以上的量包含上述金属m2。
61.白色抗菌被膜形成工序具体而言通过溅射法或电弧法进行。溅射法是一边向经真空排气的腔室内导入非活性气体(例如ar)一边对基材与由被膜的构成原子构成的靶间施加直流或交流的高电压,使离子化后的ar等非活性气体与靶碰撞,使飞溅的靶物质形成在基材上的方法。
62.白色抗菌被膜形成工序中,靶(原料金属)是包含例如选自pt、pd和rh中的至少1种的金属m1以及选自cu、ag和ni中的至少1种的金属m2的烧结体或熔融体。
63.白色抗菌被膜形成工序中,根据制造装置和使用的靶组成,其条件不同,例如在非活性气体(例如ar)为100~200sccm的条件下形成膜。
64.此外,通过调整靶构成原子的种类和其比例、溅射时间、溅射输出、对基板侧赋予的偏置电压,能够控制白色抗菌被膜中的金属元素的种类和其量、白色抗菌被膜的厚度。另外,也能够控制白色抗菌部件的密合性、膜硬度、色调。
65.白色抗菌部件如上所述也可以进一步包含中间层。这些层也可以通过依据上述的白色抗菌被膜形成工序的中间层形成工序进行层叠。通过调整靶构成原子的种类和其比例、溅射时间、溅射输出、对基板侧赋予的偏置电压等,能够控制中间层中的金属元素的种类和其量、厚度等。
66.例如,形成固化层的情况通过反应性溅射法进行。反应性溅射法中,与非活性气体一起导入微量的反应气体,能够使靶构成原子与构成反应气体的非金属元素的反应化合物被膜(固化层)形成在基材上。在非金属元素为碳的情况下,作为反应气体,可使用甲烷气体、乙炔气体等含碳原子气体。
67.固化层的形成中,根据制造装置和使用的靶组成,其条件不同,例如,在非活性气体为100~200sccm的条件下,导入5~150sccm的含碳原子气体、氮气或包含这两者的气体而形成碳化物膜、氮化物膜、碳氮化合物膜(固化层)。如果气体量在上述范围,则能够将固化层中的碳、氮的量调整到优选的范围。
68.反应性溅射法的膜质、膜厚的控制性高,自动化也容易。另外,由于经溅射的原子的能量高,因此,不需要用于提高密合性的基材加热,即使是熔点低的塑料这样的基材也能够形成被膜。另外,由于是使飞溅的靶物质形成在基材上的方法,因此即使是高熔点材料也能够成膜,材料的选择自由。
69.此外,通过调整靶构成原子的种类和其比例、反应气体的选择和其量、溅射时间、溅射输出、对基板侧赋予的偏置电压,能够控制固化层中的金属元素的种类和其量、碳、氮的量、固化层的厚度。另外,也能够控制白色抗菌部件的密合性、膜硬度、色调。
70.例如,形成倾斜密合层、上色倾斜层的情况也通过反应性溅射法或电弧法进行。另外,碳、氮的量随着从基材离开而改变的倾斜密合层、上色倾斜层只要适当地改变反应气体的量即可。此外,气体量的调整可利用自动控制的质量流量控制器进行。
71.<钟表>
72.实施方式的钟表包含上述白色抗菌部件。白色抗菌部件只要是钟表的构成部件就没有特别限定,可举出外壳、后盖、带、搭扣等。另外,实施方式的钟表可以为光发电钟表、热发电钟表、电波接收型自动校正钟表、机械式钟表、一般的电子式钟表中的任一种,也可以为手表、挂钟、座钟中的任一种。这样的钟表可使用上述白色抗菌部件并通过公知的方法而制造。任一钟表均具有上述的白色抗菌被膜,因此,抗菌性优异。另外,显示装饰性优异的白色。
73.另外,实施方式的白色抗菌部件也可以应用于钟表以外。实施方式的白色抗菌部件可以包含于例如剪刀、镊子、手术刀等医疗器具;剪刀、剃刀等理容美容器具;门把手、拉手、锁、铰链等建筑五金;眼镜、首饰等装饰件;剪刀、夹钳等烹饪器具;啤酒供应机、挂钩等日用品;什物;体育用品、电器等制品。任一制品均具有上述的白色抗菌被膜,因此,抗菌性优异。另外,显示装饰性优异的白色。
74.实施方式的钟表或钟表以外的制品可以使用实施方式的白色抗菌部件并通过公知的方法而制造。
75.以上,本发明涉及以下内容。
76.〔1〕一种白色抗菌部件,具有基材和设置在上述基材上的白色抗菌被膜,上述白色抗菌被膜包含选自pt、pd和rh中的至少1种的金属m1以及选自cu、ag和ni中的至少1种的金属m2,上述金属m2为cu或ni时,上述白色抗菌被膜中,以4.15at%以上的量包含上述金属m2,上述金属m2为ag时,上述白色抗菌被膜中,以2.49at%以上的量包含上述金属m2。
77.上述〔1〕的白色抗菌部件的抗菌性优异,并且显示装饰性优异的白色。
78.〔2〕根据〔1〕所述的白色抗菌部件,其中,上述金属m1为pt,上述金属m2为cu或ni,上述白色抗菌被膜中,以29.72at%~95.85at%以下的量包含上述金属m1,以4.15at%~70.28at%的量包含上述金属m2。
79.〔3〕根据〔1〕所述的白色抗菌部件,其中,上述金属m1为pt,上述金属m2为ag,上述白色抗菌被膜中,以67.13at%~97.51at%的量包含上述金属m1,以2.49at%~32.87at%的量包含上述金属m2。
80.上述〔2〕或〔3〕的白色抗菌部件的抗菌性更优异,并且显示装饰性更优异的白色,此外,耐腐蚀性也优异。
81.〔4〕根据〔1〕~〔3〕中任一项所述的白色抗菌部件,其中,上述白色抗菌被膜在lab颜色空间显示中l
*
为80.00以上,a
*
为-2.0~2.0,b
*
为-4.50~4.50。
82.上述〔4〕的白色抗菌部件显示装饰性更优异的白色。
83.〔5〕根据〔1〕~〔4〕中任一项所述的白色抗菌部件,其中,在上述基材与上述白色抗菌被膜之间进一步设置有固化层。
84.上述〔5〕的白色抗菌部件具有充分的硬度,耐划伤性、耐磨损性优异。
85.〔6〕一种钟表,包含〔1〕~〔5〕中任一项所述的白色抗菌部件。
86.上述〔6〕的钟表的抗菌性优异,并且显示装饰性优异的白色。
87.〔7〕一种白色抗菌部件的制造方法,包括在基材上设置白色抗菌被膜的工序,上述白色抗菌被膜包含选自pt、pd和rh中的至少1种的金属m1和选自cu、ag和ni中的至少1种的金属m2,上述金属m2为cu或ni时,上述白色抗菌被膜中,以4.15at%以上的量包含上述金属m2,上述金属m2为ag时,上述白色抗菌被膜中,以2.49at%以上的量包含上述金属m2。
88.根据上述〔7〕的白色抗菌部件的制造方法,可得到抗菌性优异,并且显示装饰性优异的白色的白色抗菌部件。
89.[实施例]
[0090]
以下,基于实施例进一步具体地说明本发明,但本发明并不限定于这些实施例。
[0091]
<实施例1>
[0092]
[实施例1-1]
[0093]
制作图1所示的白色抗菌部件100。作为溅射靶,使用包含pt96at%和cu4at%的溅射靶,作为基材10,使用由ti构成的基材。通过溅射法导入氩气105sccm而溅射ptcu合金靶,在基材10上形成厚度约200nm的白色抗菌被膜20,得到白色抗菌部件100(表1)。
[0094]
[实施例1-2~1-13]
[0095]
实施例1-2~1-13中,如表1所示,使用pt和cu的含量不同的溅射靶,除此以外,与实施例1-1同样地得到白色抗菌部件100。
[0096]
[比较例1-1]
[0097]
比较例1-1中,如表1所示,作为溅射靶,使用pt,除此以外,与实施例1-1同样地得到pt白色部件。
[0098]
[比较例1-2]
[0099]
比较例1-2中,表1所示,使用pt和cu的含量不同的溅射靶,除此以外,与实施例1-1同样地得到白色部件。
[0100]
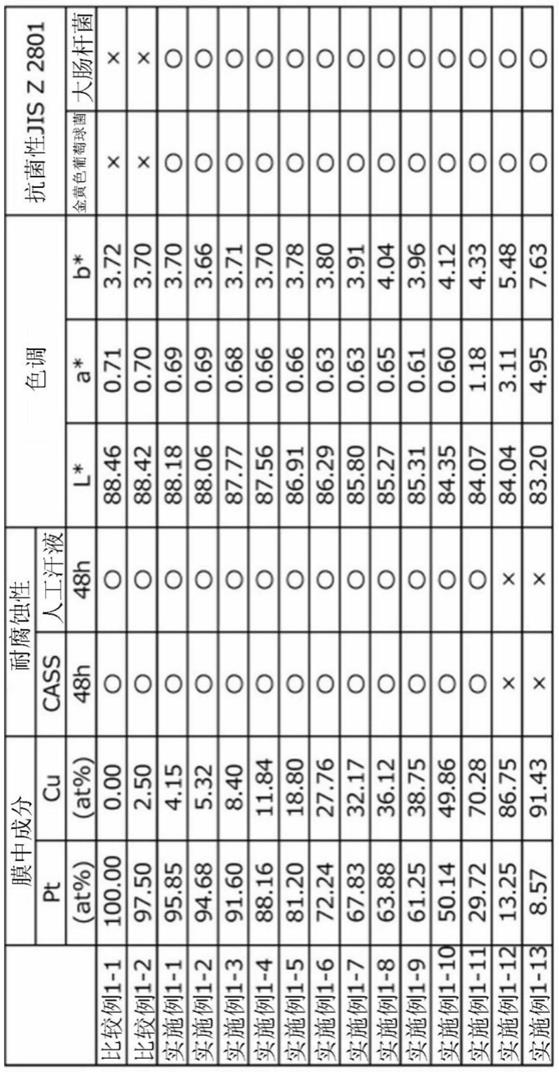
表1中示出关于上述得到的白色抗菌部件的膜中的金属元素的量、抗菌性、色调、耐腐蚀性的评价结果。也一并示出作为比较例1-1的不含cu而仅含pt的薄膜。根据表1可知,薄膜中的cu含量为4.15at%以上时,根据jis所示的抗菌试验,具有抗菌性。
[0101]
可知cu含量为4.15at%以上时显示抗菌性,但随着cu含量的增加,发现色调的a
*
和b
*
的增加,实施例1-12、实施例1-13中,开始浅浅地出现cu的粉色,耐腐蚀性也降低。根据以上的结果,对于抗菌性、耐腐蚀性优异,并且装饰性更优异的白色抗菌部件,认为薄膜中的优选的cu量为4.15at%~70.28at%。
[0102]
[表1]
[0103][0104]
图5是表示对实施例1中制作的白色抗菌部件和比较例1-1中制作的pt白色部件实施x射线衍射而得的结果的图。具体而言,图5是表示对比较例1-1中制作的pt白色部件和实施例1-1、1-4、1-9、1-10、1-11、1-12、1-13中制作的白色抗菌部件实施x射线衍射而得的结果的图。
[0105]
比较例1-1中制作的pt白色部件是是具有[1,1,1]面(39.9度附近)、[2,0,0]面(46.4度附近)、[2,2,0]面(67.7度附近)的结晶峰和[3,1,1]面(81.7度附近)的稍微可见的结晶峰的具有面心立方结构的pt晶体本身。如果在薄膜内cu量增加,则各个结晶峰向高角度侧移动,接近cu所具有的晶体结构[1,1,1]面(43.1度附近)、[2,0,0]面(50.4度附近)、[2,2,0]面(73.6度附近)、[3,1,1]面(89.1度附近)。可知根据cu的含量,结晶状态发生多种变化。
[0106]
具体而言,在实施例1-1和实施例1-4的晶体结构中,除pt的晶体结构以外,还确认到cupt7结晶相,在cu量多的实施例1-4中更多地含有。在实施例1-9和实施例1-10的晶体结构中,确认到cupt7和cupt的结晶相,示出了含有cu量越越增加,cupt结晶相含有越多的晶体结构。在实施例1-11的晶体结构中,确认到cupt、cu3pt、cupt7的晶体结构。在实施例1-12和实施例1-13的晶体结构中,确认到cu3pt和cu的结晶相,示出了含有cu量越增加,cu结晶相含有越多的晶体结构。如果pt膜中cu比率增加,则如pt晶体
→
pt晶体 cupt7晶体
→
cupt7晶体 cupt晶体
→
cupt晶体 cu3pt晶体
→
cu3pt晶体 cu晶体
→
cu晶体那样cu比率高的结晶相增加。推测即使是加入了70at%的cu的cu70.28at%pt29.72at%膜(实施例1-11),耐腐蚀性也高是因为形成了cu3pt、cupt、cupt7之类的含pt晶体。
[0107]
<实施例2>
[0108]
[实施例2-1]
[0109]
制作图1所示的白色抗菌部件100。作为溅射靶,使用包含pt98at%和ag2at%的溅射靶,作为基材10,使用由ti构成的基材。通过溅射法导入氩气105sccm而溅射ptag合金靶,在基材10上形成厚度约200nm的白色抗菌被膜20,得到白色抗菌部件100(表2)。
[0110]
[实施例2-2~2-8]
[0111]
实施例2-2~2-8中,如表2所示,使用pt和ag的含量不同的溅射靶,除此以外,与实施例2-1同样地得到白色抗菌部件100。
[0112]
[比较例2-1]
[0113]
比较例2-1中,如表2所示,作为溅射靶,使用pt,除此以外,与实施例2-1同样地得到pt白色部件。
[0114]
[比较例2-2、2-3]
[0115]
比较例2-2、2-3中,如表2所示,使用pt和ag的含量不同的溅射靶,除此以外,与实施例2-1同样地得到白色部件。
[0116]
表2中示出关于上述得到的白色抗菌部件的膜中的金属元素的量、抗菌性、色调、耐腐蚀性的评价结果。也一并示出作为比较例2-1的不含ag而仅含pt的薄膜。根据表2可知,薄膜中的ag含量为2.49at%以上时,根据jis所示的抗菌试验,具有抗菌性。
[0117]
可知ag含量为2.49at%以上时显示抗菌性,但随着ag含量的增加,发现色调b
*
的增加,在实施例2-6~2-8中,b
*
增加而带有黄色感,并且耐腐蚀性也降低。根据以上的结果可知,对于抗菌性、耐腐蚀性优异,并且装饰性更优异的白色抗菌部件,认为薄膜中的优选的ag量为2.49at%~32.87at%。
[0118]
[表2]
[0119][0120]
图6是表示对实施例2中制作的白色抗菌部件和比较例2-1中制作的pt白色部件实施x射线衍射而得的结果的图。具体而言,图6是表示对比较例2-1中制作的pt白色部件和实施例2-1、2-2、2-3、2-4、2-5、2-6、2-7、2-8中制作的白色抗菌部件实施x射线衍射而得的结果的图。
[0121]
比较例2-1中制作的pt白色部件是在[1,1,1]面(39.9度附近)、[2,0,0]面(46.4度附近)、[2,2,0]面(67.7度附近)、[3,1,1]面(81.7度附近)具有结晶峰的具有面心立方结构的pt晶体本身。如果在薄膜内ag量增加,则各结晶峰向低角度侧移动,接近ag所具有的晶体结构[1,1,1]面(38.4度附近)、[2,0,0]面(44.6度附近)、[2,2,0]面(64.91度附近)、[3,1,1]面(77.99度附近),观测到[2,2,2]面(82.18度附近)的结晶峰。可知根据ag的含量而结晶状态发生多种变化。
[0122]
具体而言,在实施例2-1的晶体结构中,除pt的晶体结构以外,还稍微确认到agpt3结晶相。在实施例2-2中,除pt结晶层、agpt3结晶层以外,还确认到agpt的结晶层。在实施例2-3~2-5中,确认到agpt结晶层,发现随着ag含量增加而agpt结晶相的量增加的趋势。在实施例2-6~2-8中,确认到agpt结晶层和ag的结晶层,发现随着ag含量的增加而ag结晶相的量增加的趋势。如果pt膜中的ag比率增加,则如pt晶体
→
pt晶体 agpt3晶体
→
agpt3晶体 agpt晶体
→
agpt晶体
→
agpt晶体 ag晶体
→
ag晶体那样ag比率高的结晶相增加。晶体测定的结果可知开始观测到ag晶体的条件,具体而言实施例2-6、2-7、2-8中无法满足耐腐蚀性和色调,得到与耐腐蚀性评价的相关性。
[0123]
<实施例3>
[0124]
[实施例3-1]
[0125]
制作图2所示的白色抗菌部件100。作为溅射靶,在靶1和靶2配置由ti构成的靶,靶3使用pt96at%cu4at%的熔融体靶。作为基材10,使用由ti构成的基材。通过溅射法导入氩气105sccm和甲烷气体10sccm而形成由tic构成的固化层11(厚度900nm)。接着,导入氩气105sccm而溅射pt96at%cu4at%熔融靶,在固化层11上形成厚度约10nm的白色抗菌被膜20,得到白色抗菌部件100。
[0126]
通过如实施例3-1那样形成固化层,白色抗菌部件100的硬度飞跃性地提高,耐划伤性(均方根粗糙度)、耐磨损性显著提高。表3中示出实施例3-1、实施例1-1的比较。可知白色抗菌部件100的硬度和耐划伤性为5倍以上。应予说明,实施例3-1的白色抗菌被膜20的膜中成分量与实施例1-1同样。
[0127]
在要求耐划伤性、耐磨损性的情况下,白色抗菌被膜20的膜厚优选为10nm~50nm。在小于10nm的膜厚时,有可能无法充分地发现出抗菌性。另外,在超过50nm的膜厚时,白色抗菌部件整体的硬度降低,因此有时耐划伤性差。通过如实施例3-1那样使ptcu合金膜的膜厚为10nm左右,能够制造抗菌性、耐腐蚀性、耐划伤性、色调优异的白色抗菌部件。
[0128]
[表3]
[0129][0130]
<实施例4>
[0131]
[实施例4-1]
[0132]
制作图3所示的白色抗菌部件100。作为溅射靶,在靶1和靶2配置由ti构成的靶,靶3使用pt96at%cu4at%的熔融体靶。作为基材10,使用由sus316l构成的基材。通过溅射法导入氩气105sccm而形成由ti构成的密合层12(厚度100nm)。然后,导入氩气105sccm和甲烷气体10sccm而形成由tic构成的固化层11(厚度900nm)。接着,导入氩气105sccm而溅射pt96at%cu4at%熔融靶,在固化层11上形成厚度约10nm的白色抗菌被膜20,得到白色抗菌部件100。
[0133]
如实施例4-1那样基材与固化层的成分不同时,可以设置密合层。在实施例4-1中,基材使用sus316l,因此,如果在基材正上方直接形成固化层,则有时由于因密合力的降
低所致的剥离、因应力应变所致的裂纹的产生而出现耐划伤性的显著降低。耐划伤性大致由耐磨损层的硬度、耐磨损层的膜厚、与基材的密合度的积决定,因此,在层叠不同种类原材料的情况下,与基材的密合性很重要。
[0134]
表4中示出测定实施例4-1和实施例1-1的硬度、耐划伤性、耐腐蚀性、色调、抗菌性而得的结果。与实施例1-1相比,硬度、耐划伤性显著提高。应予说明,实施例4-1的白色抗菌被膜20的膜中成分量与实施例1-1同样。
[0135]
在要求耐划伤性、耐磨损性的情况下,白色抗菌被膜20的膜厚优选为10nm~50nm。在小于10nm的膜厚时,有可能无法充分地表现出抗菌性。另外,在超过50nm的膜厚时,由于白色抗菌部件整体的硬度降低,因此,有时耐划伤性差。通过如实施例4-1那样使ptcu合金膜的膜厚为10nm左右,能够制造抗菌性、耐腐蚀性、耐划伤性、色调优异的白色抗菌部件。
[0136]
[表4]
[0137][0138]
<实施例5>
[0139]
[实施例5-1]
[0140]
制作图4所示的白色抗菌部件100。作为溅射靶,在靶1和靶2配置由mo60wt%nb30wt%cr10wt%构成的靶,靶3使用pt96at%cu4at%的熔融体靶。作为基材10,使用由ti构成的基材。图7、图8是分别表示在monbcr的膜中在ar气体量105sccm恒定的基础上改变导入氮气量时的硬度变化和亮度变化的图。膜硬度随着氮导入量而具有一定的峰值,亮度随着氮气的导入量而缓慢地降低。白色抗菌部件100的密合层12是在图7、图8的氮导入量0sccm的条件下导入3sccm的氧气而形成的。以这样的方式形成monbcr低级氧化物膜(厚度0.1μm)。通过制成monbcr低级氧化物膜,与monbcr合金膜相比,与基材的密合性增加,能够提高耐划伤性。倾斜密合层13是一边导入氧气3sccm一边使图7、图8的氮气导入量从0sccm
倾斜地增加到显示最大硬度的30sccm而形成的。以这样的方式形成monbcr合金氮化物膜(厚度0.2μm)。固化层11在显示最大硬度的氮气导入量30sccm的条件下形成。以这样的方式形成monbcr合金氮化物膜(厚度1.6μm)。上色倾斜层14是从图7、图8的显示最大硬度的氮气导入量30sccm倾斜地减少到0sccm而形成的。以这样的形式形成monbcr合金氮化物膜(厚度0.2μm)。白色抗菌被膜20导入氩气105sccm而溅射pt96at%cu4at%熔融靶,形成在上色倾斜层14上。白色抗菌被膜20的厚度约为20nm。以这样的方式得到白色抗菌部件100。
[0141]
如果如实施例5-1那样设置倾斜密合层13,在密合层与耐磨损层之间没有明确的界面,因此,实现与基材10的一体化。通过具有倾斜密合层,成为能够充分地确保密合层与耐磨损层的密合性,并且膜应力倾斜地上升的结构。由此,可得到因应力应变所致的裂纹的产生、剥离的抑制效果,耐划伤性、耐磨损性提高,并且能够较厚地形成膜硬度高的耐磨损层。耐划伤性大致由耐磨损层的硬度、耐磨损层的膜厚、与基材的密合度的积决定,因此,通过与基材的密合性提高,能够提高耐划伤性。
[0142]
实施例5-1的白色抗菌部件100的上色倾斜层14是通过使氮气含量倾斜地减少,从而l
*
的上升倾斜地进行,为了使亮度接近白色抗菌被膜20而实施的。通过设置上色倾斜层,即使白色抗菌被膜因划痕、磨损而变薄,在实际使用环境中也不明显,能够没有不协调感地使用。另外,上色倾斜层成为含有氮气量从固化层缓缓地减少的结构,因此,不存在明确的界面,实现了裂纹的抑制和密合性的提高,也有助于不易划伤性。
[0143]
制作使mo、nb、cr合金化的膜较为容易,且能够自由地控制膜硬度、亮度、耐腐蚀性、密合性。另外,这些合金的氮化物、碳化物、氧化物、氮氧化物、碳氧化物、碳氮化物、碳氮氧化物也能够通过反应性气体的调整而容易地制作,可根据所要求的特性而变更。另外,mo和cr与基材的密合性均非常高,因此,在monbcr合金膜的情况下,具有能够非常厚地形成膜,容易提高耐划伤性能的特征。
[0144]
表5中示出测定实施例5-1和实施例1-1的硬度、耐划伤性、耐腐蚀性、色调、抗菌性而得的结果。与实施例1-1、实施例3-1、实施例4-1相比,硬度和耐划伤性显著提高。应予说明,实施例5-1的白色抗菌被膜20的膜中成分量与实施例1-1同样。
[0145]
在要求耐划伤性、耐磨损性的情况下,白色抗菌被膜20的膜厚优选为10nm~50nm。在小于10nm的膜厚时,有可能无法充分地表现出抗菌性。另外,在超过50nm的膜厚时,由于白色抗菌部件整体的硬度降低,因此,有时耐划伤性差。通过如实施例5-1那样使ptcu合金膜的膜厚为10nm左右,能够制造抗菌性、耐腐蚀性、耐划伤性、色调优异的白色抗菌部件。
[0146]
[表5]
[0147][0148]
<实施例6>
[0149]
[实施例6-1]
[0150]
制作图3所示的白色抗菌部件100。作为溅射靶,在靶1和靶2配置由ti80wt%cu20wt%构成的靶,靶3使用pt96at%cu4at%的熔融体靶。作为基材10,使用由sus316l构成的基材。通过溅射法导入氩气105sccm而形成由ticu构成的密合层12(厚度100nm)。然后,导入氩气105sccm和甲烷气体12sccm而制作由ticuc构成的固化层11(厚度900nm)。接着,导入氩气105sccm而溅射pt96at%cu4at%熔融靶,在固化层11上形成厚度约20nm的白色抗菌被膜20,得到白色抗菌部件100。
[0151]
如实施例6-1那样基材和固化层的成分不同时,可以设置密合层。实施例6-1中,基材使用sus316l,因此,如果在基材正上方直接形成固化层,则有时由于因密合力的降低
所致的剥离、因应力应变所致的裂纹的产生而出现耐划伤性的显著降低。耐划伤性大致由耐磨损层的硬度、耐磨损层的膜厚、与基材的密合度的积决定,因此,在层叠不同种类原材料的情况下,与基材的密合性很重要。
[0152]
硬质层11中的ticuc层通过在膜中含有16.28at%的cu,其本身也表现出抗菌性。因此,即使作为最表层的白色抗菌被膜20全部消失,也能够维持抗菌性。通过在硬质层11上形成白色抗菌被膜20,l
*
提高,能够制作亮度高的白色抗菌部件。
[0153]
表6中示出测定实施例6-1和硬质层11的硬度、耐划伤性、耐腐蚀性、色调、抗菌性而得的结果。与硬质层11相比,硬度、耐划伤性显著提高。应予说明,实施例6-1的白色抗菌被膜20的膜中成分量与实施例1-1同样。
[0154]
[表6]
[0155]
[0156]
在实施例1、3~6中,在使用pd或rh代替pt的情况下,另外,在使用ni代替cu的情况下,均得到与实施例1、3~6中得到的结果同样的结果。另外,在实施例2中,使用pd或rh代替pt的情况也得到与实施例2中得到的结果同样的结果。
[0157]
<测定方法>
[0158]
〔元素量〕
[0159]
白色抗菌被膜中的各元素量通过edx(能量分散型x射线分光法)进行测定。应予说明,使入射电子的加速电压为15.0kv~50.0kv,利用半导体检测器检测从试样释放出的特性x射线而进行能量分光,由得到的光谱的能量值进行试样的定量分析。另外,在得到各元素量的定量值时,考虑由试样引起的入射电子的散射、从试样释放出的x射线的试样内的吸收、荧光激发在标准试样和未知试样中不同而进行了校正(zaf校正法)。
[0160]
〔抗菌性〕
[0161]
抗菌性试验依据“jis z 801:2012抗菌加工-抗菌性试验方法
·
抗菌效果”进行。
[0162]
1)试验片的准备
[0163]
抗菌加工试验片(试样、即实施例中制作的白色抗菌部件和比较例中制作的白色部件)通过乙醇清洗进行清洁化,充分风干后,用于试验。被覆膜和无加工试验片裁切聚乙烯膜并进行eog灭菌而使用。
[0164]
2)试验菌液的制备
[0165]
试验菌(金黄色葡萄球菌(nbrc12732)和大肠杆菌(nbrc3972))是将保存菌接种于普通琼脂培养基进行培养,第二天传代后约18~20小时后悬浮于1/500的普通肉汤液而制备的。
[0166]
3)试验菌的接种和培养
[0167]
在试验片接种试验菌液0.2ml,用膜(20
×
40mm的长方形)覆盖后,在35℃、相对湿度90%以上培养24小时。
[0168]
4)试验菌的冲洗和活菌数的测定
[0169]
对刚接种试验菌液后的无加工试验片注入scdlp培养基(抗菌剂灭活培养基)10ml对菌进行冲洗,通过琼脂平板培养法来调查活菌数。另外,对24小时培养后的无加工试验片和抗菌加工试验片也同样地测定活菌数。活菌数的测定通过琼脂平板培养法(琼脂平板混释法)进行。将冲洗液和其10倍稀释系列稀释液分注到培养皿中,加入标准琼脂培养基进行混合。琼脂凝固后,将培养皿倒置,在35℃培养40~48小时。培养后,测量活菌数(菌落),不进行菌数的算出。
[0170]
这里,图9是关于无加工试验片的基于金黄色葡萄球菌的抗菌性试验后的照片。图10是关于无加工试验片的基于大肠杆菌的抗菌性试验后的照片。另一方面,图11是关于抗菌加工试验片的基于金黄色葡萄球菌的抗菌性试验后的照片。图12是关于抗菌加工试验片的基于大肠杆菌的抗菌性试验后的照片。这些具体地示出测量活菌数(菌落)时的培养皿。此外,图11、图12具体而言是使用实施例1-1的抗菌加工试验片的试验后的照片。
[0171]
5)试验成立条件的判定
[0172]
1.对于无加工试验片的刚接种后的活菌数的对数值,下式成立。
[0173]
(lmax-lmin)/lmean≤0.2
[0174]
lmax:活菌数对数值的最大值
[0175]
lmin:活菌数对数值的最小值
[0176]
lmean:3个试验片的活菌数对数值的平均值
[0177]
2.无加工试验片的刚接种后的活菌数平均值在6.2
×
103~2.5
×
104个/cm2的范围内。
[0178]
3.在无加工试验片使用膜的情况下,24小时后的活菌数的3个值均为6.2
×
102个/cm2以上。
[0179]
进行上述判定,结果满足试验成立条件。
[0180]
6)抗菌活性值的计算和判定
[0181]
抗菌活性值:r=(ut-u0)-(at-u0)=ut-at
[0182]
u0:无加工试验片的刚接种后的活菌数的对数值的平均值
[0183]
ut:无加工试验片的24小时后的活菌数的对数值的平均值
[0184]
at:抗菌加工试验片的24小时后的活菌数的对数值的平均值
[0185]“具有抗菌效果”定义为制品上的24小时后的试验菌的活菌数为无加工制品上的活菌数的1%以下(抗菌活性值2.0以上)。判定基准是将抗菌活性值2.0以上的情况设为
○
,将抗菌活性值小于2.0的情况设为
×
。
[0186]
〔膜厚〕
[0187]
白色抗菌被膜的简易的膜厚测定如下:将实施了掩蔽的si晶片与基材一起导入到成膜装置内,在成膜后除去掩模,测定经掩蔽的部分和未被掩蔽的部分的阶差,从而测定膜厚。
[0188]
〔色调〕
[0189]
白色抗菌部件的色调使用konicaminolta制的spectra magic nx(光源d65),测定基于l
*a*b*
色度图的l
*a*b*
而进行评价。
[0190]
〔耐腐蚀性〕
[0191]
白色抗菌部件的耐腐蚀性通过cass试验和人工汗液试验进行评价。cass试验依据jis-h 8502,在喷雾了向乙酸酸性的氯化钠溶液添加氯化而成的溶液的气氛设置48小时,观察白色抗菌被膜的剥离和变色,作为耐腐蚀性的评价。将没有看到剥离和变色的情况设为〇,将看到剥离或变色的情况设为
×
。
[0192]
人工汗液试验依据iso12870,设置于将混合氯化钠和乳酸而成的液体(人工汗液)在55℃曝气48小时的气氛,观察白色抗菌被膜的变色,作为耐腐蚀性的评价。将没有看到变色的情况设为〇,将看到轻微变色的情况设为
△
,将看到变色的情况设为
×
。
[0193]
〔晶体结构〕
[0194]
结晶性测定使用x射线衍射装置(rigaku制,制品名smartlab)进行。测定在以下的条件下进行。
[0195]
整体定性分析条件x射线输出:40kv,30ma,扫描轴:2θ/θ、扫描范围:5~120
°
、0.02步长,索拉狭缝:5deg,长边限制狭缝:15mm。
[0196]
微小部定性分析条件x射线输出:40kv,30ma,扫描轴:2θ/θ,扫描范围:5~120
°
,0.02步长,索拉狭缝:2.5deg,长边限制狭缝:15mm。
[0197]
〔耐划伤性试验方法〕
[0198]
耐划伤性试验是使氧化铝粒子均匀地分散的砂纸以一定加重与试验样品接触,通
过擦拭一定次数而产生划痕。在与划痕的方向垂直的方向对划伤了的试验样品的表面进行扫描而测定表面粗糙度,以均方根粗糙度的形式作为耐划伤性的评价。划痕的产生量越多,划痕的深度越深,均方根粗糙度的数值越大,相反划痕的产生量越少,划痕的深度越浅,均方根粗糙度的数值越小,因此,能够数值性地评价耐划伤性。
[0199]
〔膜硬度测定方法〕
[0200]
膜硬度测定使用微小压入硬度试验机(fischer制h100)进行。测头使用维氏压头,以5mn载荷保持10秒钟后进行卸荷,根据插入的维氏压头的深度算出膜硬度。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。