技术特征:
1.一种坯料的制造方法,使用具备具有上刃的冲头和具有下刃的冲模的冲切装置,对配置在上述冲头与上述冲模之间的金属板实施冲裁加工来制造坯料,其特征在于,上述上刃包括在上述金属板的切断线方向上依次设置的第1倾斜部、第2倾斜部、第3倾斜部,上述第1倾斜部在上述切断线方向上相对于上述金属板的角度θ1,上述第2倾斜部在上述切断线方向上相对于上述金属板的角度θ2,上述第3倾斜部在上述切断线方向上相对于上述金属板的角度θ3,满足:θ2≦θ1/2,θ2≦θ3/2,在上述冲裁加工时,在上述第1倾斜部以及上述第3倾斜部与上述金属板接触之后,上述第2倾斜部与金属板接触,此处,在由上刃的形状的切断线方向位置(x
n
)以及与各x
n
对应的上刃朝沿着冲头的移动方向远离上述金属板的方向的位移(y
n
)的组构成的点群(x
n
,y
n
)中,定义二阶差商j2
n
=(y
n 1-2y
n
y
n-1
)/(δx)2、二阶差商的最大值j2
max
、j3
n
=j2
n
/|j
2max
|,j3
n
的绝对值成为预先确定的阈值δ2以上的最初的点是上述第1倾斜部与上述第2倾斜部的边界位置,最后的点是上述第2倾斜部与上述第3倾斜部的边界位置,θ1、θ2、θ3分别是上述第1倾斜部、上述第2倾斜部以及上述第3倾斜部的任意点处的切线与上述金属板所成的角的绝对值的最大值与最小值的平均值。2.根据权利要求1所述的坯料的制造方法,其特征在于,上述第2倾斜部在上述切断线方向上相对于上述金属板的角度θ2满足θ2≦3.0
°
。3.根据权利要求1或2所述的坯料的制造方法,其特征在于,在上述冲裁加工之前,包括判定上述上刃的形状的工序,并包括基于上刃的形状的判定结果来调整上述上刃的剪切角的工序。4.一种冲压成型品的制造方法,其特征在于,对通过权利要求1至3中任一项所述的坯料的制造方法得到的坯料实施冲压成型,得到冲压成型品。5.一种形状判定方法,判定在权利要求3所述的坯料的制造方法中使用的上刃的形状,其特征在于,包括:输入由上刃的形状的切断线方向位置(x
n
)以及与各x
n
对应的上刃朝沿着冲头的移动方向远离上述金属板的方向的位移(y
n
)的组构成的点群(x
n
,y
n
)的步骤;对于所输入的点群(x
n
,y
n
)求出一阶差商j1
n
=(y
n 1-y
n
)/δx的步骤;求出二阶差商j2
n
=(y
n 1-2y
n
y
n-1
)/(δx)2的步骤;求出上述二阶差商的最大值j2
max
的步骤;求出类型判定值j3
n
=j2
n
/|j
2max
|的步骤;以及在上述第2倾斜部与上述第1倾斜部的边界、上述第2倾斜部与上述第3倾斜部的边界中的一方或者双方,在j3
n
的绝对值为预先确定的阈值δ2以上且j3
n
为正的情况下,判定为需要调整上述上刃的剪切角。6.一种形状判定程序,判定在权利要求3所述的坯料的制造方法中使用的上刃的形状,
其特征在于,执行:输入由上刃的形状的切断线方向位置(x
n
)以及与各x
n
对应的上刃朝沿着冲头的移动方向远离上述金属板的方向的位移(y
n
)的组构成的点群(x
n
,y
n
)的步骤;对于所输入的点群(x
n
,y
n
)求出一阶差商j1
n
=(y
n 1-y
n
)/δx的步骤;求出二阶差商j2
n
=(y
n 1-2y
n
y
n-1
)/(δx)2的步骤;求出上述二阶差商的最大值j2
max
的步骤;求出类型判定值j3
n
=j2
n
/|j
2max
|的步骤;以及在上述第2倾斜部与上述第1倾斜部的边界、上述第2倾斜部与上述第3倾斜部的边界的一方或者双方,在j3
n
的绝对值为预先确定的阈值δ2以上且j3
n
为正的情况下,判定为需要调整上述上刃的剪切角的步骤。7.一种坯料的制造装置,在权利要求3所述的坯料的制造方法中使用,其特征在于,具备:输入部,输入由上刃的形状的切断线方向位置(x
n
)以及与各x
n
对应的上刃朝沿着冲头的移动方向远离上述金属板的方向的位移(y
n
)的组构成的点群(x
n
,y
n
);第1计算部,对于所输入的点群(x
n
,y
n
)求出一阶差商j1
n
=(y
n 1-y
n
)/δx;第2计算部,求出二阶差商j2
n
=(y
n 1-2y
n
y
n-1
)/(δx)2;第3计算部,求出上述二阶差商的最大值j2
max
;第4计算部,求出类型判定值j3
n
=j2
n
/|j
2max
|;以及判定部,在上述第2倾斜部与上述第1倾斜部的边界、上述第2倾斜部与上述第3倾斜部的边界中的一方或者双方,在j3
n
的绝对值为预先确定的阈值δ2以上且j3
n
为正的情况下,判定为需要调整上述上刃的剪切角。8.一种坯料,具有剪切端面,其特征在于,当将剪切端面整个范围的二次剪切面的面积率设为a2,坯料线整个范围在俯视下的曲率半径的中央值设为r时,存在由在剪切端面内的板厚方向上引出的两条垂线包围的宽度5mm的区域a,该区域a中的二次剪切面的面积率为a2/2以下,区域a在俯视下的曲率半径为r的1/2以下。9.根据权利要求8所述的坯料,其特征在于,上述区域a中的剪切面的面积率为从剪切端面整个范围除去上述区域a的区域的剪切面的面积率的80%以下。10.根据权利要求8或9所述的坯料,其特征在于,上述区域a的板宽方向上的剪切面的面积率的变化为
±
20%以内。
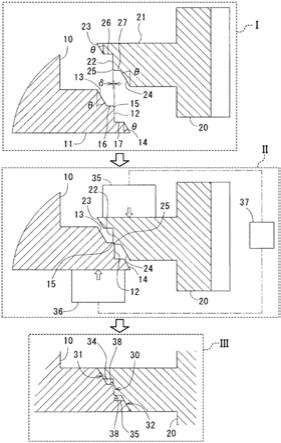
技术总结
本发明涉及坯料的制造方法及装置、冲压成型品的制造方法、形状判定方法及程序、以及坯料。本发明的课题在于提供能够稳定地确保与使用底面具有平坦刃的冲裁用冲头的情况同等以上的延伸凸缘性的冲裁加工方法。本发明的冲裁加工方法使用具备具有上刃的冲头以及具有下刃的冲模的冲切装置对金属板实施冲裁加工,上述上刃相对于切断线在一部分具有水平部且除了水平部以外的部分由倾斜部构成,其特征在于,用于冲裁加工的上刃为冲裁加工时倾斜部最先与金属板接触的形状。先与金属板接触的形状。先与金属板接触的形状。
技术研发人员:新田淳 安富隆 田畑亮
受保护的技术使用者:日本制铁株式会社
技术研发日:2020.07.10
技术公布日:2022/2/23
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。