1.本发明涉及冶金行业密封材料技术领域,具体涉及一种炼钢长水口用塑性高温陶瓷密封垫及其制备方法。
背景技术:
2.炼钢连铸环节中钢包内部经过精炼过的钢水需要经过长水口注入至连铸中间包,为了对流动的钢水进行保护,防止其发生泄漏,通常会在钢包下水口和长水口之间采用陶瓷纤维密封垫进行密封处理。现有的陶瓷纤维密封垫采用陶瓷纤维棉为原料,通过打浆工艺,采用吸滤方法,加入至按照使用需要和长水口碗部形状制成的模具中进行吸滤成型,脱模后烘干即可制作成所需要的形状的成品。
3.现有的炼钢长水口用陶瓷纤维密封垫在实际使用时,由于陶瓷纤维棉本身的耐火度比较低,强度也较低,由其制成的陶瓷纤维密封垫的使用温度无法达到浇钢的温度需要,在使用时很容易烧蚀导致下水口与长水口连接处密封不严,并且容易粘附在长水口碗部表面,使用完毕后需要通过烧氧等步骤对长水口腕部进行清理、精整修磨,使得长水口碗部产生损坏,影响后面使用的密封效果,而且也增加了现场人员的劳动强度,而且陶瓷纤维密封垫烧蚀过程中产生的烧蚀物(如微小氧化铝)也会污染钢水;此外,由于陶瓷纤维密封垫具有网孔状结构,其本身没有任何密封性能,起不到高温密封的作用,仅仅起到水口之间的隔离作用,避免钢水外漏,在实际使用时,由于钢水流动产生的负压,钢包下水口与长水口的连接处会吸入大量的空气,使钢水产生二次氧化和增氮等,二次氧化会产生氧化物夹杂,影响铸坯的质量,氧化物夹杂还容易堵塞水口,产生可浇性问题,还会导致成分失控,严重影响钢材的质量,对于薄板坯的连铸等,增氮对钢材质量的影响非常大。
技术实现要素:
4.为了解决上述背景技术中存在的问题,本发明提供一种炼钢长水口用塑性高温陶瓷密封垫,其具有优异的高温使用性能、塑性变形性能、抗撕裂性能和密封隔离性能,可以很好的填充在下水口和长水口之间,在该部位起到密封、隔离作用,防止空气进入流动的钢液,还可对长水口腕部起到保护作用,产品在使用中不会出现烧蚀现象,装卸非常方便,使长水口碗部保持完整,便于后续的使用。为此,本发明还提供了上述炼钢长水口用塑性高温陶瓷密封垫的制备方法。
5.为了实现上述目的,本发明采用以下技术方案:
6.本发明的第一方面,提供一种炼钢长水口用塑性高温陶瓷密封垫,所述陶瓷密封垫的原料配方由外层原料和内层原料组成;
7.其中,所述内层原料包括如下重量份的组分:90-98份电熔氧化铝粉、10-20份活性氧化铝粉、10-20份氧化铝微粉、1-5份硅微粉、0.5-2份增塑添加剂、0.2-1份保塑添加剂、15-25份改性铝溶胶;
8.所述外层原料为石墨材料。
9.其中,所述内层原料中的增塑添加剂由质量比为1:1的增塑添加剂a和增塑添加剂b组成,所述增塑添加剂a为由质量比为1:(2-5)的纤维素醚、淀粉醚组成的混合物,所述增塑添加剂b为由质量比为1:(3-6)的膨润土和粘土组成的混合物。
10.其中,所述内层原料中的保塑添加剂为由多种磷酸盐组成的混合物。
11.其中,所述内层原料中的保塑添加剂为由质量比为1:(3-7)的三聚磷酸钠和六偏磷酸钠组成的混合物。
12.本发明的第二方面,提供一种上述炼钢长水口用塑性高温陶瓷密封垫的制备方法,包括以下步骤:
13.s1、按照相应的原料配方分别称取外层原料和内层原料中各组分,然后分别加入至两组搅拌混合机中搅拌,直至各组分混合均匀,得到混合物料;
14.s2、将两组搅拌混合机中得到的混合物料按顺序依次加入至模具中,采用挤压机挤压一体成型,得到具有层状结构的成型好的胚体(内层为不含碳的塑性密封材料,外层为石墨层);
15.s3、将得到的成型好的胚体放置于恒温恒湿环境中进行养护处理,即得成品。
16.其中,步骤s1中,将得到混合物料放置于恒温恒湿环境中进行脱水处理。
17.与现有技术相比,本发明具有如下有益效果:
18.本发明制备出的产品具有很好的高温使用性能,耐火度达到1790℃以上,产品在使用时不会出现烧蚀现象,该陶瓷密封垫使用后不与长水口腕部粘接,可以很方便地对其进行清理并避免下水口碗部的损坏,便于后续的使用;产品具有很好的抗撕裂性和塑性变形性能,可以很好地填充在下水口和长水口之间,产品的可加工性能强,在模具中通过挤压等作用成型为特定形状的产品;而且制备出的陶瓷密封垫属于致密陶瓷密封材料,能够在密封连接处达到高温密封效果,防止空气进入流动的钢液。产品的原料易得,生产成本低,使用本发明中产品,重复使用次数可达到8次以上,而使用现有的陶瓷密封垫重复数次为6次,还可以大幅减少现场操作人员更换水口的劳动强度,减少了对水口碗部密封部位的精整修磨的工作量,产品在钢厂使用中从没有出现烧蚀现象,密封效果非常好,装卸非常方便,完全达到了用户的要求。
具体实施方式
19.实施例1
20.炼钢长水口用塑性高温陶瓷密封垫的制备方法,包括以下步骤:
21.s1、按照相应的原料配方分别称取外层原料和内层原料中各组分,
22.外层原料中组分:12kg石墨;
23.内层原料中组分:90kg电熔氧化铝粉、17kg活性氧化铝粉、15kg氧化铝微粉、4kg硅微粉、1kg增塑添加剂a(质量比为1:3的纤维素醚、淀粉醚的混合物)、1kg增塑添加剂b(质量比为1:3膨润土和粘土的混合物)、0.6kg保塑添加剂(质量比为1:4的三聚磷酸钠和六偏磷酸钠的混合物)、21kg改性铝溶胶(质量比为1:2的铝溶胶和硅溶胶的混合物);
24.其中,活性氧化铝粉采用将氢氧化铝粉碎后送入快脱炉进行快速脱水制得;
25.s2、分别将内层原料和外层原料中的组分加入至两组搅拌混合机中搅拌,直至各组分混合均匀,得到混合物料,并将混合物料放置于恒温恒湿养护箱中进行脱水处理;
26.s3、将两组搅拌混合机中得到的混合物料按顺序依次加入至模具中,采用挤压机挤压一体成型,即得具有层状结构的成型好的胚体;
27.s4、将得到的成型好的胚体放置于恒温恒湿环境中进行养护处理,即得具有层状结构的陶瓷密封垫。
28.实施例2
29.炼钢长水口用塑性高温陶瓷密封垫的制备方法,包括以下步骤:
30.s1、按照相应的原料配方分别称取外层原料和内层原料中各组分,
31.外层原料中组分:5kg石墨;
32.内层原料中组分:93kg电熔氧化铝粉、20kg活性氧化铝粉、10kg氧化铝微粉、5kg硅微粉、0.7kg增塑添加剂a(质量比为1:4的纤维素醚、淀粉醚的混合物)、0.7kg增塑添加剂b(质量比为1:6膨润土和粘土的混合物)、0.6kg保塑添加剂(质量比为1:3)的三聚磷酸钠和六偏磷酸钠的混合物)、15kg改性铝溶胶(质量比为1:2的铝溶胶和硅溶胶的混合物);
33.其中,活性氧化铝粉采用将氢氧化铝粉碎后送入快脱炉进行快速脱水制得;
34.s2、分别将内层原料和外层原料中的组分加入至两组搅拌混合机中搅拌,直至各组分混合均匀,得到混合物料,并将混合物料放置于恒温恒湿养护箱中进行脱水处理;
35.s3、将两组搅拌混合机中得到的混合物料按顺序依次加入至模具中,采用挤压机挤压一体成型,即得具有层状结构的成型好的胚体;
36.s4、将得到的成型好的胚体放置于恒温恒湿环境中进行养护处理,即得具有层状结构的陶瓷密封垫。
37.实施例3
38.炼钢长水口用塑性高温陶瓷密封垫的制备方法,包括以下步骤:
39.s1、按照相应的原料配方分别称取外层原料和内层原料中各组分,
40.外层原料中组分:25kg石墨;
41.内层原料中组分:95kg电熔氧化铝粉、16kg活性氧化铝粉、20kg氧化铝微粉、1kg硅微粉、0.25kg增塑添加剂a(质量比为1:5的纤维素醚、淀粉醚的混合物)、0.25kg增塑添加剂b(质量比为1:4膨润土和粘土的混合物)、1kg保塑添加剂(质量比为1:5的三聚磷酸钠和六偏磷酸钠的混合物)、25kg改性铝溶胶(质量比为1:2的铝溶胶和硅溶胶的混合物);
42.其中,活性氧化铝粉采用将氢氧化铝粉碎后送入快脱炉进行快速脱水制得;
43.s2、分别将内层原料和外层原料中的组分加入至两组搅拌混合机中搅拌,直至各组分混合均匀,得到混合物料,并将混合物料放置于恒温恒湿养护箱中进行脱水处理;
44.s3、将两组搅拌混合机中得到的混合物料按顺序依次加入至模具中,采用挤压机挤压一体成型,即得具有层状结构的成型好的胚体;
45.s4、将得到的成型好的胚体放置于恒温恒湿环境中进行养护处理,即得具有层状结构的陶瓷密封垫。
46.实施例4
47.炼钢长水口用塑性高温陶瓷密封垫的制备方法,包括以下步骤:
48.s1、按照相应的原料配方分别称取外层原料和内层原料中各组分,
49.外层原料中组分:18kg石墨;
50.内层原料中组分:98kg电熔氧化铝粉、10kg活性氧化铝粉、17kg氧化铝微粉、2kg硅
微粉、0.4kg增塑添加剂a(质量比为1:2的纤维素醚、淀粉醚的混合物)、0.4kg增塑添加剂b(质量比为1:5膨润土和粘土的混合物)、0.2kg保塑添加剂(质量比为1:7的三聚磷酸钠和六偏磷酸钠的混合物)、18kg改性铝溶胶(质量比为1:2的铝溶胶和硅溶胶的混合物);
51.其中,活性氧化铝粉采用将氢氧化铝粉碎后送入快脱炉进行快速脱水制得;
52.s2、分别将内层原料和外层原料中的组分加入至两组搅拌混合机中搅拌,直至各组分混合均匀,得到混合物料,并将混合物料放置于恒温恒湿养护箱中进行脱水处理;
53.s3、将两组搅拌混合机中得到的混合物料按顺序依次加入至模具中,采用挤压机挤压一体成型,即得具有层状结构的成型好的胚体;
54.s4、将得到的成型好的胚体放置于恒温恒湿环境中进行养护处理,即得具有层状结构的陶瓷密封垫。
55.对比例1
56.对比例1为采用现有技术制备出的陶瓷密封垫,其具体制备过程如下:
57.主要成分:氧化铝粉86kg、硅石粉3kg、氧化锆:11kg,将氧化铝粉、硅石粉和氧化锆混合均匀,然后向其中加入常用的分散剂、结合剂、悬浮剂混合,通过吸滤法,在一定形状的模具中吸滤成型,脱模后烘干即得。
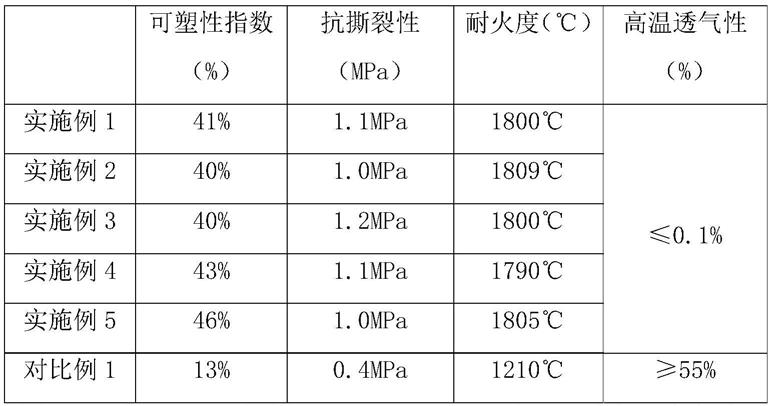
58.将实施例1-4、对比例1制备的陶瓷密封垫进行可塑性变形性、抗撕裂性、耐火性和高温透气性测试,测试结果如表1所示。
59.可塑性变形性根据qb/t 1322-2010进行检测。
60.抗撕裂性根据gb/t7985-1987进行检测。
61.耐火性根据gb/t7322-2007进行检测。
62.高温透气性根据gb/t 4736-1984进行检测。
63.表1
[0064][0065]
如表1中的测试结果所示,实施例1至4相对于对比例1制备的陶瓷密封垫,具有很好的高温使用性能,耐火度可达到1790℃以上,产品在使用时不会出现烧蚀现象,该陶瓷密封垫使用后不与长水口腕部粘接,可以很方便地对其进行清理并避免下水口碗部的损坏,便于后续的使用;产品具有很好的抗撕裂性和塑性变形性能(可塑性指数≥41%),可以很好地填充在下水口和长水口之间,产品的可加工性能强,在模具中通过挤压等作用成型为特定形状的产品;产品在高温下透气性≤0.2%,能够在密封连接处达到一定的高温密封效果,防止空气进入流动的钢液。
[0066]
使用本发明中产品,重复使用次数可达到8次以上,而使用现有的陶瓷密封垫重复数次为6次,还可以大幅减少现场操作人员更换水口的劳动强度,减少了对水口碗部密封部位的精整修磨的工作量,产品在钢厂使用中从没有出现烧蚀现象,密封效果非常好,装卸非常方便,完全达到了用户的要求。
[0067]
以上应用了具体个例对本发明进行阐述,只是用于帮助理解本发明,并不用以限制本发明。对于本发明所属技术领域的技术人员,依据本发明的思想,还可以做出若干简单推演、变形或替换。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。