1.本发明涉及层状结构的贵金属片及其应用技术领域。
背景技术:
2.贵金属通常主要用来制作首饰、装饰品、工艺品、礼品或者收藏品等。贵金属,特别是纯金或纯银,虽然具有良好的延展性,但是对于那些越来越薄的片状贵金属成品,如果单纯只有贵金属,厚度薄到一定程度时弯曲或折叠极容易破裂变形,且金银本身容易氧化,不能直接运用于纯金(银)红包、信封等产品的制作。
技术实现要素:
3.本发明的目的是提供一种复合贵金属片,通过将其设计成多层的层状结构使其具有良好的延展性,弯曲或折叠时不易破裂变形,直接手触摸和长期暴露在空气中也不易氧化。
4.由于上述复合贵金属片在弯曲或折叠时不易破裂变形,直接手触摸和长期暴露在空气中也不易氧化,从而能够用来制作红包、信封,本发明的目的还在于提供一种利用上述复合贵金属片制作的信封、红包及其制作方法。
5.为了实现上述目的,本发明提供如下技术方案:
6.一种复合贵金属片,其由依次全面相贴的保护层、贵金属片层、粘接层和基底层组成,其中,所述保护层的厚度在0.001-0.3mm之间,所述贵金属片层的厚度在0.002-0.5mm之间,所述粘接层的厚度在0.001-0.08mm之间,所述基底层的厚度在0.001-3mm之间。
7.进一步的,所述保护层的材料为透明pet膜或uv油墨,所述贵金属片层的材料为金片或银片,所述粘接层的材料为粘合胶,所述基底层的材料为纸片、布片、皮革片中的任一种。
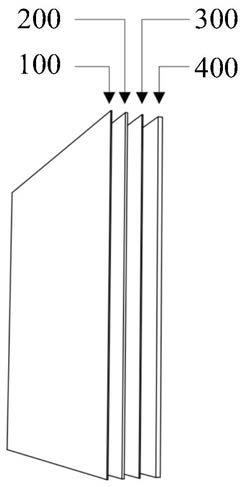
8.一种复合贵金属片,其由依次全面相贴的第一保护层、第一贵金属片层、第一粘接层、基底层、第二粘接层、第二贵金属片层、第二保护层组成,其中,所述第一保护层和第二保护层的厚度均在0.001-0.3mm之间,所述第一贵金属片层和第二贵金属片层的厚度均在0.002-0.5mm之间,所述第一粘接层和第二粘接层的厚度均在0.001-0.08mm之间,所述基底层的厚度在0.001-3mm之间。
9.进一步的,所述第一保护层和第二保护层的材料为透明pet膜或uv油墨,所述第一贵金属片层和第二贵金属片层的材料为金片或银片,所述第一粘接层和第二粘接层的材料为粘合胶,所述基底层的材料为纸片、布片、皮革片中的任一种。
10.一种红包,其为由上述任一项所述的复合贵金属片裁切折叠拼接而成的袋装结构。
11.一种红包,其为由上述任一项所述的复合贵金属片裁切出的一前片、一后片、一盖片、两翼片折叠拼接而成的袋装结构;所述贵金属片裁切折叠后构成对置的前片与后片,前、后片的底部连接处为折痕且顶部为袋口,所述前片的左右两侧各为一所述翼片,两翼片
向内折叠后与所述后片固定连接,所述前片的顶部为所述盖片,该盖片向下折叠后能够将袋口封盖。
12.进一步的,所述后片位于袋口的边缘处设置有一缺口。
13.进一步的,所述后片上开设有供所述盖片插入的开口。
14.上述红包,其制作方法包括下述步骤:
15.s1、设计红包外形、图案并选择适合的表面印刷工艺;
16.s2、根据红包成品尺寸制作展开图和刀模图;
17.s3、据据红包展开面积、贵金属重量和贵金属重量正公差,计算贵金属片的厚度;
18.s4、扎片机压制贵金属片,其厚度为上述步骤s3计算所得数值;
19.s5、根据红包展开尺寸,选择基底层材料并制作基底层;
20.s6、在基底层的单面或双面铺粘接层;
21.s7、将步骤s4制成的贵金属片覆盖在含粘接层的基底层上;
22.s8、用滚压机将通过步骤s7获得的半成品压实、展平;
23.s9、在步骤s8获得的半成品之贵金属片的表面铺保护层;
24.s10、完成复合贵金属片的制作并对其进行品质检测;
25.s11、根据红包设计图案和所选印刷工艺在保护层上印制图案;
26.s12、将带有印刷图案的复合贵金属片根据展开图和刀模图,用刀模切割出红包展开外形;
27.s13、将步骤12获得的半成品折叠并拼接装裱成成品红包;
28.s14、对成品红包进行品质检测。
29.一种信封,其为由上述中任一项所述的复合贵金属片裁切折叠拼接而成的袋装结构。
30.本发明所提供的复合贵金属片,其设计为保护层、贵金属片层、粘接层和基底层组成的多层层状结构,贵金属片层具有良好的延展性,而贵金属片层两侧的保护层和基底层使得复合贵金属片在弯曲或折叠时不易破裂变形,增加了贵金属片的使用范围;再有,由于有了保护层使得复合贵金属片被手直接触摸或长期暴露在空气中也不易氧化。
31.由于上述复合贵金属片在弯曲或折叠时不易破裂变形,直接手触摸和长期暴露在空气中也不易氧化,从而能够用来制作红包、信封。用该复合贵金属片制得的红包、信封既轻薄美观、不易破裂变形,又适于多次重复利用和长久保存。
附图说明
32.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明中记载的一些实施例,对于本领域普通技术人员来讲,还可以根据这些附图获得其他的附图。
33.图1为本发明实施例一提供的复合贵金属片的分解图;
34.图2为本发明实施例二提供的复合贵金属片的分解图;
35.图3为本发明实施例三提供的红包的正面图;
36.图4为本发明实施例三提供的红包的后面打开图;
37.图5为本发明实施例三提供的红包的后面关闭图;
terephthalate简称pet,俗称涤纶树脂。uv(紫外光固化)油墨是指在紫外线照射下,利用不同波长和能量的紫外光使油墨连接料中的单体聚合成聚合物,使油墨成膜和干燥的油墨。pet膜或uv油墨均为现有材料),所述第一贵金属片201层和第二贵金属片层202的材料为金片或银片,所述第一粘接层301和第二粘接层302的材料为粘合胶,所述基底层400的材料为纸片、布片、皮革片中的任一种。
53.例如:具体一种复合贵金属片,以纸片作为基底层400,在纸片两面均喷粘合胶(例如聚醋酸乙烯酯胶粘剂)构成第一粘接层301和第二粘接层302,在纸片的两面上均贴银片,再在每层银片的表面上贴透明pet膜。
54.另一种复合贵金属片,以纸片作为基底层400,在纸片两面均喷粘合胶(例如聚醋酸乙烯酯胶粘剂)构成第一粘接层301和第二粘接层302,在纸片的两面上均贴银片,再在每层银片的表面上喷涂uv油墨构成透明保护层。
55.实施例三
56.一种红包,其为由上述实施例一或二中的复合贵金属片裁切折叠拼接而成的袋装结构。
57.如图3至8所示,该红包为由上述实施例一或二中的复合贵金属片裁切出的一前片1、一后片2、一盖片3、两翼片4折叠拼接而成的袋装结构。所述贵金属片裁切折叠后构成对置的前片1与后片2,前、后片1、2的底部连接处为折痕且顶部为袋口。所述前片1的左右两侧各为一所述翼片4,两翼片4的高度与前片1的高度相等。该翼片4呈条状的圆角矩形,以便于粘接。
58.两翼片4与前片1是连成一体的,两翼片4向内折叠后与所述后片2固定连接,在本实施例中,两翼片4的面与后片2的内表面通过粘合胶粘接固定。所述前片1的顶部为所述盖片3,盖片3的宽度与前片1的宽度相等,盖片3与前片1是连成一体的,该盖片3向下折叠后能够将袋口封盖,优选的,盖片3折叠后能将袋口完全遮挡住。
59.所述后片2位于袋口的边缘处设置有一缺口21,所述缺口21优选为弧形,该弧形缺口位于后片2边缘处的中间位置,以便于取放钱币。
60.所述后片2上开设有供所述盖片3插入的开口22。优选的,所述盖片3为弧形盖片,所述开口22为与所述弧形盖片相匹配的弧形条状开口,该弧形条状开口相对于后片2的竖向平分线对称。借助开口22,盖片3将红包袋口封盖后可插入到开口22内,从而避免红包内的钱币调出。
61.上述红包,其制作方法包括下述步骤:
62.s1、设计红包外形、图案并选择适合的表面印刷工艺(在现有的表面印刷工艺中选择适用的即可);
63.s2、根据红包成品尺寸制作展开图(如图6所示)和刀模图;
64.s3、据据红包展开面积、贵金属重量和贵金属重量正公差,计算贵金属片的厚度;
65.s4、扎片机压制贵金属片,其厚度为上述步骤s3计算所得数值;
66.s5、根据红包展开尺寸,选择基底层材料并制作基底层;
67.s6、在基底层的单面或双面铺粘接层;
68.s7、将步骤s4制成的贵金属片覆盖在含粘接层的基底层上,贵金属片与粘接层粘接;如果基底层单面有粘接层则只在该粘接层粘贴贵金属片,如果基底层两面都有粘接层
则两面粘接层上均粘贴贵金属片;
69.s8、用滚压机将通过步骤s7获得的半成品压实、展平;
70.s9、在步骤s8获得的半成品之贵金属片的表面铺保护层;如果是单面贵金属片则只在该贵金属片表面铺保护层,如果两面都有贵金属片则两面贵金属片表面都铺保护层;
71.s10、完成复合贵金属片的制作并对其进行品质检测;
72.s11、根据红包设计图案和所选印刷工艺在保护层上印制图案;如果是单面保护层则在该面保护层上印制图案;如果是双面保护层则可在一面保护层上印制图案,也可在两面保护层上都印制图案;
73.s12、将带有印刷图案的复合贵金属片根据展开图(如图6所示)和刀模图,用刀模切割出红包展开外形;
74.s13、将步骤12获得的半成品折叠并拼接装裱成成品红包(如图7和图8所示);
75.s14、对成品红包进行品质检测。
76.以制作2克纯银红包,红包尺寸90*170mm(宽90mm,高170mm)为例,其步骤如下:
77.s1、设计红包外形、图案并选择适合的表面印刷工艺(在现有的表面印刷工艺中选择适用的即可);
78.s2、根据红包成品尺寸制作展开图(如图6所示)和刀模图;
79.s3、据据红包展开面积、2克纯银重量和2克纯银重量正公差,计算纯银片厚度为0.00485mm;
80.s4、扎片机压制厚度为0.00485mm的银片;
81.s5、根据红包展开尺寸,选用120克书纸(现有材料)制作厚度0.135mm的基底层;
82.s6、在书纸基底层的单面喷涂厚度为0.05mm粘接胶构成粘接层;
83.s7、将步骤s4制成的银片覆盖在含粘接层的书纸基底层上;
84.s8、用滚压机将通过步骤s7获得的半成品压实、展平;
85.s9、在步骤s8获得的半成品之银片的表面喷涂厚度0.05mm的uv油墨形成透明保护层;
86.s10、完成单面复合银片的制作并对其进行品质检测;
87.s11、根据红包设计图案和所选印刷工艺在保护层上印制图案;
88.s12、将带有印刷图案的单面复合银片根据展开图(如图6所示)和刀模图,用刀模切割出红包展开外形;
89.s13、将步骤12获得的半成品折叠并拼接(优选粘接)装裱成成品红包(如图7和图8所示);
90.s14、对成品红包进行品质检测。
91.实施例四
92.一种信封,其为由上述实施例一或二中的复合贵金属片裁切折叠拼接而成的袋装结构。
93.上述复合贵金属片,其设计为保护层、贵金属片层、粘接层和基底层组成的多层层状结构,贵金属片层具有良好的延展性,而贵金属片层两侧的保护层和基底层使得复合贵金属片在弯曲或折叠时不易破裂变形,增加了贵金属片的使用范围;再有,由于有了保护层使得复合贵金属片被手直接触摸或长期暴露在空气中也不易氧化。
94.由于上述复合贵金属片在弯曲或折叠时不易破裂变形,直接手触摸和长期暴露在空气中也不易氧化,从而能够用来制作红包、信封。用该复合贵金属片制得的红包、信封既轻薄美观、不易破裂变形,又适于多次重复利用和长久保存。
95.以上只通过说明的方式描述了本发明的某些示范性实施例,毋庸置疑,对于本领域的普通技术人员,在不偏离本发明的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,上述附图和描述在本质上是说明性的,不应理解为对本发明权利要求保护范围的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。