1.本发明涉及一种电动压缩机、逆变器制造装置以及逆变器制造方法,尤其涉及一种可以在对电动压缩机的逆变器进行焊接时防止元件发生脱离以及损伤的电动压缩机、逆变器制造装置以及逆变器制造方法。
背景技术:
2.通常来讲,在汽车的空调系统中所使用的压缩机,可以执行吸入从蒸发机完成蒸发的制冷剂并在将其转换成易于液化的高温、高压状态之后传递到冷凝器的功能。
3.如上所述的压缩机,分为通过从车辆的引擎接收驱动力而执行压缩动作的机械式压缩机以及在单独供应电源的电动马达(以下称之为马达)的驱动下执行压缩动作的电动压缩机,电动压缩机通常可以通过调节马达的转速以及扭矩等而可变地对制冷效率进行调节。
4.接下来,将对电动压缩机进行更为详细的说明。传统的电动压缩机包括产生动力的马达、从所述马达接收动力供应并对制冷剂进行压缩的压缩机构以及对所述马达进行控制的逆变器。
5.其中,所述逆变器包括安装有多个元件的基板以及配置有开关元件且与所述基板结合的框架,在所述基板上排列有所述多个元件,所述框架被组装到所述基板上,并在被安置到逆变器制造装置即托盘(pallet)之后通过如选择性焊接(selective soldering)工艺对所述元件进行焊接。
6.但是,在如上所述的传统的电动压缩机、逆变器制造装置以及逆变器制造方法中,因为在焊接过程之前无法对多个元件进行固定而可能会从事先决定的位置上脱离,从而导致焊接不良的问题发生。
7.此外,还可能会导致容易受到热量影响的开关元件因为焊接时的热量而受到损伤的问题发生。
8.此外,还可能会在焊接之后对多个元件以及开关元件的正常工作与否进行检查时因为开关元件发热而导致逆变器受到损伤的问题发生。
9.此外,还可能会因为在焊接时施加到多个元件以及开关元件上的应力与逆变器被安装到电动压缩机之后施加到多个元件以及开关元件上的应力差异而导致逆变器被安装到电动压缩机之后多个元件的焊接部位受到损伤的问题发生。
技术实现要素:
10.因此,本发明的目的在于提供一种可以通过防止多个元件从事先决定的位置发生脱离而进一步防止焊接不良的电动压缩机、逆变器制造装置以及逆变器制造方法。
11.此外,本发明的另一目的在于提供一种可以防止开关元件因为焊接时的热量而受到损伤的电动压缩机、逆变器制造装置以及逆变器制造方法。
12.此外,本发明的又一目的在于提供一种可以防止在焊接之后对多个元件以及开关
元件的正常工作与否进行检查时因为开关元件发热而导致逆变器受到损伤的电动压缩机、逆变器制造装置以及逆变器制造方法。
13.此外,本发明的又一目的在于提供一种可以防止因为施加到多个元件以及开关元件上的应力差异而导致逆变器被安装到电动压缩机之后多个元件的焊接部位受到损伤的电动压缩机、逆变器制造装置以及逆变器制造方法。
14.为了达成如上所述的目的,本发明提供一种电动压缩机,包括:外壳;马达,配备于所述外壳的内部;压缩机构,从所述马达接收动力供应并对制冷剂进行压缩;以及,逆变器,对所述马达进行控制;所述逆变器包括安装有多个元件的基板以及与所述基板结合的框架,所述框架包括支撑板、从所述支撑板向所述基板凸出的侧板部、排列有与所述基板连接的开关元件的排列板以及对所述支撑板与所述排列板进行连接的连接杆。
15.在所述侧板部中,可以形成与所述外壳结合的结合孔。
16.所述支撑板与所述排列板可以相互相距一定间隔形成,所述连接杆的一端可以连接到所述支撑板,而所述连接杆的另一端可以连接到所述排列板。
17.所述连接杆可以形成多个,而所述多个连接杆可以沿着所述排列板的外周部进行配置。
18.所述支撑板可以包括配置有滤波器元件141a的滤波器收纳部,所述多个连接杆中的某一个的一端可以连接到所述支撑板的滤波器收纳部且另一端可以连接到所述排列板。
19.所述连接杆可以以所述排列板以所述支撑板为基准向远离或接近所述基板的方向进行相对运动的方式形成。
20.所述排列板,可以包括在对所述开关元件进行围绕的同时向所述开关元件的厚度方向凸出的分隔壁。
21.所述开关元件可以形成多个,所述多个开关元件可以以多列相向配置。
22.此外,本发明提供一种逆变器制造装置,包括:第一隔板,固定到包括安装有电动压缩机的多个元件的基板以及配置有开关元件的框架的逆变器的所述框架中;以及,第二隔板,通过与所述第一隔板结合而与所述开关元件接触并对所述开关元件以及所述多个元件进行固定以及散热。
23.所述第二隔板可以包括散热板,所述散热板可以以在所述第二隔板结合到所述第一隔板时与所述开关元件接触的方式形成。
24.所述框架可以包括支撑板、排列有所述开关元件的排列板以及对所述支撑板与所述排列板进行连接的连接杆,所述散热板可以以在所述第二隔板结合到所述第一隔板时通过挤压所述开关元件而使得所述排列板相对于所述支撑板的相对位置发生变化并借助于所述连接杆的复原力贴紧到所述开关元件的方式形成。
25.所述外壳可以包括与所述外壳结合的结合孔,所述第一隔板可以包括与所述基板一侧相向的第一基底板以及从所述第一基地板折曲并对所述逆变器的外周部进行围绕的第一侧板,所述第一基底板可以包括插入到所述结合孔的导向销以及为了进行焊接而裸露所述基板的开口,所述第一侧板可以包括可供用于与所述第二隔板结合的固定件插入的固定孔。
26.所述第一侧板还可以包括可供用于对所述逆变器进行同时焊接的搁置销插入的搁置孔。
27.所述第二隔板,还可以包括:第二基底板,与所述框架一侧相向;第二侧板,从所述第二基底板折曲且可结合到所述第一侧板;以及,散热器,安装在所述第二基底板上且可与所述散热板进行热交换。
28.所述开关元件可以形成多个,所述散热板可以以与所述开关元件相同的数量形成,所述第二隔板可以包括用于将多个所述散热板彼此进行绝缘的绝缘支架。
29.所述第二隔板可以包括用于将所述散热器与多个所述散热板进行绝缘的绝缘纸。
30.此外,本发明提供一种逆变器制造方法,可以包括:第一准备步骤,通过将所述逆变器制造装置的导向销插入到所述框架的结合孔中而将所述逆变器安置在所述第一隔板上;第二准备步骤,通过将所述第二隔板与所述第一搁板结合而对所述逆变器的元件进行固定,并将所述元件与所述第二隔板的散热板进行连接;焊接步骤,对所述元件进行焊接;以及,引出步骤,将所述逆变器从所述逆变器制造装置引出。
31.在所述焊接步骤与所述引出步骤之间,还可以包括:检查步骤,用于对所述元件的正常工作与否进行检查。
32.在所述第二准备步骤与所述焊接步骤之间,还可以包括:第三准备步骤,将所述逆变器与所述逆变器制造装置之间的装配体安置到托盘上;在所述焊接步骤中,可以在将多个所述装配体安置到所述托盘上之后对安置在所述托盘上的多个所述装配体的元件同时进行焊接。
33.在适用本发明的电动压缩机、逆变器制造装置以及逆变器制造方法中,电动压缩机的逆变器包括安装有多个元件的基板以及与所述基板结合的框架,所述框架包括支撑板、从所述支撑板向所述基板凸出的侧板部、排列有与所述基板连接的开关元件的排列板以及对所述支撑板与所述排列板进行连接的连接杆,逆变器制造装置包括固定到所述框架中的第一隔板以及通过与所述第一隔板结合而与所述开关元件接触并对所述多个元件以及所述开关元件进行固定以及散热的第二隔板,而逆变器制造方法包括将所述逆变器安置到所述第一隔板上的步骤、通过将所述第二隔板与所述第一隔板结合而对所述多个元件以及所述开关元件进行固定并将所述开关元件与所述第二隔板的散热板进行连接的步骤以及对所述多个元件进行焊接的步骤,从而可以通过防止所述多个元件从事先决定的位置发生脱离而进一步防止焊接不良。
34.此外,施加到所述多个元件以及所述开关元件中的热量可以通过所述第二隔板得到散热,从而可以防止所述开关元件因为焊接时的热量而受到损伤。
35.此外,从所述开关元件释放出的热量可以通过所述第二隔板得到散热,从而可以防止在对所述多个元件以及所述开关元件的正常工作与否进行检查时因为所述开关元件发热而导致所述逆变器受到损伤。
36.此外,所述第二隔板可以通过对所述逆变器进行挤压而在焊接时向所述多个元件以及所述开关元件施加与所述逆变器被安装到所述电动压缩机时同等水准的应力,从而可以防止因为施加到所述多个元件以及所述开关元件上的应力差异而导致逆变器被安装到电动压缩机之后所述多个元件的焊接部位受到损伤。
附图说明
37.图1是对适用本发明之一实施例的电动压缩机进行图示的截面图。
38.图2是在框架一侧对图1中的电动压缩机用逆变器进行图示的平面图。
39.图3是对在焊接图1中的电动压缩机用逆变器时所使用的逆变器制造装置中的第一隔板进行图示的正面图。
40.图4是对在焊接图1中的电动压缩机用逆变器时所使用的逆变器制造装置中的第二隔板进行图示的正面图。
41.图5是图4的背面图。
42.图6是对图1中的电动压缩机用逆变器被安置到图3中的第一隔板上的状态进行图示的斜视图。
43.图7是对图4以及图5中的第二隔板被结合到安置有图6中的逆变器的第一隔板上的状态进行图示的斜视图。
44.图8是图7的底面图。
45.图9是对在利用图3至图5中的逆变器制造装置对图1中的电动压缩机用逆变器进行焊接的过程中将逆变器安置到第一隔板上的步骤进行图示的截面图。
46.图10是对图9的下一个步骤即将第二隔板结合到第一隔板上的步骤进行图示的截面图。
47.图11是对图10的下一个步骤即将多个逆变器与逆变器制造装置之间的装配体安置到托盘上的步骤进行图示的截面图。
48.图12是对图11的下一个步骤即焊接步骤进行图示的截面图。
49.图13是对图12的下一个步骤即在从托盘引出装配体之后对元件的正常工作与否进行检查的步骤进行图示的截面图。
50.图14是对图13的下一个步骤即将逆变器从逆变器制造装置引出的步骤进行图示的截面图。
具体实施方式
51.接下来,将参阅附图对适用本发明的电动压缩机、逆变器制造装置以及逆变器制造方法进行详细的说明。
52.图1是对适用本发明之一实施例的电动压缩机进行图示的截面图,图2是在框架一侧对图1中的电动压缩机用逆变器进行图示的平面图,图3是对在焊接图1中的电动压缩机用逆变器时所使用的逆变器制造装置中的第一隔板进行图示的正面图,图4是对在焊接图1中的电动压缩机用逆变器时所使用的逆变器制造装置中的第二隔板进行图示的正面图,图5是图4的背面图,图6是对图1中的电动压缩机用逆变器被安置到图3中的第一隔板上的状态进行图示的斜视图,图7是对图4以及图5中的第二隔板被结合到安置有图6中的逆变器的第一隔板上的状态进行图示的斜视图,图8是图7的底面图,图9至图14是对利用图3至图5中的逆变器制造装置对图1中的电动压缩机用逆变器进行焊接的过程进行概要性图示的截面图。
53.其中,图9是对将逆变器安置到第一隔板上的步骤进行图示的截面图,图10是对图9的下一个步骤即将第二隔板结合到第一隔板上的步骤进行图示的截面图,图11是对图10的下一个步骤即将多个逆变器与逆变器制造装置之间的装配体安置到托盘上的步骤进行图示的截面图,图12是对图11的下一个步骤即焊接步骤进行图示的截面图,图13是对图12
的下一个步骤即在从托盘引出装配体之后对元件的正常工作与否进行检查的步骤进行图示的截面图,图14是对图13的下一个步骤即将逆变器从逆变器制造装置引出的步骤进行图示的截面图。
54.参阅图1,适用本发明之一实施例的电动压缩机100,可以包括:外壳110;马达120,配备于所述外壳110的内部空间并产生动力;压缩机构130,从所述马达120接收动力供应并对制冷剂进行压缩;以及,逆变器140,对所述马达120进行控制。
55.所述外壳110,可以包括:马达外壳112,具有用于对所述马达120进行收容的马达收容空间;前侧外壳114,结合到所述马达外壳112的一侧,用于对所述压缩机构130进行收容;后侧外壳116,结合到所述马达外壳112的另一侧,用于对所述逆变器140进行收容;以及,逆变器盖118,结合到所述背面外壳116,用于对所述逆变器140进行覆盖。
56.所述马达120,可以包括:定子122,固定到所述马达外壳112的内部;转子124,位于所述定子122的内部,借助于与所述定子122的相互作用进行旋转;以及,旋转轴126,通过结合到所述转子124而与所述转子124一起进行旋转。
57.所述压缩机构130,可以包括:固定卷轴132,被固定安装;以及,旋转卷轴134,通过与所述固定卷轴132齿合而形成压缩室,并通过与所述旋转轴126连动而进行旋转运动。其中,本实施例的所述压缩机构130是以所谓的卷轴式形成,但是并不限定于此,还可以以如往返运动式以及叶片旋转式等其他形态形成。
58.所述逆变器140如图2、图6至图9所示,可以包括:基板142,安装有对逆变器进行控制所需要的多个元件142;以及,框架144,与所述基板142结合。
59.其中,所述逆变器140是通过在所述基板142上排列所述多个元件141并将所述框架144组装到所述基板142上之后借助于如选择性焊接(selective soldering)工艺对所述多个元件141进行焊接的方式形成,应以可以防止焊接不良以及所焊接的元件受到损伤的方式形成。
60.具体来讲,参阅图2以及图6,所述框架144,可以包括:圆盘部c,配置在与配备所述马达120的位置对应的位置上;以及,凸出部p,从所述圆盘部c凸出。
61.此外,所述框架144,可以包括:支撑板144a,与所述基板142相向;排列板144c,排列有与所述基板142连接的开关元件(例如,绝缘栅双极型晶体管(igbt,insulated gate bipolar transistor)以及智能功率模块(ipm,intelligent power module)等)144d;连接杆144b,对所述支撑板144a与所述排列板144c进行连接;以及,侧板部144e,从所述支撑板144a向所述基板142一侧凸出。
62.所述支撑板144a可以在所述圆盘部c区域以及所述凸出部p区域同时形成。
63.此外,在所述支撑板144a中的所述圆盘部c区域的中央部,可以形成用于对所述排列板144c进行收容的且开口144aa。
64.此外,所述支撑板144a可以包括配置有如电容器等滤波器元件141a的滤波器收纳部144ac,所述滤波器收纳部144ac可以配置在所述支撑板144a中的所述凸出部p区域。
65.此外,所述支撑板144a可以包括用于提升强度的多个肋条144ad,而所述多个肋条144ad可以为了将强度的提升极大化而以蜂窝结构形成。
66.所述排列板144c可以以被收容到所述且开口144aa的同时与所述支撑板144a相距一定间隔的板状形状形成。
67.此外,所述排列板144c可以包括在对所述开关元件144d进行围绕的同时向所述开关元件144d的厚度方向凸出的分隔壁144ca。其中,所述排列板144c形成于配置在温度较低的吸入制冷剂流动的马达一侧的所述圆盘部c区域,因此可以借助于发热严重的所述开关元件144d与马达外壳的低温制冷剂之间的热交换顺利地对所述开关元件144d进行散热。
68.所述连接杆144b可以横穿所述支撑板144a与所述排列板144c之间的间隔空间并从所述支撑板144a延长形成至所述排列板144c。即,所述连接杆144b的一端可以连接到所述支撑板144a中,而所述连接杆144b的另一端可以连接到所述排列板144c中。
69.此外,所述连接杆144b可以形成多个,而且所述多个连接杆144b可以沿着所述排列板144c的外周部进行配置。
70.其中,所述多个连接杆144b中的某一个的一端可以连接到所述滤波器收纳部144ac中,而另一端可以连接到所述排列板144c中。
71.此外,所述连接杆144b可以利用弹性材质形成,从而使得所述排列板144c可以以所述支撑板144a为基准向远离或接近所述基板142的方向进行相对运动。
72.在所述侧板部144e的外周部可以形成结合孔144g,在对所述多个元件141进行焊接时用于对所述逆变器140进行固定的后续说明的逆变器制造装置200的导向销212aa可以被插入到所述结合孔中,而在对所述多个元件141进行焊接之后用于将所述逆变器140结合到所述外壳110中的固定件可以被插入到所述结合孔中。其中,所述结合孔144g可以为了将所述逆变器140稳定地结合到所述外壳110中而形成多个,而后续说明的导向销212aa可以为了使得所述逆变器140稳定地被后续说明的逆变器制造装置200支撑而以与所述多个结合孔144g相同的数量形成。
73.此外,所述侧板部144e可以包括与所述基板142结合的钩子144f,而所述钩子144f可以由所述侧板部144e的一部分切开形成。此外,所述钩子144f可以为了所述基板142与所述框架144的稳定组装而以多个形成,而所述多个钩子144f可以沿着所述基底板的外周部进行排列。
74.此外,适用本实施例的逆变器制造装置200,可以包括:第一逆变器制造装置210,用于对所述多个元件141以及所述开关元件144d进行固定以及散热;以及,第二逆变器制造装置220,用于搁置所述第一逆变器制造装置210。
75.参阅图3至图8,所述第一逆变器制造装置210,可以包括:第一隔板212,与所述逆变器140结合;以及,第二隔板214,通过与所述第一隔板212结合而与所述开关元件144d接触并对所述多个元件141以及所述开关元件144d进行固定以及散热。
76.所述第一隔板212,可以包括:第一基底板212a,与所述基板142一侧相向;以及,第一侧板212b,从所述第一基底板212a折曲并对所述逆变器140的外周部进行围绕。
77.所述第一基底板212a,可以包括:导向销212aa,插入到所述结合孔144g中;以及,开口212ab,为了进行进行焊接而裸露所述基板142。
78.所述第一侧板212b,可以包括:第一固定孔212ba,可供用于对所述第一隔板212以及所述第二隔板214进行结合的固定件插入。
79.此外,所述第一侧板212b,还可以包括:搁置孔212bb,可供所述第二逆变器制造装置220的后续说明的搁置销222插入。
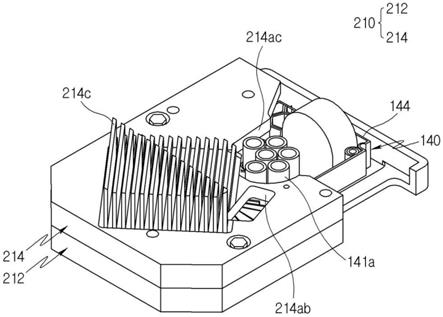
80.所述第二隔板214,可以包括:第二基底板214a,与所述框架144一侧相向;第二侧
板214b,从所述第二基底板214a折曲且可结合到所述第一侧板212b;散热器214c,安装在所述第二基板214a上;以及,散热板214d,可与所述散热器214c进行热交换。
81.所述第二基底板214a,可以包括:散热器安装孔214aa,可供所述散热器214c插入;第一干涉回避孔214ab,用于回避与用于对所述逆变器140与电源进行连接的电力销发生干涉;以及,第二干涉回避孔214ac,用于回避与所述滤波器元件141a以及线圈发生干涉。
82.所述第二侧板214b,可以包括:第二固定孔214ba,可供用于对所述第一隔板212以及所述第二隔板214进行结合的固定件插入。
83.所述散热器214c可以利用导电性材质形成,而且可以以贯通所述第二基底板214a的散热销形态形成。此外,为了回避在制造工程中发生干涉现象,所述散热器214c如图7所示,可以包括高度较低的区域以及高度较高的区域。
84.所述散热板214d可以利用导电性材质形成,而且可以以在所述第二隔板214结合到所述第一隔板212时对所述开关元件144d进行挤压接触的方式形成。
85.其中,所述散热板214d,可以以所述开关元件144d被所述散热板214d挤压的程度与所述逆变器140被安装到所述外壳110之后所述开关元件144d被所述外壳110挤压的程度彼此处于相同水准的方式形成。
86.此外,所述开关元件144d可以形成多个,所述多个开关元件144d可以以多列相向配置,所述散热板214d可以与所述多个开关元件144d对应地以与所述多个开关元件144d相同的数量形成,所述多个散热板214d可以以多列相向配置,此时可能需要在所述多个散热板214d之间进行绝缘。
87.因此,所述第二隔板214,还可以包括:绝缘支架214e,为了防止所述多个散热板214d彼此直接连接而使得所述多个散热板214d彼此相距一定间隔。
88.此外,所述第二隔板214,还可以包括:绝缘纸214f,为了防止所述多个散热板214d通过所述散热器214c彼此间接连接而将所述散热器214c与所述多个散热板214d进行绝缘。其中,所述绝缘纸214f,不仅可以起到所述多个散热板214d与所述散热器214c之间的绝缘功能,还可以起到通过去除接触面之间的气隙(air gap)而提升所述多个散热板214d与所述散热器214c之间的热传导率的功能。
89.参阅图11以及图12,所述第二逆变器制造装置220可以以所谓的托盘形态形成,以便于可以在将多个所述逆变器140安置到所述第二逆变器制造装置220之后同时进行焊接。即,所述第二逆变器制造装置220可以包括插入到所述搁置孔212bb中的搁置销222,所述搁置销222可以形成多个,而且可以以所述多个搁置销222中的一部分被插入到与所述多个逆变器140中的某一个逆变器结合的第一逆变器制造装置的搁置孔中而所述多个搁置销222中的一部分被插入到所述多个逆变器140中的另一个逆变器结合的第一逆变器制造装置的搁置孔中的方式形成。
90.如上所述构成的上述逆变器制造装置200,如图9至图14所示,可以用于对所述逆变器140进行焊接。即,所述多个元件141可以利用所述逆变器制造装置200按照如图9至图14所示的逆变器制造方法进行焊接。
91.具体来讲,可以在将所述多个元件141排列到所述基板142上并将所述开关元件144d排列到所述框架144上之后,对所述基板142与所述框架144进行组装。
92.此外,如图9所示,所述导向销212aa可以被插入到所述结合孔144g中,而所述逆变
器140可以被安置在所述第一隔板212上。
93.此外,如图10所示,所述第二隔板214可以被结合到所述第一隔板212上。
94.其中,所述开关元件144d可以被所述散热板214d挤压,而且所述排列板144c可以与所述开关元件144d一起以所述支撑板144a为基准向所述基板142一侧进行移动。即,所述连接杆144b发生变形且所述排列板144c相对于所述支撑板144a的相对位置可以发生变化。借此,所述多个元件141可以被加压到所述排列板144c上并被固定到所述基板142中事先决定的位置上。此外,所述开关元件144d与所述散热板214d可以借助于所述连接杆144b的复原力彼此贴紧并热性连接。此外,所述多个元件141可以通过所述开关元件144d与所述散热板214d热性连接。
95.此外,如图11所示,所述逆变器140与所述第一逆变器制造装置210之间的装配体(以下简称为装配体)可以被安置在所述第二逆变器制造装置220上。
96.其中,所述装配体可以准备多个,且所述多个装配体可以被安置在一个所述第二逆变器制造装置220上。
97.此外,如图12所示,可以借助于焊接装置300对所述多个装配体的多个元件141同时进行焊接。
98.其中,同时进行焊接可以是指对所述多个装配体的所述多个元件141同时进行焊接,但是如图12所示,也可以是指所述多个装配体中的任意装配体的所述多个元件141中的一部分和与其对应的所述多个装配体中的其他装配体的所述多个元件141中的一部分同时进行焊接。
99.在完成焊接之后,可以将所述多个装配体从所述第二逆变器制造装置220取下。
100.此外,如图13所示,各个所述装配体可以通过所述电力销连接到测试仪400中,从而对所述多个元件141以及所述开关元件144d执行如正常工作与否等性能检查。
101.此外,如图14所示,各个所述装配体可以在将所述第二隔板214与所述第一隔板212分离之后将所述逆变器140从所述第一隔板212引出。即,可以将所述逆变器140从所述逆变器制造装置200取下并完成逆变器140的焊接工作。
102.其中,在适用本实施例的电动压缩机100、逆变器制造装置200以及逆变器制造方法中,所述电动压缩机100的逆变器140包括所述结合孔144g,所述结合孔144g以在制造所述逆变器140时与所述第一逆变器制造装置210结合而在制造所述逆变器140之后与所述外壳110结合的方式形成,所述第一逆变器制造装置210包括具有插入到所述结合孔144g中的导向销212aa的所述第一隔板212以及与所述第一隔板212结合并与所述逆变器140接触的第二隔板214,所述逆变器制造方法,包括将所述逆变器140安置到所述第一隔板212上的步骤、通过将所述第二隔板214与所述第一隔板212结合而对所述多个元件141进行固定并将所述多个元件141以及所述开关元件144d与所述第二隔板214的散热板214d进行连接的步骤以及对所述多个元件141进行焊接的步骤,从而可以通过防止所述多个元件从事先决定的位置发生脱离而进一步防止焊接不良。
103.此外,所述多个元件141以及所述开关元件144d与所述散热板214d热性连接且所述散热板214d与所述散热器214c热性连接,因此在焊接过程中施加到所述多个元件141以及所述开关元件144d上的热量可以通过所述散热板214d以及所述散热器214c得到散热。借此,可以防止所述开关元件144d因为焊接时的热量而受到损伤。
104.此外,因为是在所述逆变器140与所述第一逆变器制造装置210的组装状态下执行性能检查,因此在性能检查过程中所述多个元件141以及所述开关元件144d工作时产生的热量可以通过所述散热板214d以及所述散热器214c得到散热。借此,可以防止在性能检查时因为所述多个元件141以及所述开关元件144d(尤其是发热严重的开关元件144d)发热而导致所述逆变器140受到损伤。
105.此外,所述逆变器140的框架144包括所述支撑板144a、所述排列板144c以及所述连接杆144b,所述第一逆变器制造装置210以可以通过利用所述散热板214d挤压所述开关元件144d而使得所述排列板144c向所述基板142一侧移动的方式形成,因此可以使得所述散热板214d与所述开关元件144d彼此贴紧。借此,可以确保稳定并顺利地完成所述散热板214d与所述开关元件144d之间的热传递。
106.此外,所述散热板214d挤压所述开关元件144d的程度被设定为与所述逆变器140被安装到所述外壳110时所述外壳110挤压所述开关元件144d的程度相同的水准,因此在焊接时施加到所述多个元件141以及所述开关元件144d上的应力与焊接之后(在将逆变器140安装到外壳110中之后)施加到所述多个元件141以及所述开关元件144上的应力可以是在同等水准。借此,可以防止因为施加到所述多个元件141以及所述开关元件144d上的应力差异而导致所述多个元件141的焊接部位受到损伤。
107.此外,在本实施例中,为了可以通过同时对多个逆变器140进行焊接而提升生产性,以将多个所述装配体安置到所述第二逆变器制造装置220上的方式形成,但是并不限定于此。即,可以在一个所述第二逆变器制造装置220上安置一个所述装配体进行焊接,也可以在不将所述装配体安置到所述第二逆变器制造装置220的情况下直接进行焊接。
108.此外,在本实施例中,在将多个所述装配体从所述第二逆变器制造装置220取下之后分别接受性能检查,但是并不限定于此。即,可以在将多个所述装配体安置到所述第二逆变器制造装置220的状态下接受性能检查,然后再从所述第二逆变器制造装置220取下。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
