一种热塑性轻质复合材料及其制备方法
【技术领域】
1.本发明涉及复合材料技术领域,尤其涉及一种热塑性轻质复合材料及其制备方法。
背景技术:
2.随着笔记电脑、平板笔记本、便携式电话、便携式信息终端或相机等电子电气设备、信息设备的发展,市场上强烈要求开发出薄型且轻质的产品。轻薄的产品要求构成产品的外壳或内部部件薄壁、轻质同时也要求高强度、高刚性。由于复合材料具有质量轻、高强度和高模量、抗化学腐蚀、耐疲劳、易于整体成型等优点,被广泛应用于制作军工、飞机、汽车、风电等产品上。由于复合材料优良的力学特性,所以也可以用于笔记本电脑、平板笔记本、便携式电话、便携式信息终端或相机等电子电气设备、信息设备的外壳,发挥了使外壳薄壁化、减轻设备重量等作用。
3.目前电子电器、汽车、运动器材等产品所用的热塑性复合材料制品大多使用全碳纤维、碳纤维与玻璃纤维混合的复合板材进行成型加工,而热塑性全碳纤维复合板材的密度为1.40-1.60g/cm3,碳纤维与玻璃纤维混合的复合板材的密度为1.60-1.80g/cm3,虽然模量和刚性够高,但产品的重量仍偏重,不符合当前轻质化的发展方向。
4.因此,有必要研发一种热塑性轻质复合材料及其制备方法,以解决上述问题。
技术实现要素:
5.本发明的一个目的在于提供一种热塑性轻质复合材料,能够保证复合材料重量较轻的同时,具有高强度和高模量。
6.为了实现上述目的,本发明提供的一种热塑性轻质复合材料,包括:
7.至少两连续纤维层,各所述连续纤维层由含浸热塑性树脂的连续纤维组成;
8.至少一复合树脂层,其热压成型于所述两连续纤维层之间,所述复合树脂层由含浸热塑性树脂的木质纤维、短切碳纤维组成;
9.其中,将至少一复合树脂层铺设于至少两连续纤维层之间,形成一叠层材料,先将叠层材料放入红外烤箱中加热,再进行蒸汽加热,然后放入模具定位,最后合模锁高压后注塑成型。
10.进一步的,所述热塑性树脂为聚乙烯、聚丙烯、聚氯乙烯、聚苯乙烯、聚甲基丙烯酸甲酯、聚酯、聚甲醛、聚酰胺、聚苯醚其中的一种。
11.进一步的,所述连续纤维层中的连续纤维为单向碳纤维或者编织纹碳纤维,所述连续纤维层中的连续纤维为碳纤维、玻璃纤维、芳纶纤维中的至少一种。
12.进一步的,所述连续纤维层的纤维纱束中单丝数量为3000根。
13.进一步的,所述木质纤维的密度为0.6g/cm
3-0.9g/cm3,所述短切碳纤维的长度为0.2cm-3cm。
14.进一步的,所述热塑性轻质复合材料裁切成350mm*255mm*1mm的尺寸后,再放入红
外烤箱中加热。
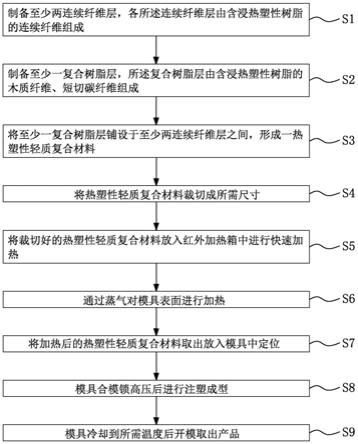
15.本发明还提供一种热塑性轻质复合材料制备方法,包括以下步骤:
16.s1:制备至少两连续纤维层,各所述连续纤维层由含浸热塑性树脂的连续纤维组成;
17.s2:制备至少一复合树脂层,所述复合树脂层由含浸热塑性树脂的木质纤维、短切碳纤维组成;
18.s3:将至少一复合树脂层铺设于至少两连续纤维层之间,形成一热塑性轻质复合材料;
19.s4:将热塑性轻质复合材料裁切成所需尺寸;
20.s5:将裁切好的热塑性轻质复合材料放入红外加热箱中进行快速加热,加热温度依热塑性轻质复合材料所使用树脂而定;
21.s6:通过蒸气对模具表面进行加热;
22.s7:将加热后的热塑性轻质复合材料取出放入模具中定位;
23.s8:模具合模锁高压后进行注塑成型;
24.s9:模具冷却到所需温度后开模取出产品。
25.进一步的,所述步骤s5中红外加热箱中加热温度在180℃-220℃之间,升温速度在5℃/s-20℃/s之间。
26.进一步的,所述步骤s6中模具表面通过蒸汽加热到140℃-180℃之间,升温速度在2℃/s~5℃/s。
27.进一步的,所述步骤s9中模具冷却前在140℃-180℃时恒温40秒-70秒后,再冷却到50℃-60℃时开模取出产品,冷却时的降温速度在2℃/s~5℃/s之间。
28.本发明的热塑性轻质复合材料及其制备方法,通过由含浸热塑性树脂的木质纤维、短切碳纤维的复合树脂层作为中间层,并在中间层两表层使用含浸热塑性树脂的连续纤维层,具有以下技术效果:
29.1.通过在复合树脂层中混合木质纤维和短切碳纤维,热压成型后的板材密度可以达到0.9-1.2g/cm3,还可以减少碳纤维、玻璃纤维等的使用量,降低了成本。
30.2.在复合树脂层两面裹覆连续纤维,使得材料具有高强度和高模量的性能。
31.3.制备工艺简单,连续纤维层及复合树脂层交替铺叠操作简单方便,且可以成型不同厚度的复合材料;另外,整个制程可以采用自动化加工方式,生产周期小于2小时,作业效率高。
【附图说明】
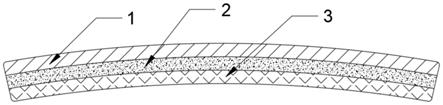
32.图1是本发明提供的热塑性轻质复合材料的结构示意图。
33.图2是本发明热塑性轻质复合材料制备方法的流程图。
34.图3是本发明红外加热箱加热状态的结构示意图。
【具体实施方式】
35.为对本发明的目的、技术功效及技术手段有进一步的了解,现结合附图详细说明如下。请参阅图1,图1是本发明提供的热塑性轻质复合材料的结构示意图。
36.本发明提供的一种热塑性轻质复合材料100,包括:
37.至少两连续纤维层110,各所述连续纤维层110由含浸热塑性树脂的连续纤维组成;
38.至少一复合树脂层120,其热压成型于所述两连续纤维层110之间,所述复合树脂层120由含浸热塑性树脂的木质纤维、短切碳纤维组成;
39.其中,将至少一复合树脂层120铺设于至少两连续纤维层110之间,形成一叠层材料,先将叠层材料放入红外烤箱中加热,再进行蒸汽加热,然后放入模具定位,最后合模锁高压后注塑成型。
40.于本实施例中,所述热塑性树脂为聚乙烯、聚丙烯、聚氯乙烯、聚苯乙烯、聚甲基丙烯酸甲酯、聚酯、聚甲醛、聚酰胺、聚苯醚其中的一种。
41.于本实施例中,所述连续纤维层110中的连续纤维为单向碳纤维或者编织纹碳纤维,所述连续纤维层110中的连续纤维为碳纤维、玻璃纤维、芳纶纤维中的至少一种。
42.于本实施例中,所述连续纤维层110的纤维纱束中单丝数量为3000根。
43.于本实施例中,所述木质纤维的密度为0.6g/cm
3-0.9g/cm3,所述短切碳纤维的长度为0.2cm-3cm。
44.于本实施例中,所述热塑性轻质复合材料100裁切成350mm*255mm*1mm的尺寸后,再放入红外烤箱中加热。
45.请参阅图2及图3,图2是本发明热塑性轻质复合材料制备方法的流程图,图3是本发明红外加热箱加热状态的结构示意图。
46.于本实施例中,本发明提供的一种热塑性轻质复合材料制备方法,包括以下步骤:
47.s1:制备至少两连续纤维层110,各所述连续纤维层110由含浸热塑性树脂的连续纤维组成;
48.s2:制备至少一复合树脂层120,所述复合树脂层120由含浸热塑性树脂的木质纤维、短切碳纤维组成;
49.s3:将至少一复合树脂层120铺设于至少两连续纤维层110之间,形成一热塑性轻质复合材料100;
50.s4:将热塑性轻质复合材料100裁切成所需尺寸;
51.s5:将裁切好的热塑性轻质复合材料100放入红外加热箱210中进行快速加热,红外加热箱210中还设有一温感器220,温感器220检测红外加热箱210内的实时温度,红外加热箱210的加热温度依热塑性轻质复合材料100所使用树脂而定;
52.s6:通过蒸气对模具表面进行加热;
53.s7:将加热后的热塑性轻质复合材料100取出放入模具中定位;
54.s8:模具合模锁高压后进行注塑成型;
55.s9:模具冷却到所需温度后开模取出产品。
56.于本实施例中,所述步骤s5中红外加热箱210中加热温度在180℃-220℃之间,升温速度在5℃/s-20℃/s之间。
57.于本实施例中,所述步骤s6中模具表面通过蒸汽加热到140℃-180℃之间,升温速度在2℃/s~5℃/s。
58.于本实施例中,所述步骤s9中模具冷却前在140℃-180℃时恒温40秒-70秒后,再
冷却到50℃-60℃时开模取出产品,冷却时的降温速度在2℃/s~5℃/s之间。
59.请再参阅图3,图3是本发明红外加热箱加热状态的结构示意图,下面将结合图3具体说明实施步骤如下:
60.将含浸热塑性树脂的木质纤维、短切碳纤维的复合树脂层120铺设于含浸热塑性树脂的两碳纤维层110之间,形成热塑性轻质复合材料100;将该热塑性轻质复合材料100裁切呈350mm*255mm*1mm的尺寸,再将裁切好的热塑性轻质复合材料100放入红外加热箱210中快速加热至200℃,红外加热箱210中的升温速度为10℃/s;通过蒸气加热的方式将模具表面加热至150℃,再将加热后的热塑性轻质复合材料100取出放入模具中定位;模具合模锁高压,将加热后的热塑性轻质复合材料100压合成3d形状,再进行注塑成型;成型结束后,模具在150℃恒温50秒,然后再开启冷却,冷却时的降温速度在3℃/s,冷却至55℃时开模取出产品。
61.综上所述,相较于现有技术,本发明的热塑性轻质复合材料及其制备方法,通过由含浸热塑性树脂的木质纤维、短切碳纤维的复合树脂层120作为中间层,并在中间层两表层使用含浸热塑性树脂的连续纤维层110,具有以下技术效果:
62.1.通过在复合树脂层120中混合木质纤维和短切碳纤维,热压成型后的板材密度可以达到0.9-1.2g/cm3,还可以减少碳纤维、玻璃纤维等的使用量,降低了成本。
63.2.在复合树脂层120两面裹覆连续纤维,使得材料具有高强度和高模量的性能。
64.3.制备工艺简单,连续纤维层110及复合树脂层120交替铺叠操作简单方便,且可以成型不同厚度的复合材料;另外,整个制程可以采用自动化加工方式,生产周期短,作业效率高。
65.以上结合具体实施例描述了本发明的技术原理,这些描述只是为了解释本发明原理,不能以任何方式解释为对本发明保护范围的限制。基于此处解释,本领域技术人员不需要付出创造性的劳动即可联想到本发明的其它具体实施方式,这些方式都将落入本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。